一种芦苇秸秆板的研究
2020-04-28尹子康李继平崔铁花付晓霞
陈 玲, 尹子康, 雒 鹰, 李继平, 崔铁花, 付晓霞, 刘 冰
(吉林省林业科学研究院,吉林 长春 130033)
随着国民经济建设的快速发展和人民群众生活水平的提高,人们对木材的需求量不断上升。近年来,我国人造板产业快速发展,成为全球人造板产量增长最迅速的国家。人造板产业属于资源依赖型产业,其快速发展所面临的最主要问题是原料的供应问题。资源短缺是木材供需矛盾的根本原因,特别是人口、经济的高增长对森林资源造成巨大消耗并将形成更大的压力[1-9]。
中国是农业大国,拥有丰富的农业剩余物资源,每年产生大量的农作物秸秆是丰富可供选择的植物纤维资源。利用麦秸、稻草秸秆生产人造板,是一种具有重要经济价值和环境效益的农业剩余物资源合理利用途径。近几年来,采用秸秆生产的板材相继问世,并已广泛应用于建筑、家具等行业。利用麦秸和稻草作为原材料生产人造板的技术难题已经基本解决[10-18]。
芦苇也是一种秸秆材料,芦苇的茎秆可作为制造人造板材料。芦苇在全球分布广泛,资源丰富,多生于草原、沼泽、溪边湿地及地下水位较高的沙地或碱滩上。在我国,芦苇主要分布在湖南、湖北、江苏、黑龙江等地,主要培育繁殖基地有江苏、浙江、安徽等。第一年繁殖成功后,芦苇每年都会持续不断地重新生长,保证产量。生产芦苇板不仅拓宽了秸秆的使用途径,同样也能够缓解森林资源紧张的现状,符合国家可持续发展的道路和政策[19-22]。
以农作物秸秆为原料生产人造板的技术关键在于解决秸秆表面硅酸盐、蜡质薄层的有效胶合。常规的脲醛树脂、酚醛树脂对该层薄膜都不具有渗透力,因而难以形成有效的胶合,需要对秸秆原料进行处理,使其表面利于胶合。本文采用自行研发的处理剂对芦苇秸秆刨花进行搅拌处理,有效减少原料中的非极性物质,改善材料表面活性,干燥后采用脲醛树脂胶黏剂拌胶,组坯热压,制得芦苇秸秆板。芦苇秸秆板产品开发不仅给企业带来经济效益,同时也会产生巨大的社会效益。
1 试验材料及主要设备
1.1 试验材料
①处理剂:自制;②芦苇秸秆:取自吉林省白城市;③脲醛树脂胶:黏度90 mPa·s,固含量65%,吉林省松江粘合剂有限公司生产。
