20钢- 铝青铜焊接接头的显微组织和硬度
2020-04-23施睿贇吕堂祺李晓虹张元恒高玉来
施睿贇 丁 凯 吕堂祺 李晓虹 张元恒 高玉来
(1.上海船舶设备研究所,上海 200031; 2.上海大学先进凝固技术中心,上海 200444;3.上海大学材料科学与工程学院,上海 200444)
焊接技术已广泛应用于航空航天、造船、汽车及机械制造等诸多现代工业领域[1- 2]。近年来,异种材料的焊接也已在制造业得到了应用[3- 4]。异种材料的焊接能在充分发挥不同材料的性能优势、满足零件使用要求的同时显著降低生产成本。
铜和铜合金具有优异的导电、导热性能等,应用十分广泛。但是在很多情况下,单一的铜和铜合金难以满足结构件的强度要求。将铜或铜合金与钢焊接,既可满足强度要求,又兼具优良的导电性、导热性、耐蚀性和润滑性等。但是,铜和铜合金与钢在热导率、熔点等物化性能方面存在显著差异,易导致其焊接接头出现组织不均匀等焊接缺陷[5]。Magnabosco等采用电子束工艺焊接铜和不锈钢,结果,焊接接头中出现气孔和微裂纹等焊接缺陷[6]。Mai等[7]研究了铜与工具钢的激光焊接接头的显微组织,发现钢侧热影响区存在由于渗铜导致的热裂纹。