威金斯转炉煤气柜活塞倾斜故障分析与处理
2020-04-24韩烺钊李俊雅
韩烺钊,李俊雅
(酒钢能源中心动力分厂,甘肃嘉峪关 735100)
1 概述
酒钢8 万m3威金斯转炉煤气柜于2005 年建成投产。2017 年6 月23 日至2017 年8 月24 日检修并通过调试验收,主要检修项目有,气柜侧板、活塞板、柜底板更换;橡胶膜更换;调平系统检查、调整、更换;排水系统检查清理。25 日正式投入使用,运行情况良好。
2019 年1 月3 日,值班人员点检发现煤气柜活塞T 挡板安全间距测量仪显示气柜西侧数值为270 mm,气柜西北侧T 型档板西侧导向轮有一个与气柜内壁已接触,此时柜高25.4 m。经技术人员经进柜现场检查、测量,确认发现气柜运行至22.5 m 以上时气柜侧T 型档板向西北侧偏移,严重影响气柜安全运行。
气柜工艺流程:进柜管道→进柜V 型水封→煤气柜→出柜V 型水封→出柜管道→电除尘器(或旁通)→进站管道→煤气加压机→出站管道→高、焦、转炉煤气混合管道→用户。
气柜主要设备参数:型式,橡胶帘式转炉煤气柜;公称容积,8×104m3;柜内煤气压力,2500~3250 Pa;气柜直径,58 m;气柜侧板高度,39.07 m;活塞行程,30.704 m;底面积,2640.74 m2;气柜吞吐能力,≤400000 m3/h(最大),230000 m3/h(平均);气柜升降速度,≤2 m/min;入柜煤气温度,<60 ℃。
2 气柜T 型档板偏移、活塞倾斜的数值测量分析
2.1 T型档板与柜壁间隙测量的分析
为了确保气柜活塞调整作业人员的安全,对煤气柜进行了置换,将气柜降至0 m,T 型档板降落至支架上后,测得T 型档板与柜壁的间隙如图1 所示,标准间隙这370±120 mm。
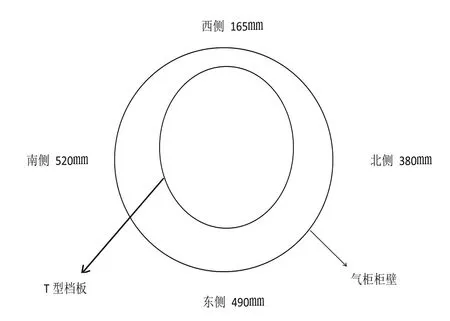
图1 煤气柜T型档板与柜壁间隙分布示意图
经判断为西侧间隙超标-230 mm 至-330 mm之间,南侧间隙超标30~150 mm之间。
2.2 活塞水平度测量的分析
用空气将煤气柜充至在1 m 位置,测量活塞的水平差值如图2所示,标准误差值±30 mm。