1.2 试验主要设备
①粉碎机:定制,哈尔滨东大林业技术装备有限公司生产;②筛选机:同①;③拌胶机:同①;④压机:同①;⑤干燥箱:定制,吴江同丰烘箱电炉有限公司生产;⑥电子万能试验机:DDL20,长春机械科学研究院有限公司提供。
2 芦苇秸秆板制备
①将由吉林省白城地区采购的芦苇秸秆用定制的粉碎机进行粉碎;②将粉碎好的芦苇秸秆用定制的筛选机进行筛分,留取6~12目筛网之间的刨花作为芯层刨花,留取12~25目筛网之间的刨花作为表层刨花;③将留用的芦苇秸秆刨花与制备的处理剂放入定制的拌胶机搅拌90 s;④对处理剂处理过的芦苇秸秆刨花进行干燥,使其含水率达到5%左右;⑤对干燥后的芦苇秸秆刨花进行拌胶、组坯、热压;⑥对热压后的芦苇秸秆板进行砂光。
3 芦苇秸秆板生产工艺优化
3.1 试验方案
生产工艺上,采用厚度规控制板材厚度为15 mm,热压压力定为5 MPa(三段降压),根据大量的探索试验,选定不同的处理剂加量、板材密度、施胶量、热压温度和热压时间进行单因素试验,对芦苇秸秆板的物理力学性能(静曲强度、弹性模量、内结合强度、表面胶合强度、2 h吸水厚度膨胀率和板面握钉力)进行测定,以确定芦苇秸秆板的最佳工艺。
具体选定的因素和水平见表1。
当探讨一种因素的影响时,其他因素均选择水平3的试验条件。
3.2 试验结果与分析
3.2.1 处理剂加量对物理力学性能的影响
处理剂加量对各参数的影响见表2。
表1 生产工艺因素——水平表
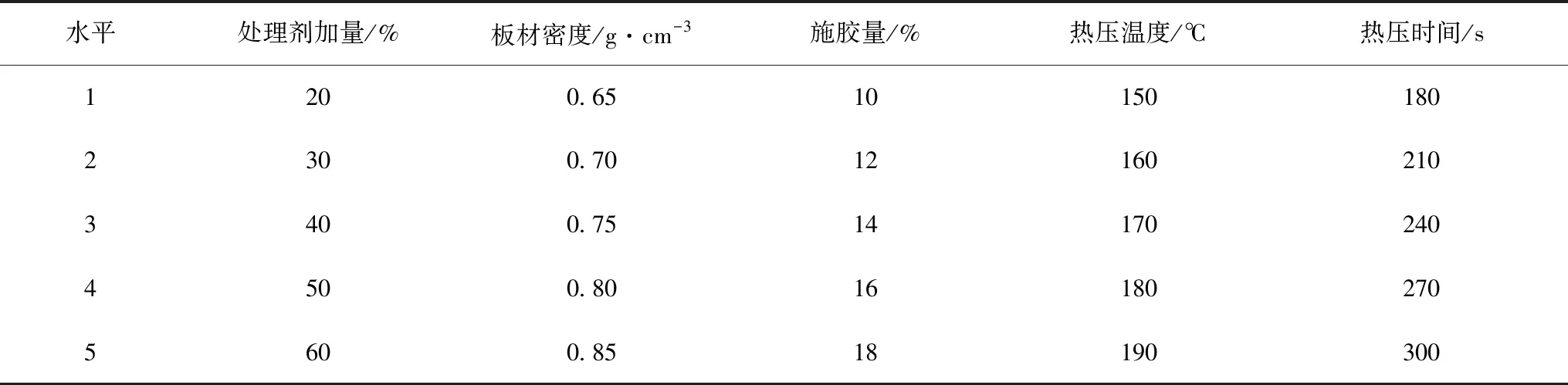
水平处理剂加量/%板材密度/g·cm-3施胶量/%热压温度/℃热压时间/s1200.65101501802300.70121602103400.75141702404500.80161802705600.8518190300
表2 处理剂加量对各参数的影响
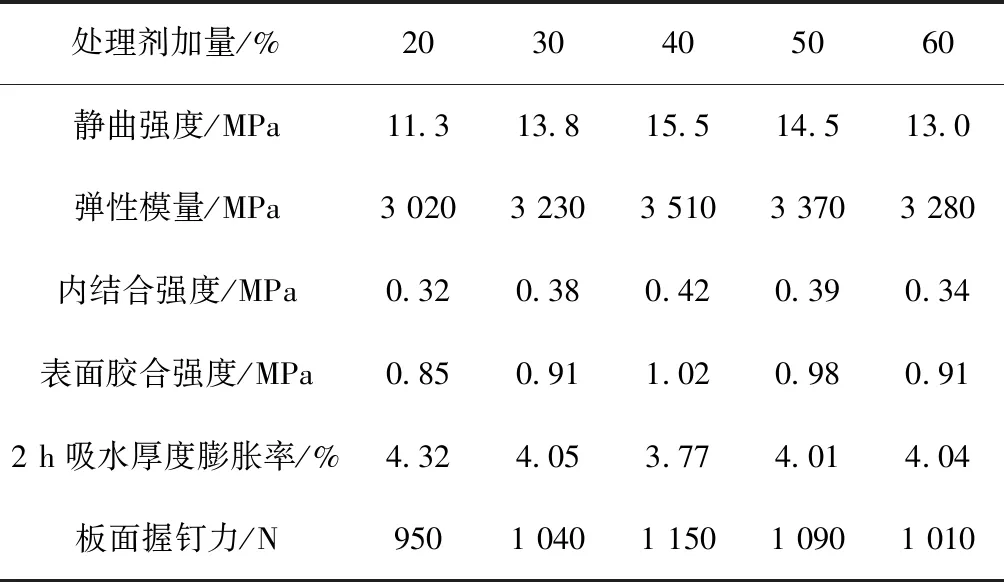
