基于灰色关联法的短支烟加工工序间烟丝尺寸分布研究
2020-05-05王天怡史一轩姚二民
王天怡,范 磊,史一轩,姚二民*,李 晓,楚 晗
(1.郑州轻工业学院食品与生物工程学院,河南 郑州 450000;2.河南中烟工业有限责任公司许昌卷烟厂,河南 许昌 461000)
【研究意义】烟丝结构对卷烟品质的影响至关重要,烟丝在整个加工输送环节中具有连贯影响性,前面的加工过程会对后面的加工过程产生影响,致使烟丝尺寸的分布发生波动,它的波动会影响整个卷烟生产过程的稳定性,而且不同规格的卷烟烟丝结构波动情况有所不同。【前人研究进展】目前,国内外的部分研究多针对烟丝结构对卷烟物理指标的影响[1-6],申晓峰[7]等通过灰色关联分析法对来料烟丝的结构对成品烟支单重和烟支密度及其稳定性的影响进行研究表明,烟丝结构的不同分布对烟支密度、稳定性和烟支单支重量的影响大不相同;堵劲松[8]等分析了用多种配方连续多次卷制的烟丝结构区间分布与卷烟物理质量指标之间的关系发现,烟丝尺寸与卷烟物理质量指标之间的关联性存在一定的极点,位于极点两侧的烟丝结构的变化对卷烟物理质量指标的影响变化相反,当烟丝结构控制在一定尺寸范围可以得到比较理想的卷烟物理质量。现有文献对各个工序之间烟丝结构的关联研究较少,而类似研究也只是针对常规卷烟,中短支卷烟方面没有研究。【本研究切入点】因此,本研究对卷烟加工线上切丝后到烟丝条卷制前的重要工序(切丝后,烘丝后,加香后,卷烟机料斗处)的烟丝进行关联分析,并与常规卷烟进行对比分析,具体全面地分析短支卷烟加工工序间烟丝结构的波动情况,明确短支卷烟的工艺需求。【拟解决的关键问题】对调整短支卷烟制丝工序烟丝结构提出合理性依据。
1 材料与方法
1.1 试验材料
品牌的全配方烟丝由许昌卷烟厂提供。主要仪器:Y2SJO型多功能检测振筛(徐州市铁建机械制造有限公司,筛网孔径为:10.00、7.00、5.00、4.00、3.35、2.50、1.00 mm); PL3001-SMettler电子天平(感量0.1 g,瑞士SMettler公司)。
1.2 试验方法
1.2.1 烟丝样品取样 卷烟加工线稳定生产后,分别在切丝后,烘丝后,加香后,卷烟机料斗处对烟丝用取样盘随机取样4000 g,单次取样时间间隔20 min,每批次取样4次。每次所取样品混合均匀,采用四分法将其缩至1000 g,装入密封袋中,贴好标签待用。
1.2.2 烟丝结构检测 将待测样品平衡48 h后,进行烟丝结构测试。用Y2SJO型多功能检测振筛对制丝线上烟丝样品按不同筛网孔径筛分为8个区间,每个样品烟丝筛分3次,每次筛分样品烟丝质量约1000 g。筛分条件:振动频率40.00 Hz,每间隔1 min变更1次旋转方向,每次筛分3 min。
1.2.3 数据处理 灰色关联法是基于各因素发展趋势的相似性或差异性来衡量各因素间关联程度的一种方法,它按照一定规则确立随时间变化的母序列,把各个评估对象随时间的变化作为子序列,运用公式

2 结果与分析
2.1 切丝后烟丝结构与烘丝后烟丝结构的分析
将切丝后,烘丝后,加香后,卷烟机料斗处的各组烟丝样品按照1.2中的方法进行筛分测定获得8层不同尺寸的烟丝分布,每个加工工序的烟丝结构即为每层烟丝重量占总样品重量的比例。
以烘丝后烟丝结构为母序列、以切丝后烟丝结构为子序列,计算二者之间的灰色关联度(表1),按照微关联,弱关联,较强关联和强关联的作用强度对关联度进行聚类分析(图1),并在表1标注。
根据表1可发现,烘丝后3.35~4.0 mm尺寸的烟丝与切丝后3.35~10.0 mm尺寸的烟丝均有正的较强的关联性,其中与切丝后7.0~10.0 mm的烟丝关联性最强,关联度为0.7665,说明切丝后7.0 mm以上的长丝经过烘丝后变短,大比例减小为3.35~4.0 mm尺寸烟丝;烘丝后2.5~3.35 mm尺寸的烟丝与切丝后5.0~7.0 mm尺寸的烟丝有强关联性,关联度为0.6495;烘丝后1.0~2.5 mm尺寸的烟丝与切丝后1.0~7.0 mm尺寸的烟丝关联性均较强,且都呈正关联性,其中与切丝后2.5~3.35 和4~5 mm尺寸的烟丝有强关联性;烘丝后小于1.0 mm尺寸的烟丝与切丝后1.0~2.5 和3.35~4.0 mm尺寸的烟丝关联性较强,呈负关联,增加切丝后的整丝率可以降低烘丝后的碎丝率。切丝后各尺寸的烟丝不仅与烘丝后所对应尺寸的烟丝具有较强关联性,而且还与烘丝后对应尺寸的下一尺寸的烟丝分布关系密切,适当增加切丝后的长丝率可以提高烘丝后的整丝率。

表1 切丝后烟丝结构与烘丝后烟丝结构的分析Table 1 Analysis of the tobacco structure between shredded tobacco structure and drying tobacco structure
注:(1)、(2)、(3)、(4)分别对应为微关联、弱关联、较强关联和强关联。下同。
Note: (1), (2), (3) and (4) correspond to micro, weak, strong and strong associations. The same as below.