Tosto等[8]研究了采用电子束技术焊接的铜- 不锈钢焊接件的显微组织,结果表明:焊接接头中虽未发现气孔和微裂纹等焊接缺陷,但组织不稳定。因此,有必要研究铜或铜合金与钢的焊接接头各特征区的显微组织,以探索对铜或铜合金与钢进行焊接的可行性。
本文采用手工钨极氩弧焊对20钢和铝青铜进行焊接,采用光学显微镜(OM)和扫描电子显微镜(SEM)检测焊接接头特征区的显微组织,并测定焊接接头的显微硬度分布,根据检测结果判断特征区的宽度。
1 试验材料与方法
试验用20钢和铝青铜及S214焊丝的化学成分列于表1、表2。焊接工艺为手工钨极氩弧焊。

表1 试验用20钢的化学成分(质量分数)Table 1 Chemical composition of the tested 20 steel (mass fraction ) %

表2 试验用铝青铜和焊丝的化学成分(质量分数)Table 2 Chemical compositions of the tested albronze and welding wire (mass fraction) %
2 结果与讨论
2.1 显微组织
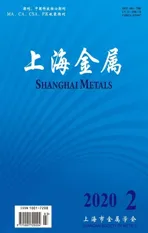
20钢- 铝青铜焊接接头的全貌如图1所示。从图1可以看出,该焊接接头有5个特征区,分别为20钢母材、20钢侧热影响区、焊缝、铝青铜侧热影响区和铝青铜母材。在光学显微镜下无法分辨铝青铜侧热影响区和铝青铜母材,焊缝区有明显的泛铁现象。
局部放大的20钢侧母材及热影响区组织如图2所示。从图2(a)和图2(b)可以看出,20钢母材组织为铁素体和珠光体,珠光体呈条带状。珠光体和铁素体的SEM二次电子图像如图2(b)中小图所示,可清晰地看到层片状珠光体及其周围的铁素体。20钢热影响区的组织如图2(c)和2(d)所示,为贝氏体。
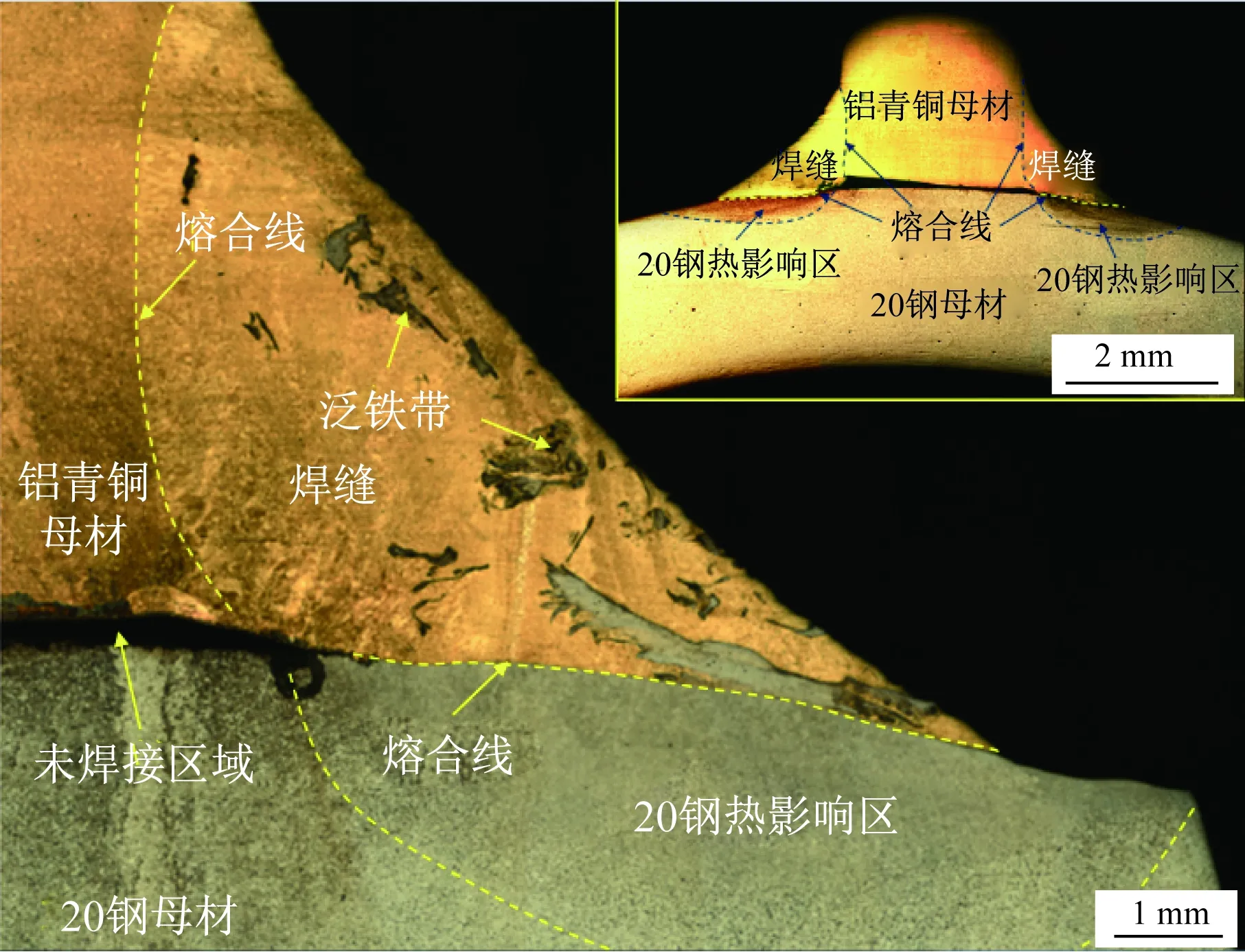
图1 20钢- 铝青铜焊接接头截面的全貌Fig.1 Overall view of cross- section of the welded joint of 20 steel and albronze
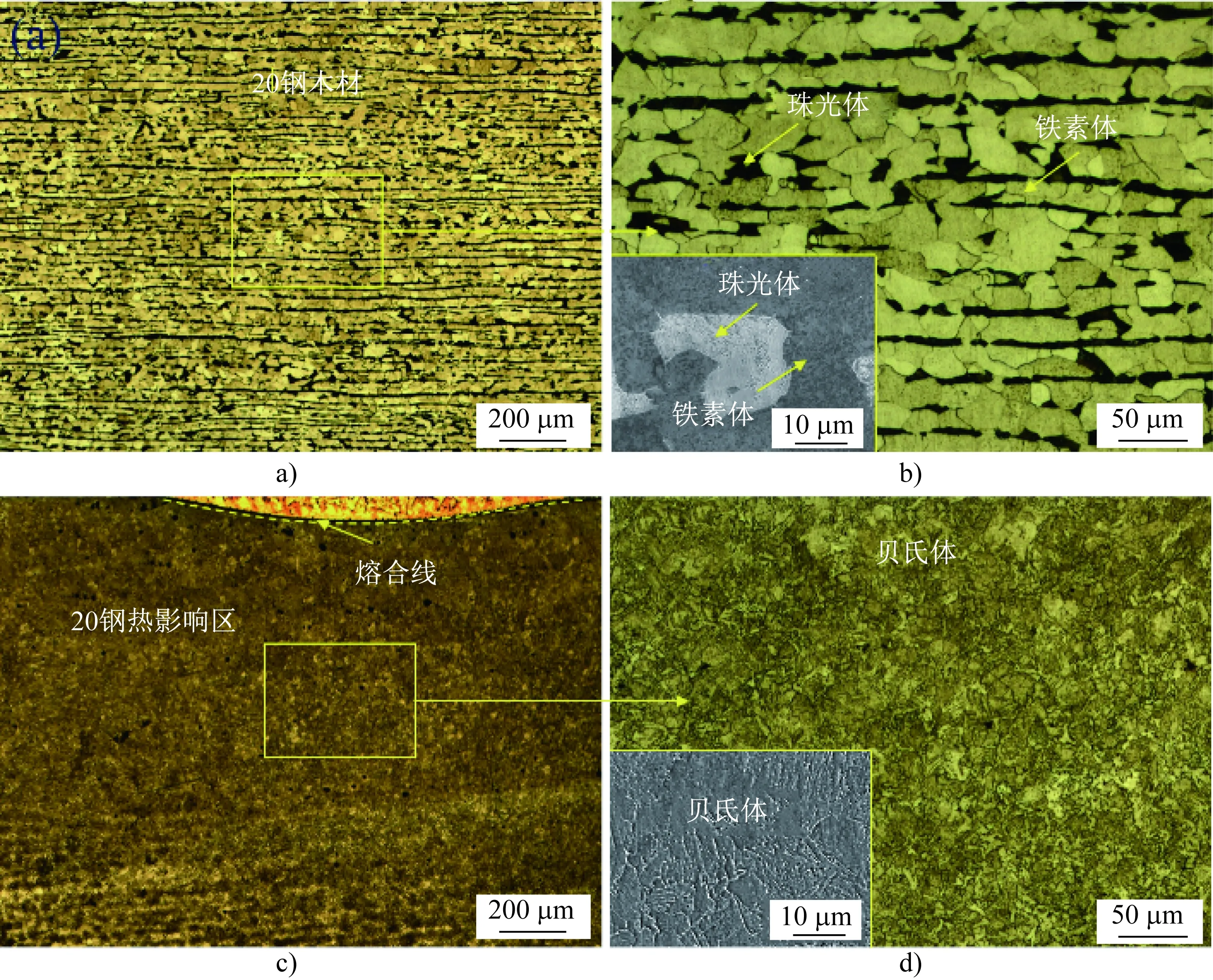
图2 20钢侧母材(a,b)和热影响区(c,d)的显微组织Fig.2 Microstructures of base metal (a, b) and HAZ (c, d) of 20 steel side in the welded joint