处理剂加量/%2030405060静曲强度/MPa11.313.815.514.513.0弹性模量/MPa3 0203 2303 5103 3703 280内结合强度/MPa0.320.380.420.390.34表面胶合强度/MPa0.850.911.020.980.912 h吸水厚度膨胀率/%4.324.053.774.014.04板面握钉力/N9501 0401 1501 0901 010
从表2可以看出,在试验范围内,随着处理剂加量的增加,芦苇秸秆板的静曲强度、弹性模量、内结合强度、表面胶合强度和板面握钉力呈先增加后下降趋势,2 h吸水厚度膨胀率呈先下降后上升趋势。这主要是由于使用处理剂对芦苇秸秆表面进行了处理,利于芦苇秸秆之间的胶合,随着处理剂加量的增加,芦苇秸秆板的物理力学性能逐渐增加,但当处理剂过多时,对芦苇秸秆本身的强度产生了一定的不利影响,物理力学性能下降。
3.2.2 板材密度对物理力学性能的影响
板材密度对各参数的影响见表3。
表3 板材密度对各参数的影响
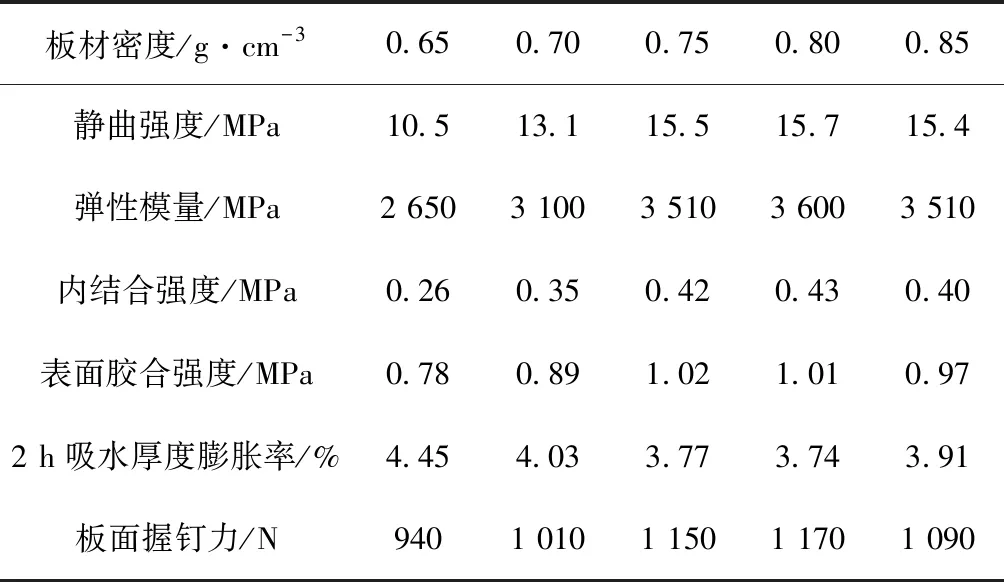
板材密度/g·cm-30.650.700.750.800.85静曲强度/MPa10.513.115.515.715.4弹性模量/MPa2 6503 1003 5103 6003 510内结合强度/MPa0.260.350.420.430.40表面胶合强度/MPa0.780.891.021.010.972 h吸水厚度膨胀率/%4.454.033.773.743.91板面握钉力/N9401 0101 1501 1701 090
从表3可以看出,在试验范围内,随着板材密度的增加,芦苇秸秆板的静曲强度、弹性模量、内结合强度、表面胶合强度和板面握钉力呈先增长后趋于平缓再略有下降的趋势,2 h吸水厚度膨胀率呈先下降后趋于平缓再略有上升的趋势。这主要是由于随着板材密度的增加,单位体积内的实质性物质增加,同时在压力作用下秸秆之间的接触更加紧密,物理力学性能提高。同时,秸秆在不同压缩程度下,细胞形态变化存在差异。板材密度低时,细胞变形幅度小,细胞间产生的滑动或错位较少,保留了更多的弹性,也导致吸水厚度膨胀率大。但由于秸秆板的堆积密度较大,当密度过大时不利于热压过程中蒸汽的排出,导致卸压后发生鼓泡现象,物理力学性能下降。