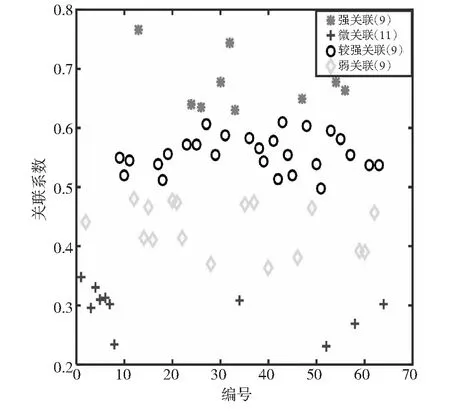
图1 切丝后烟丝结构与烘丝后烟丝结构的关联度聚类结果Fig.1 Clustering results of correlation between shredded tobacco structure and drying tobacco structure
由图1的整体聚类结果可看出,切丝后烟丝层与烘丝后烟丝层有不同程度的关联性,呈强关联的烟丝层有9个,关联度分布在0.65~0.8之间;呈较强关联的烟丝层最多,有27个,关联度分布在0.5~0.6之间;呈弱关联的烟丝层有17个,关联度集中分布在0.35~0.5之间;呈微关联的烟丝层有11个,关联度多在0.3以下。
2.2 烘丝后烟丝结构与加香后烟丝结构的分析
以加香后烟丝结构为母序列、以烘丝后烟丝结构为子序列,计算二者之间的灰色关联度(表2),并进行聚类分析(图2)。
根据表2可发现,加香后3.35~4.0 mm尺寸的烟丝仅与烘丝后同尺寸烟丝有强的正关联性,关联度为0.5021;加香后2.5~3.35 mm尺寸的烟丝与烘丝后4.0~7.0 mm尺寸的烟丝有强关联性,关联度分别为0.5742、0.4975,说明加香后2.5~3.35 mm尺寸的烟丝主要来源是烘丝后长度为4.0~7.0 mm的烟丝;加香后1.0~2.5 mm尺寸的烟丝与烘丝后3.35~4.0 和5.0~7.0 mm尺寸的烟丝关联性较强,且为正关联,即烘丝后的长丝越多,加香后的短丝越多;加香后小于1.0 mm的烟丝与烘丝后2.5~3.35 mm的烟丝关联性较强,但呈负关联,说明烘丝后整丝的增加,可以对加香后的造碎情况有改善。烘丝后各尺寸的烟丝大多与加香后所对应尺寸的烟丝或对应尺寸的下一尺寸烟丝有较强关联性,烘丝后烟丝的中长丝对加香后烟丝的中短丝影响较大,因此,适当调整烘丝后中长丝分布比例,可以对加香后烟丝的整丝率上升和碎丝率下降有所改善。