20钢- 铝青铜焊接接头焊缝区的显微组织如图3所示,主要为α- Cu,还有树枝晶组织,能谱Mapping模式测试结果显示该树枝晶为富铁区,如图4所示。这是在焊接20钢和铝青铜的过程中,熔化的20钢进入熔池,随后快速冷却时形成的铁基树枝晶。
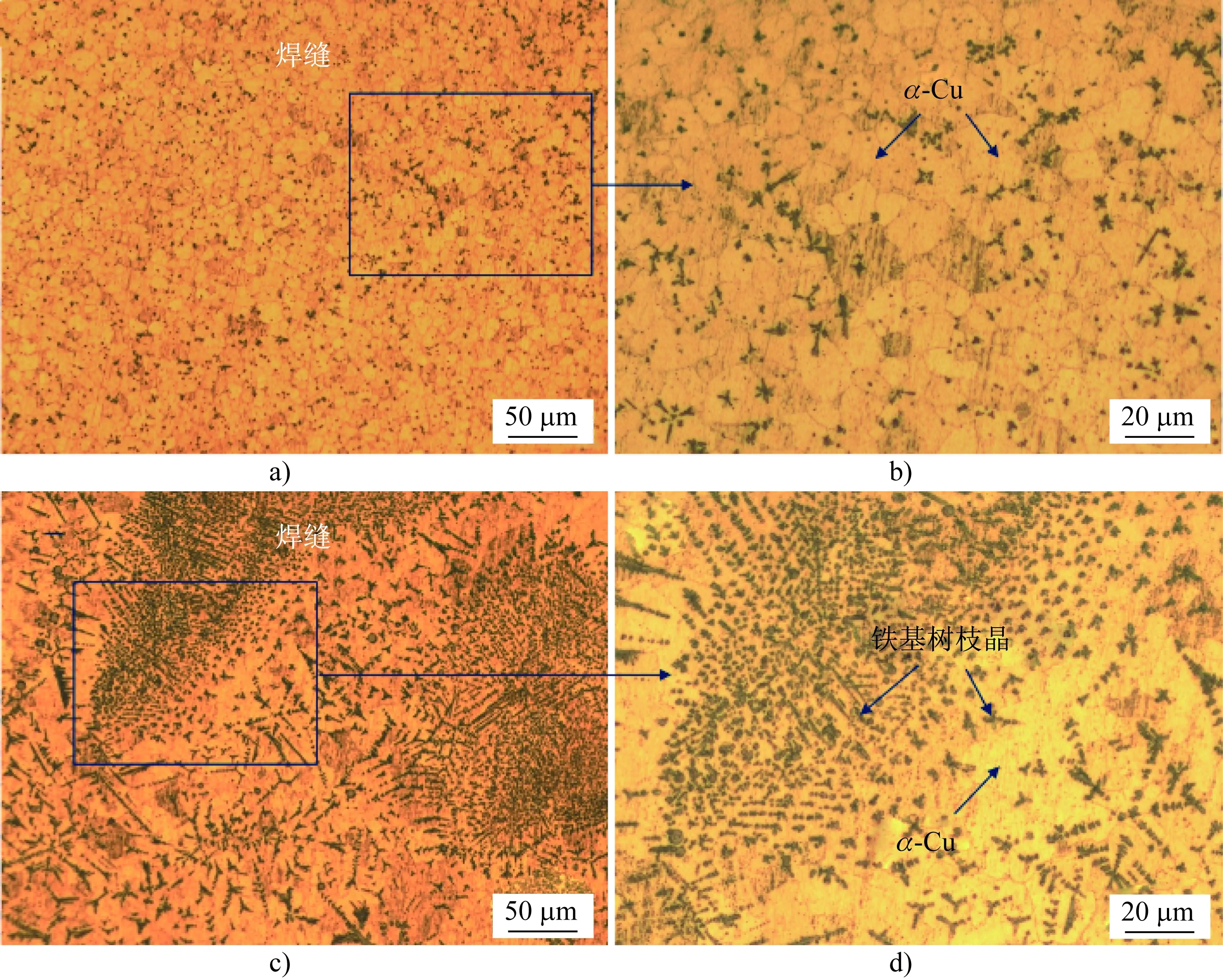
图3 20钢- 铝青铜焊接接头焊缝区的显微组织Fig.3 Microstructures of weld in the welded joint of 20 steel and albronze

图4 20钢- 铝青铜焊接接头焊缝区的铁基树枝晶(a)和铜(b)、铝(c)及铁(d)元素的分布Fig.4 Iron- base dendrites(a) and distributions of elements such as copper (b), aluminum (c) and iron (d) in weld of the welded joint of 20 steel and albronze