3.2.3 施胶量对物理力学性能的影响
施胶量对各参数的影响见表4。
表4 施胶量对各参数的影响
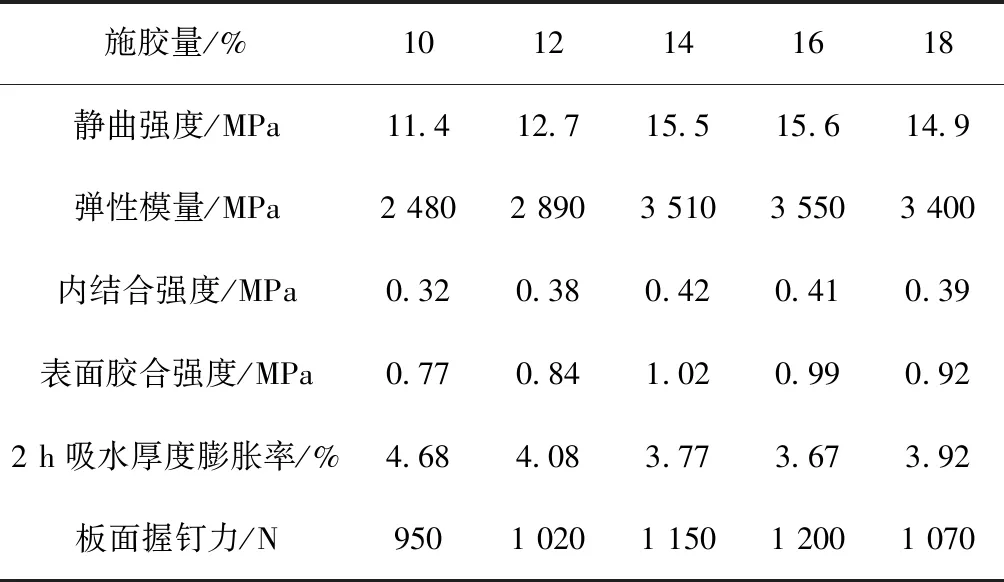
施胶量/%1012141618静曲强度/MPa11.412.715.515.614.9弹性模量/MPa2 4802 8903 5103 5503 400内结合强度/MPa0.320.380.420.410.39表面胶合强度/MPa0.770.841.020.990.922 h吸水厚度膨胀率/%4.684.083.773.673.92板面握钉力/N9501 0201 1501 2001 070
从表4可以看出,在试验范围内,随着施胶量的增加,芦苇秸秆板的静曲强度、弹性模量、内结合强度、表面胶合强度和板面握钉力呈先升高后略有下降的趋势,2 h吸水厚度膨胀率呈先下降后略有升高的趋势。这主要是由于随着施胶量的增加,秸秆之间的胶合更加紧密,物理力学性能提高。施胶量过大,胶固化后内应力增大,物理力学性能下降,同时也使甲醛释放量增加,且增加了成本。
3.2.4 热压温度对物理力学性能的影响
热压温度对各参数的影响见表5。
表5 热压温度对各参数的影响
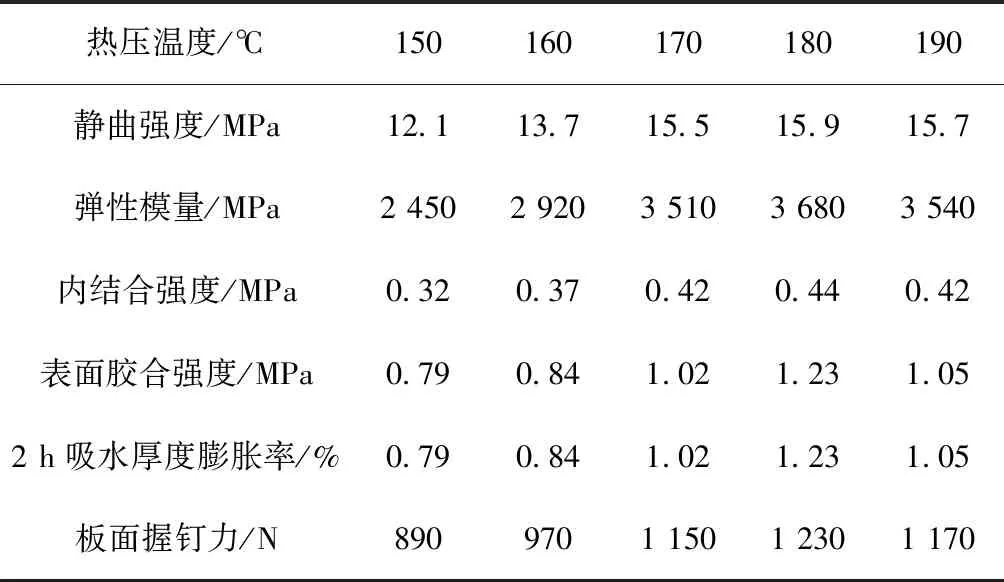
热压温度/℃150160170180190静曲强度/MPa12.113.715.515.915.7弹性模量/MPa2 4502 9203 5103 6803 540内结合强度/MPa0.320.370.420.440.42表面胶合强度/MPa0.790.841.021.231.052 h吸水厚度膨胀率/%0.790.841.021.231.05板面握钉力/N8909701 1501 2301 170
从表5可以看出,在试验范围内,随着热压温度的升高,芦苇秸秆板的静曲强度、弹性模量、内结合强度、表面胶合强度和板面握钉力呈先增长后略有下降的趋势,2 h吸水厚度膨胀率呈先下降后略有上升的趋势。这主要是由于随着热压温度的升高,加快了板坯内部的热传导,促进了秸秆之间的胶合,秸秆之间的胶合更加紧密,物理力学性能提高。热压温度过高,胶过度固化,导致胶变脆,甚至热解,而且容易导致秸秆本身成分分解,使得基材强度降低,物理力学性能下降,同时使热压机的生产率降低。另外,随着热压温度升高,胶固化充分,甲醛释放量降低。