表2 烘丝后烟丝结构与加香后烟丝结构的分析结果Table 2 Analysis of the tobacco structure between drying tobacco structure and flavoring tobacco structure
由图2的整体聚类结果可知,烘丝后烟丝层与加香后烟丝层大部分呈弱关联和微关联。呈强关联作用的有4个,关联度在0.5以上;呈较强关联的烟丝层有10个,关联度分布在0.35~0.45之间;呈弱关联的烟丝层有29个,关联度分布在0.3~0.35之间;呈微关联的烟丝层有21个,关联度分布于0.255以下。
2.3 加香后烟丝结构与卷烟机料斗处烟丝结构的分析
以卷烟机料斗处烟丝结构为母序列、以加香后烟丝结构为子序列,计算二者之间的灰色关联度(表3),并进行聚类分析(图3)。
卷烟机料斗处5.0~10.0 mm尺寸的烟丝与加香后7.0~10.0 mm尺寸的烟丝有较强的正关联性;卷烟机料斗处3.35~4.0 mm尺寸的烟丝与加香后3.35~5.0 和7.0~10.0 mm尺寸的烟丝有较强关联性;卷烟机料斗处2.5~3.35 mm尺寸的烟丝与加香后2.5~7.0 mm尺寸的烟丝都有较强关联性,其中,与加香后同尺寸(2.5~3.35 mm)烟丝关联性最强,关联度为0.8006,说明加香后的中丝对卷烟机料斗处的中丝影响较大,且呈正关联作用;卷烟机料斗处1.0~2.5 mm尺寸的烟丝与加香后同尺寸的烟丝有正的较强关联性。加香后各尺寸的烟丝多与卷烟机料斗处其对应尺寸的烟丝具有较强关联性,加香后中长丝比例对卷烟机料斗处的中长丝比例的影响大部分是较强的,要改善烟支卷制前烟丝尺寸分布的比例,可以对加香后的中长丝比例进行适当调整。
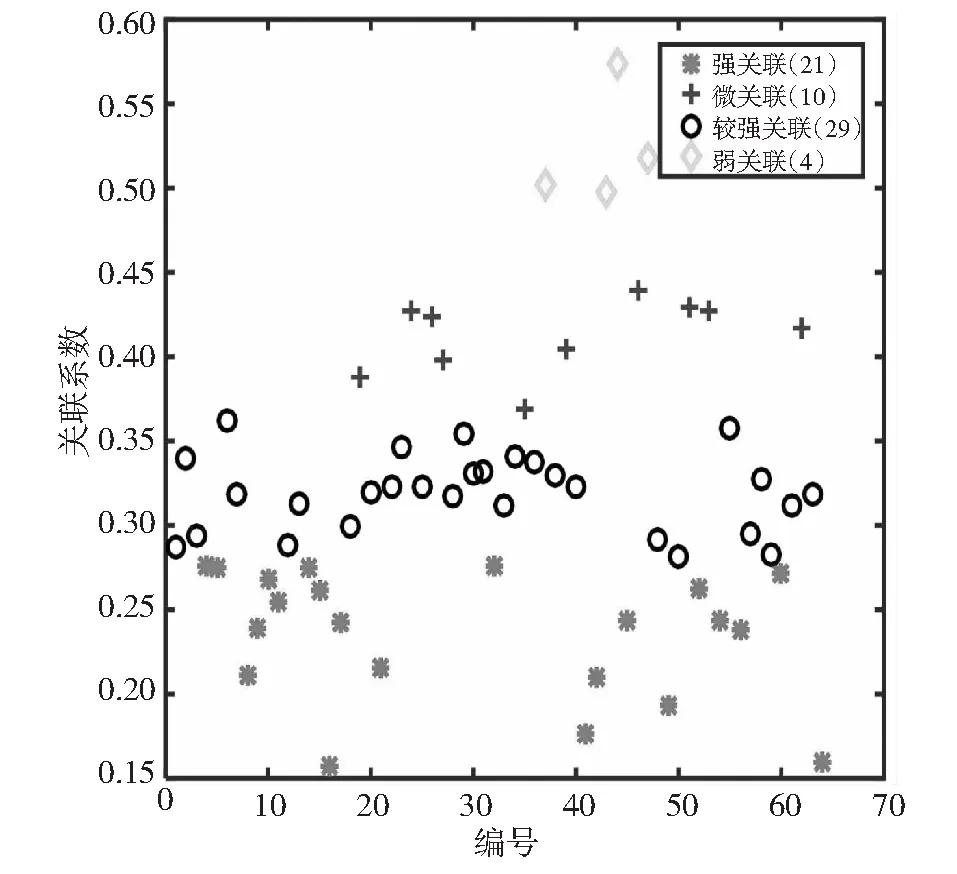
图2 烘丝后烟丝结构与加香后烟丝结构的关联度聚类结果Fig.2 Clustering results of correlation between drying tobacco structure and flavoring tobacco structure