图5为20钢- 铝青铜焊接接头熔合线附近的显微组织。从图5(a)可以看出,靠近20钢熔合线的焊缝有较严重的泛铁现象。如图5(b)所示,靠近熔合线的泛铁带主要由含铁量较高的块状核心和周围的铁基树枝晶组成。同时,20钢侧熔合线附近区域有焊接缺陷,图5(c)和图5(d)分别为腐蚀前、后焊接缺陷的形貌,据此可以判定20钢侧熔合线处形状不规则的黑色区域为焊接缺陷,并非化学腐蚀所致。
靠近20钢侧熔合线的热影响区有白亮色条状组织,对其进行了能谱Mapping表征,结果如图6所示。从图6可以看出,金相显微镜下观察到的靠近20钢熔合线的热影响区的白亮色条状组织为渗铜、渗铝区。
本文采用手工钨极氩弧焊工艺焊接20钢和铝青铜,钨极氩弧焊的焊接热输入较大[9- 10],手工焊接不够稳定,焊接过程中局部热输入过大是造成焊接接头中产生过焊铁、铜熔入和泛铁现象的主要原因。同时,室温下,20钢的热导率为45.26 W/(m·K)[11],铝青铜的热导率为71.01 W/(m·K)[12],铝青铜在焊接过程中导热较快,易出现因热输入不足而导致的焊不足缺陷。
2.2 显微硬度
图7为20钢- 铝青铜焊接接头的显微硬度分布。图7表明,焊缝的硬度为150 HV0.2,由于受焊接热影响,20钢侧热影响区的硬度为170~220 HV0.2,热影响区宽度大致为1.2 mm。母材20钢的硬度为180 HV0.2。
3 结论
