激光共聚焦显微镜在铜箔表面粗糙度测量中的应用
2020-04-18张艳华
张艳华 葛 鹰
(广东生益科技股份有限公司,国家电子电路基材工程技术研究中心,广东 东莞 523808)
1 引言
铜箔是覆铜板(C C L)及印制电路板(PCB)制造种的重要材料,在当今电子信息产业高速发展中,随着印制电路板的集成程度增加,电子线路趋向于高精细和高密度化,信号传输频率越来越高[1],低轮廓铜箔和超低轮廓铜箔越来越被大量使用,同时铜箔粗糙度成为了一个不可或缺的测量参数,是影响PCB信号完整性的关键因素,也给铜箔粗糙度的检测技术带来了新的挑战。表面粗糙度测量法主要有三类:接触式测量法、非接触式测量法以及纳米表面粗糙度分析法[2],而激光共聚焦法是非接触式三维测量法。
激光共聚焦显微镜的原理是激光束从光源针孔射出,经过分光镜,再由扫描透镜聚焦于样品表面,对样品内焦平面上每一点进行扫描,然后反射的激光束经分光镜折射和探测透镜聚焦后,透过探测针孔由光电倍增管探测收集。只有来自样品焦平面上的光才能在探测针孔平面聚焦成像,通过计算扫面的图像得出表面的粗糙度值。激光共聚焦显微镜具有灵敏度高、分辨率高、准确性高、不损伤样品等优点,使它在铜箔面粗糙度测试技术上具有更大的优势,缺点是易受振动的影响。
本文主要是用激光共聚焦显微镜对铜箔表面粗糙度的测量进行研究。
2 样品及设备信息
样品:铜箔;标准片Ra0.12、Ra0.80、Ra1.59。
设备信息:奥林巴斯OLS5000;
物镜:5x、10x、20x、50x、100x,带有自动载物台,带有数据分析软件和标准片。
3 实验
3.1 采集模式的考察
奥林巴斯OLS5000采集模式有三种:AUTO、手动标准和手动精细。Auto模式是仪器根据样品自动调节采集高度和亮度,缺点是有时候亮度会过大,图像曝光,影响图像分析。手动标准和手动精细是根据样品手动调节采集的高度和亮度,二者的区别是采集的间距不同,手动标准的间距是0.24 μm,手动精细的间距是0.12 μm,手动精细的采集时间较长。分别用这三种模式测试铜箔样品,其他参数保持一致,结果(见表1)。
从表1可以看出,三种采集模式得出的Sa、Sz、Sq值相对于手动标准模式的偏差均小于6%,三种采集模式的结果相近,综合考虑选取手动标准模式采集图像。
3.2 扫描区域的考察
用50 x物镜单区域扫描,扫描面积是259 μm ×259 μm,拼接面积是1000 μm×259 μm,手动标准模式采集样品,得到的结果(见表2)。
从表2可以看出,两种不同采集区域的结果,Sa和Sq比较接近,但是Sz差异比较大,因为Sz是最大波峰和最大谷深之和,拼接区域采集面积比较大,更能代表样品信息,所以选拼接区域采集。
3.3 重复性考察
一个铜箔样品重复测试10次,结果(见表3)。从表3中可以看出,样品重复测量10次的相对标准偏差均小于5%,重复性符合要求。
3.4 准确性考察
测量标准片Ra0.12、Ra0.80、Ra1.59,测得结果(见表4)。从表4中可以看出,3个标准片的测量结果和标准片的值之间的相对偏差小于5%,测量结果准确。

表1 铜箔样品三种采集模式的结果

表2 铜箔样品两种不同采集区域的结果

表3 铜箔样品重复测量的结果
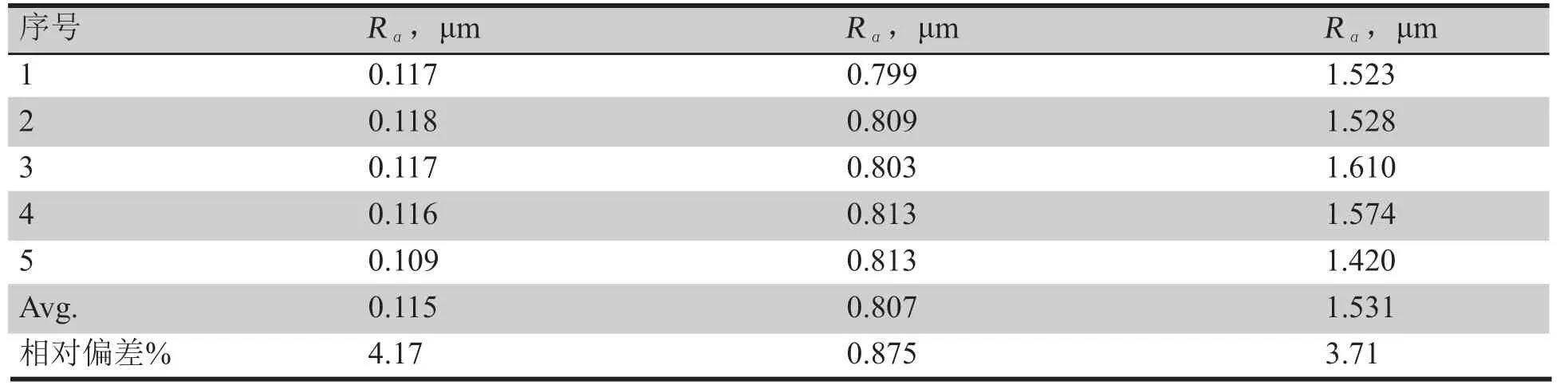
表4 3个标准片的测量结果
4 结语
综上所述,相对于探针式方法,激光共聚焦显微镜是一种非接触式的方法,能够在不损伤样品的前提下,对样品实施非破坏性观察和测量,消除了色差,获得的三维图像更加清晰,具有灵敏度高、分辨率高、准确性高等优点,在铜箔面粗糙度测试技术上具有更大的优势。