加香后烟丝结构层与卷烟机料斗处烟丝结构层都有不同程度的关联性,呈强关联的烟丝层有2个,关联度在0.8以上;呈较强关联的烟丝层有20个,关联度在0.6~0.7之间;呈弱关联的烟丝层有20个,关联度分布在0.4~0.5之间;呈微关联的烟丝层有22个,关联度在0.4以下。
2.4 不同规格卷烟的烟丝尺寸对比
为明确短支卷烟在加工工序间烟丝结构的变化,按照1.2的取样和测定方法,对同一制丝生产线上的常规卷烟的烟丝结构进行测定,并将两种规格的卷烟在加工工序间呈强关联作用的烟丝尺寸进行对比(表4)。由表4可知,短支卷烟和常规卷烟在加工工序间关联性强的烟丝结构层有很大不同。在切丝后和烘丝后两加工工序间,短支卷烟是切丝后4.0~7.0、2.5~3.35 mm与烘丝后1.0~4.0 mm呈强关联,常规卷烟是切丝后5.0~7.0 mm与烘丝后3.35~4.0 mm呈强关联;在烘丝后和加香后两加工工序间,短支卷烟在烘丝后1.0~3.35、4.0~7.0 mm与加香后2.5~4.0 mm呈强关联,常规卷烟在烘丝后2.5~3.35 mm与加香后2.5~3.35 mm呈强关联;在加香后和卷烟机料斗处两工序间,短支卷烟在加香后2.5~3.35 mm与卷烟机料斗处2.5~3.35 mm呈强关联,常规卷烟在加香后1.0~3.35 mm与卷烟机料斗处1.0~3.35 mm呈强关联。常规卷烟在加工过程中,关联性强的烟丝层由长丝逐渐向中丝转移,关联的烟丝层区间范围较大,而短支卷烟在加工过程中,关联性强的烟丝结构由中长烟丝逐渐转移为中丝,关联区间逐渐减小,可能是由于短支卷烟烟支长度短,卷制时所需的烟丝结构多为中丝,才能达到较好的卷制质量。
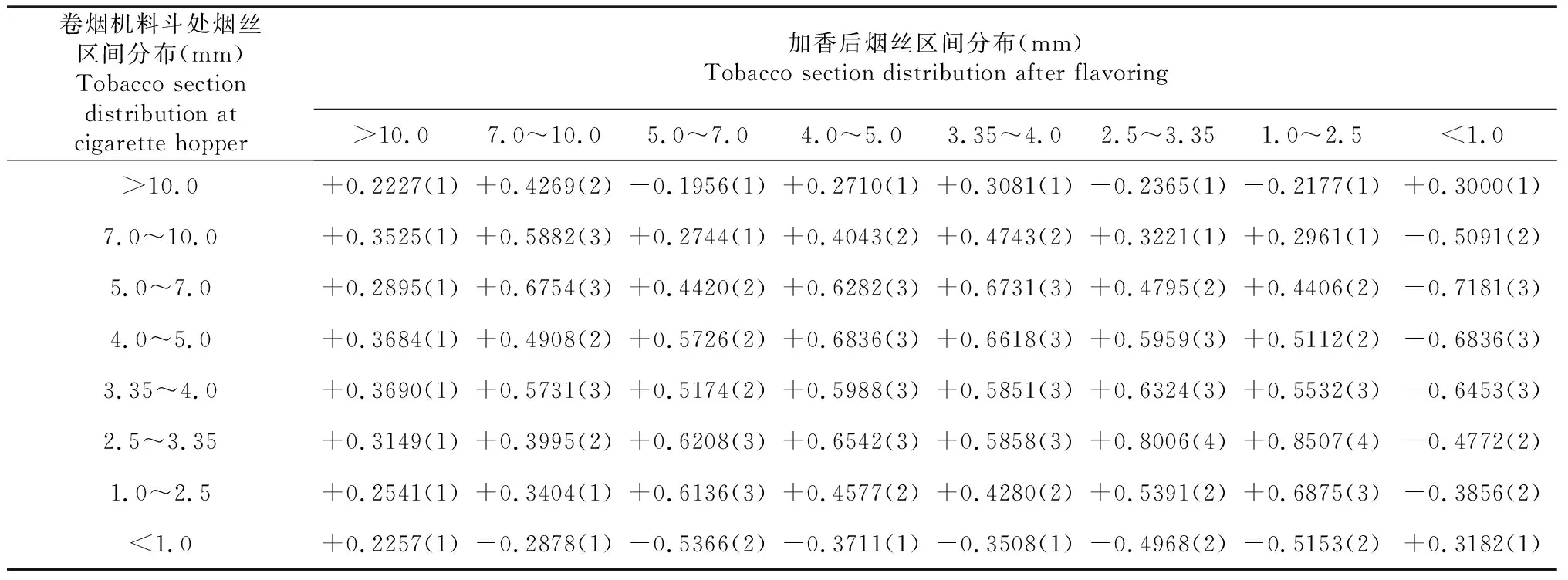
表3 加香后烟丝结构与卷烟机料斗处烟丝结构的分析结果Table 3 Analysis of tobacco structure between flavoring tobacco structure and tobacco structure at cigarette hopper