(1)20钢- 铝青铜焊接接头有5个特征区,母材铝青铜、铝青铜侧热影响区及其焊缝区的组织为α- Cu,20钢侧热影响区组织为贝氏体,母材20钢组织为珠光体和铁素体。焊缝区的硬度约为150 HV0.2,母材20钢的硬度约为180 HV0.2,20钢侧热影响区硬度有波动,为170~220 HV0.2。
(2)20钢- 铝青铜焊接接头中铝青铜侧熔合线处结合紧密,未发现焊接缺陷和不均匀组织,焊缝区有较严重的泛铁现象,20钢侧熔合线处有焊接缺陷和渗铜、渗铝现象。手工钨极氩弧焊焊接热输入较大和焊接过程不稳定是造成20钢- 铝青铜焊接接头中产生缺陷的主要原因。
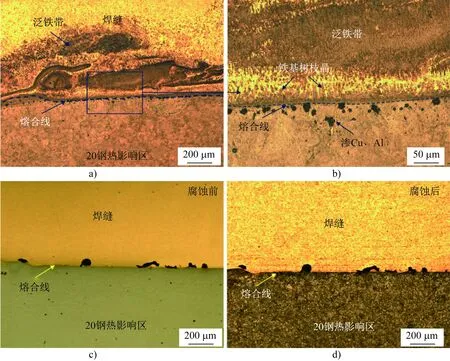
图5 20钢- 铝青铜焊接接头熔合线附近的显微组织(a,b)、未腐蚀(c)和腐蚀(d)的邻近熔合线的焊接缺陷Fig.5 Microstructures in region adjacent to the fusion line (a,b) and welding defects before (c) and after (d) being etched in the welded joint of 20 steel and albronze