图2 煤气柜液压塞水平差值示意图
可以看出气柜活塞西北高,东西低,超过标准值,活塞倾斜严重。
3 气柜T型档板偏移、活塞倾斜的原因分析
3.1 钢丝绳的影响
2017 年8 月份气柜大修时对活塞上的12 根钢丝绳全部更换,新钢丝绳在经过一段时间运行后,因受拉力且随应力释放会拉长,由于12根钢丝绳的拉伸长度不一致,导致活塞在东西方向倾斜,活塞倾斜后在气柜运行升降时,活塞与T 型档板上的60块触头不同时接触,产生倾斜力,将T型档板推偏。
3.2 煤气回收的影响
进柜管道在气柜底部东侧,煤气回收最大量为400000 m3/h,二炼钢回收转炉煤气进入气柜后气流对活塞产生冲击,对活塞有一定的推力,使西侧活塞配重钢丝绳拉变形加大。转炉煤气含尘量高,受压力降影响,大量尘土附粘在活塞西侧底板上,影响活塞外部配重的平衡度,导致活塞西侧配重高于东侧,活塞产生倾斜,长时间运行,将T 型档板向西北侧推移,导致T型档板偏移。
3.3 皮膜压力不均的影响
煤气柜活塞设置了调平装置,调平装置系统经常自动地保持因煤气量增减而升降的活塞水平。此装置沿圆周设有数个,每套装置都是由从活塞径向两点引出的钢丝绳、滑轮和配重所组成。当活塞倾斜时,受拉的一段钢绳会反方向的对活塞倾斜自动地校正,每套调平装置能调整活塞在一个方向上的水平度。但转炉煤气回收是一个脉冲过程,气柜在煤气回收过程中,尤其是停产检修过程中,气柜活塞在降到零位后而失去内部压力,此时皮膜落地打折,在检修结束后未将气柜升到最高位将皮膜充分拉直,导致部分皮膜打折而受力不均,使活塞在升降过程中受阻从而产生气柜T 型档板偏移、活塞倾斜。在2017 年8 月份炼轧厂检修期间,对煤气柜进行了大修,气柜调整过程中,没有认真确认气柜皮膜的拉直情况,皮膜失压导致活塞、T 档板倾斜、偏移。
3.4 气柜管理方面的影响
技术人员对新钢丝绳运行一段时间后会产生拉伸长度不均匀,导致钢丝绳长短不一的现象认识不足,对威金斯气柜的运行监督和管理不到位,对气柜一侧进气,且气量大,活塞受到气体的推力,长时间气柜低位运行时,在推力的作用下,活塞容易偏移没有辨识出来,未能制定有效的防范措施。
4 气柜T型档板偏移、活塞的调整
4.1 调整具备的条件
4.1.1 确认气柜已置换合格后方可进入气柜检修。
4.1.2 在转炉煤气柜检修期间,对进柜U 形水封及出柜U型水封设专人监护,保证高位溢流,并做好记录。
4.1.3 气柜检修期间,在气柜门口及气柜现场设进入气柜人员登记本,对检修人员进出时间、工器具进行登记,严禁携带与检修无关的物品(包括:钥匙等)。
4.1.4 气柜检修期间,需要岗位操作加压机配合现场进行施工。
4.2 调整方案
4.2.1 调整前的准备
工器具准备:
千斤顶5个(20 t);手拉葫芦6个(10 t)。
备件材料准备:防爆对讲机12 个;钢丝绳(24 mm)4条(3 m/条)。
4.3 调整方法及步骤
4.3.1 进入柜内对T 型挡板间距进行测量,计算出最大间距与最小间距差值,确定T 型挡板调整偏移行程为该差值的二分之一。
4.3.2 将活塞升至T挡型板刚好挂接处(临界点),此时通过气柜内压力判断是否到达指定位置。
4.3.3 用事先设置好的千斤顶同步从西北侧向东南侧顶T 型挡板,根据确定T 型挡板调整偏移行程,每次调整行程不能超过60 mm。
4.3.4 将气柜落底,进行测量,根据测量数据计算下一次的T型挡板调整偏移行程。
4.3.5 重复第二和第三项内容,直至T 型挡板与柜壁间距均匀,并保持在标准250~490 mm之间。
4.3.6 使用活塞顶部设置的静压式水柱水平仪,对活塞平衡情况进行测量,判断活塞倾斜度是否在标准范围内,活塞倾斜度超标时,组织对活塞配重钢丝绳受力进行调整,直至活塞平衡。
4.3.7 测量T 型挡板上橡胶块的间距,需保持在15 mm 范围内,发现间距误差大时,对胶垫高度进行调整,并紧固处理,确保橡胶块高度一致。
4.4 调整后的数据
通过反复升降煤气柜,对T 型档板与柜壁间隙测量、煤气柜活塞水平度进行调整,测得数据如表1、表2。

表1 调整后T型档板与柜壁间隙测量值

表2 调整后煤气柜活塞水平度测量值
调整后T型档板与柜壁间隙测量值全部在标准间隙范围内;煤气柜活塞水平度也达到了标准要求,调整符合设计、运行要求。
5 气柜T型档板、活塞调平遗留的问题
通过本次检修调整,气柜T型档板偏移、活塞倾斜调整还存在以下几个主要问题:
5.1 气柜T 型档板上安装了测距仪、活塞上安装了静压式水柱水平仪,但未实现计算机监控分析。
5.2 活塞的旋转问题无法有效在线监测控制,需要进一步研究解决。
5.3 气柜活塞外部配重块导轮脱轨、轨道变形的问题,需每年检测一次并调整。
6 结束语
通过对8万m3威金斯转炉煤气柜T 型档板与柜壁间隙、煤气柜活塞水平度的调整实践,从中吸取了深刻的教训。
6.1 威金斯煤气柜检修过程中,必须认真检查皮膜的运行状态,若发现皮膜打折现象,必须反复多次全行程升降煤气柜,将皮膜拉直。
6.2 加强煤气柜运行管理,做好日常点检工作,发现气柜外部配重块脱轨、调平装置钢丝绳相互干涉及柜顶导轮磨损、轴承失效等必须及时维护处理,防止问题扩大。