3.2.5 热压时间对物理力学性能的影响
热压时间对各参数的影响见表6。
表6 热压时间对各参数的影响
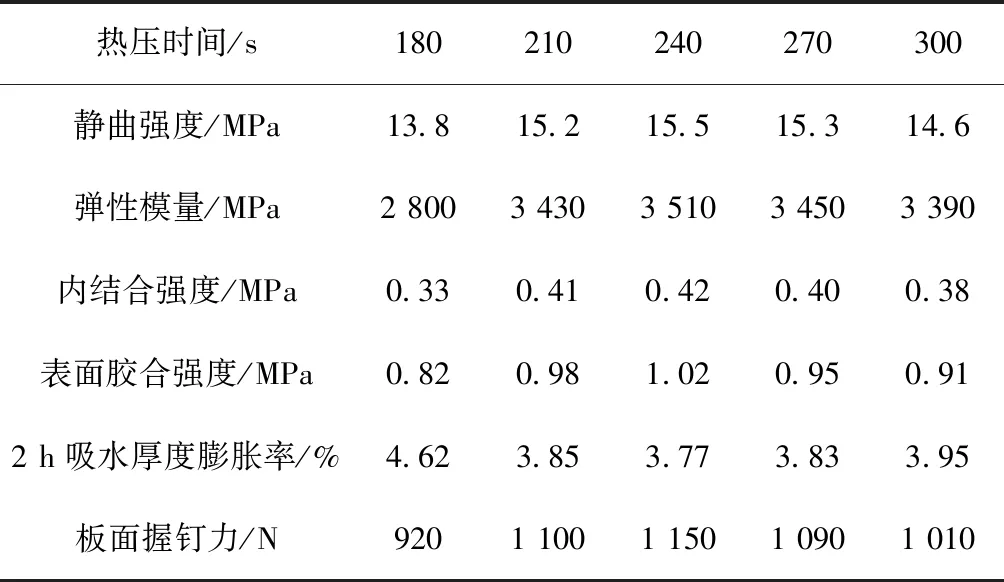
热压时间/s180210240270300静曲强度/MPa13.815.215.515.314.6弹性模量/MPa2 8003 4303 5103 4503 390内结合强度/MPa0.330.410.420.400.38表面胶合强度/MPa0.820.981.020.950.912 h吸水厚度膨胀率/%4.623.853.773.833.95板面握钉力/N9201 1001 1501 0901 010
从表6可以看出,在试验范围内,随着热压时间的延长,芦苇秸秆板的静曲强度、弹性模量、内结合强度、表面胶合强度和板面握钉力呈先增长后略有下降趋势,2 h吸水厚度膨胀率呈先下降后略有增长的趋势。这主要是由于随着热压时间的延长,增加了板坯内部的热传导时间,促进了秸秆之间的胶合,秸秆之间的胶合更加紧密,物理力学性能提高。热压时间太长,胶过度固化,导致胶变脆,甚至热解,而且容易导致秸秆本身成分分解,使得基材强度降低,物理力学性能下降,同时使热压机的生产率降低。
4 结论
综合考虑芦苇秸秆板的物理力学性能指标及成本问题,根据以上分析,确定芦苇秸秆板较优的处理剂加量为40%、板材密度为0.75 g/cm3、施胶量为14%、热压温度为180 ℃、热压时间为210 s。
制备的芦苇秸秆板,静曲强度为15.8 MPa,弹性模量为3 600 MPa,内结合强度为0.43 MPa,表面胶合强度为1.20 MPa,2 h吸水厚度膨胀率为3.6%,板面握钉力为1 200 N,符合国家标准GB/T 4897-2015 《刨花板》中对干燥状态下使用的家具型刨花板(P2型)的要求;同时,对其甲醛释放量进行检测,检测结果为0.014 mg/m3,达到E1级(限量值为0.124 mg/m3)标准。