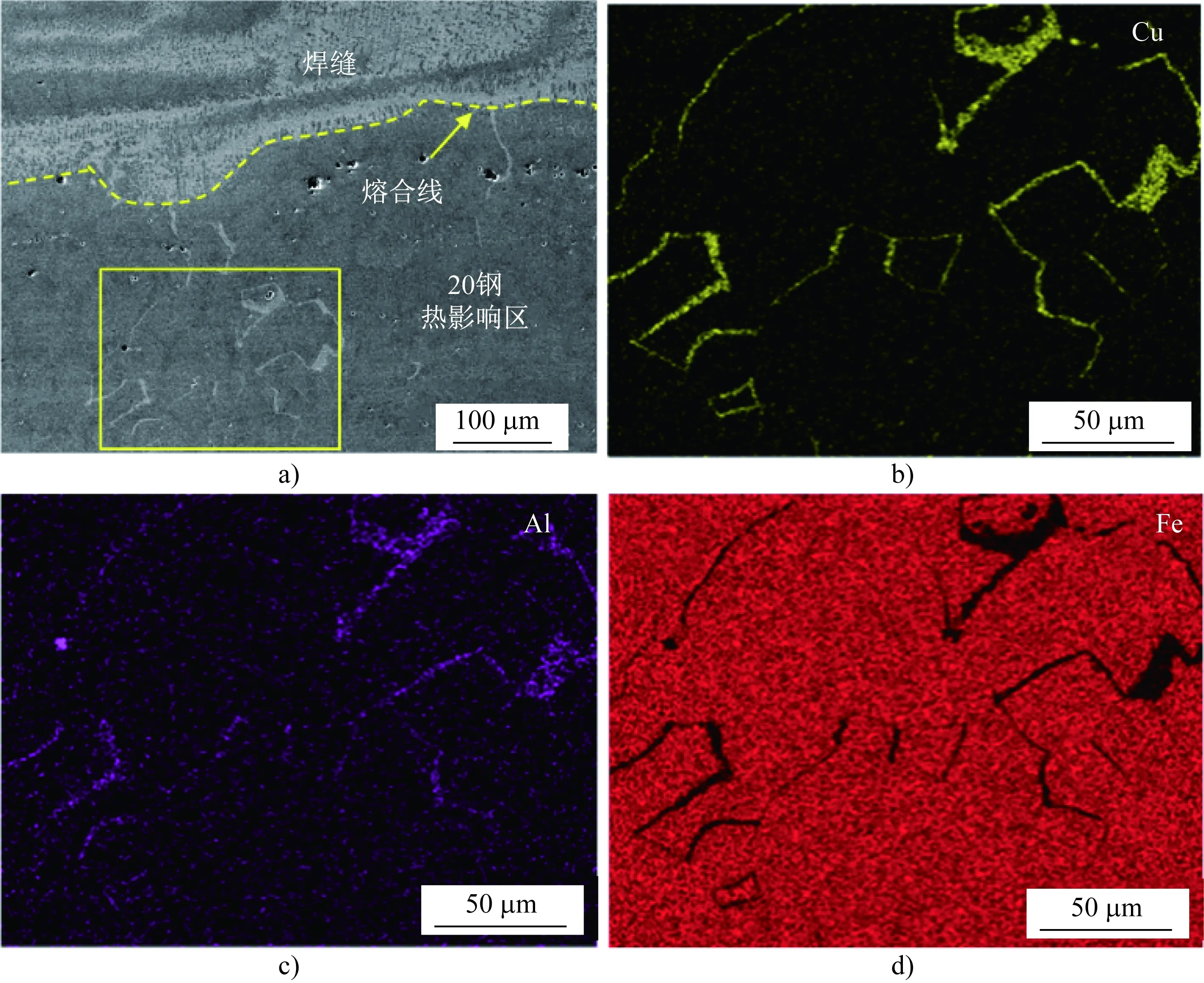
图6 20钢- 铝青铜焊接接头中渗铜、渗铝区的微观组织(a)和铜(b)、铝(c)和铁(d)元素的分布Fig.6 Microstructures in copper- and aluminum- infiltrated zone (a) and distributions of elements such as copper (b), aluminum (c) and iron(d) in the welded joint of 20 steel and albronze
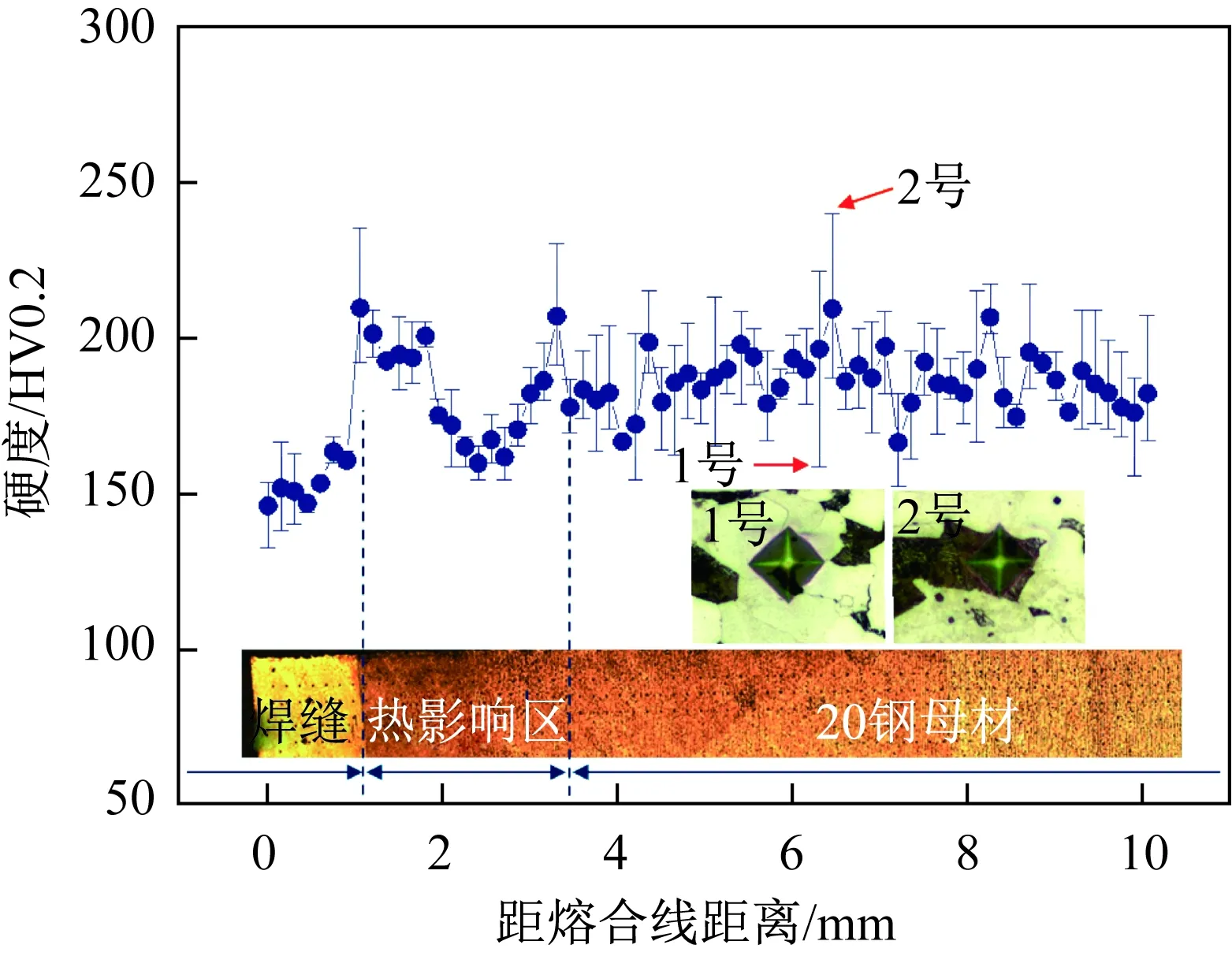
图7 20钢- 铝青铜焊接接头的硬度分布Fig.7 Microhardness distribution in the welded joint of 20 steel and albronze
(3)由于铜和钢的热导率有差异,20钢- 铝青铜焊接接头靠近20钢侧熔合线处易形成未焊合、气孔等焊接缺陷,手工焊接的不稳定易导致由于局部焊接热输入过大而产生过焊现象。因此,降低焊接热输入、提高焊接过程稳定性等可减少甚至消除20钢- 铝青铜焊接接头中的焊接缺陷。