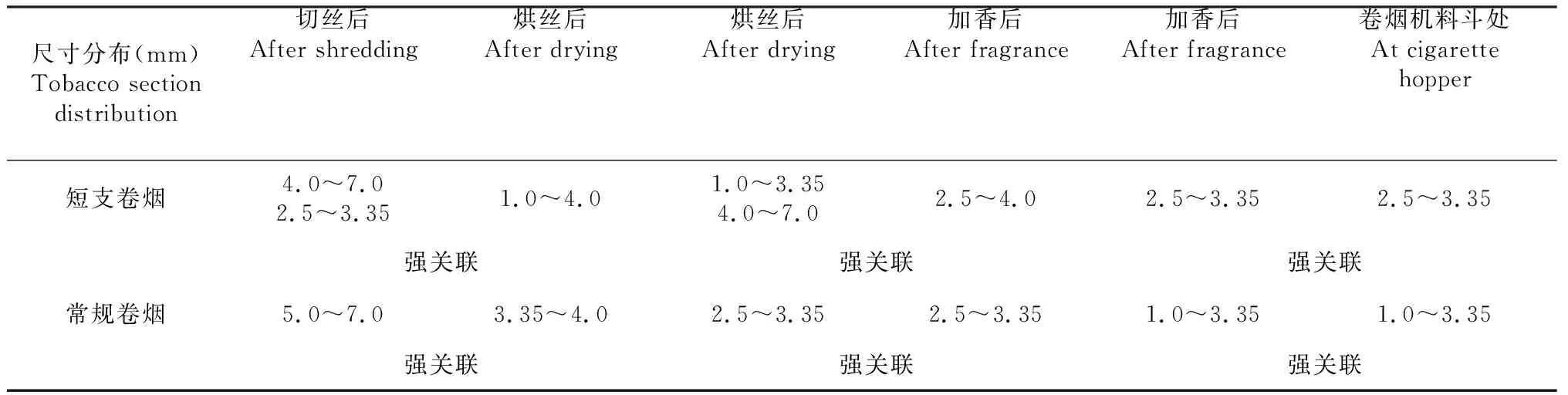
表4 不同规格卷烟加工工序间呈强关联的烟丝尺寸Table 4 Tobacco size strongly correlated between different specifications of cigarette processing

图3 加香后烟丝结构与卷烟机料斗处烟丝结构的关联度聚类结果Fig.3 Clustering results of correlation between flavoring tobacco structure and tobacco structure at cigarette hopper
3 结 论
本研究运用灰色关联法和聚类分析对短支卷烟生产线上不同工序(切丝后,烘丝后,加香后,卷烟机料斗处)之间烟丝结构进行分析并与常规卷烟进行对比。
(1) 短支卷烟切丝后4.0~7.0、2.5~3.35 mm的烟丝与烘丝后1.0~4.0 mm的烟丝有较强关联性,烘丝后1.0~3.35、4.0~7.0 mm的烟丝与加香后2.5~4.0 mm的烟丝有较强关联性,调整切丝后与烘丝后中长丝分布比例,可以改善加香后整丝率;加香后2.5~3.35 mm的烟丝与卷烟机料斗处2.5~3.35 mm的烟丝有强关联性,加香后的中长丝对卷制前的中长丝影响显著。
(2) 对比常规卷烟和短支卷烟的烟丝结构变化,常规卷烟关联性强的烟丝层由长丝逐渐向中丝转移,关联的烟丝层范围较大,而短支卷烟关联性强的烟丝层由中长烟丝逐渐转移为中丝,关联区间逐渐减小。不同规格的卷烟在各工序间关联的烟丝层不同,针对不同规格的卷烟,烟丝结构的调整有不同的方向。
(3) 本研究的范围贯穿短支卷烟整个制丝生产线以及卷烟卷制前的工序,可以通过相邻工序之间不同尺寸烟丝的关联性,针对性的查找对烟丝卷制前某一具体烟丝结构产生重要影响的前面工序的具体烟丝尺寸分布,为优化短支卷烟烟丝结构,提高短支烟的卷制质量提供全面的理论依据。
