往复压缩机安装关键点分析及方案优化
2020-02-06史晓燕
史晓燕
(中国成达工程有限公司,四川成都 610041)
1 引言
文中涉及往复活塞式压缩机组属于化工流程中的核心设备,压缩机组的顺利安装系项目施工阶段中的重中之重。所涉机组为日本进口的非撬装式机组,全部散装供货,其安装难度大、安装复杂性高。现以压缩机安装流程为主线,主要对以下几个关键点分别进行了详细阐述及方案优化。
2 方案及计划的制定、审查、实施和监督
拟定安装方案和安装计划时,必须熟读外商提供的安装说明书[1],做到心里有数;必须熟悉国内的安装标准和规范;必须征求具有丰富安装经验工程师的意见,以便全方位对方案和计划进行优化。安装方案参见图1所示安装流程图,图1中H表示停工待检点。
安装方案和计划不是摆设,而是整个安装实施过程中的重要指导思想,需要严格遵循,遇到不合理之处应根据现场实际情况适时调整;安装计划需严格执行,如果由于外界原因造成计划的延迟,需及时更新计划,以保证计划的时效性。安装期间,必须勤去施工现场为施工方提供技术支持,施工期间会出现各种各样突如其来的问题亟待解决,还需做到及时反馈信息并能及时提供解决方案以满足项目进度要求。
3 现场安装关键点分析及方案优化
3.1 设备基础设计及灌浆质量控制和程序优化
3.1.1 设备基础设计
正确合理的基础设计以及符合设计规范要求的基础制作尤为关键。由于压缩机运转时会产生较大不平衡惯性力,而这种不平衡惯性力会引起地基和基础的振动,过大的地基及基础的振动会。
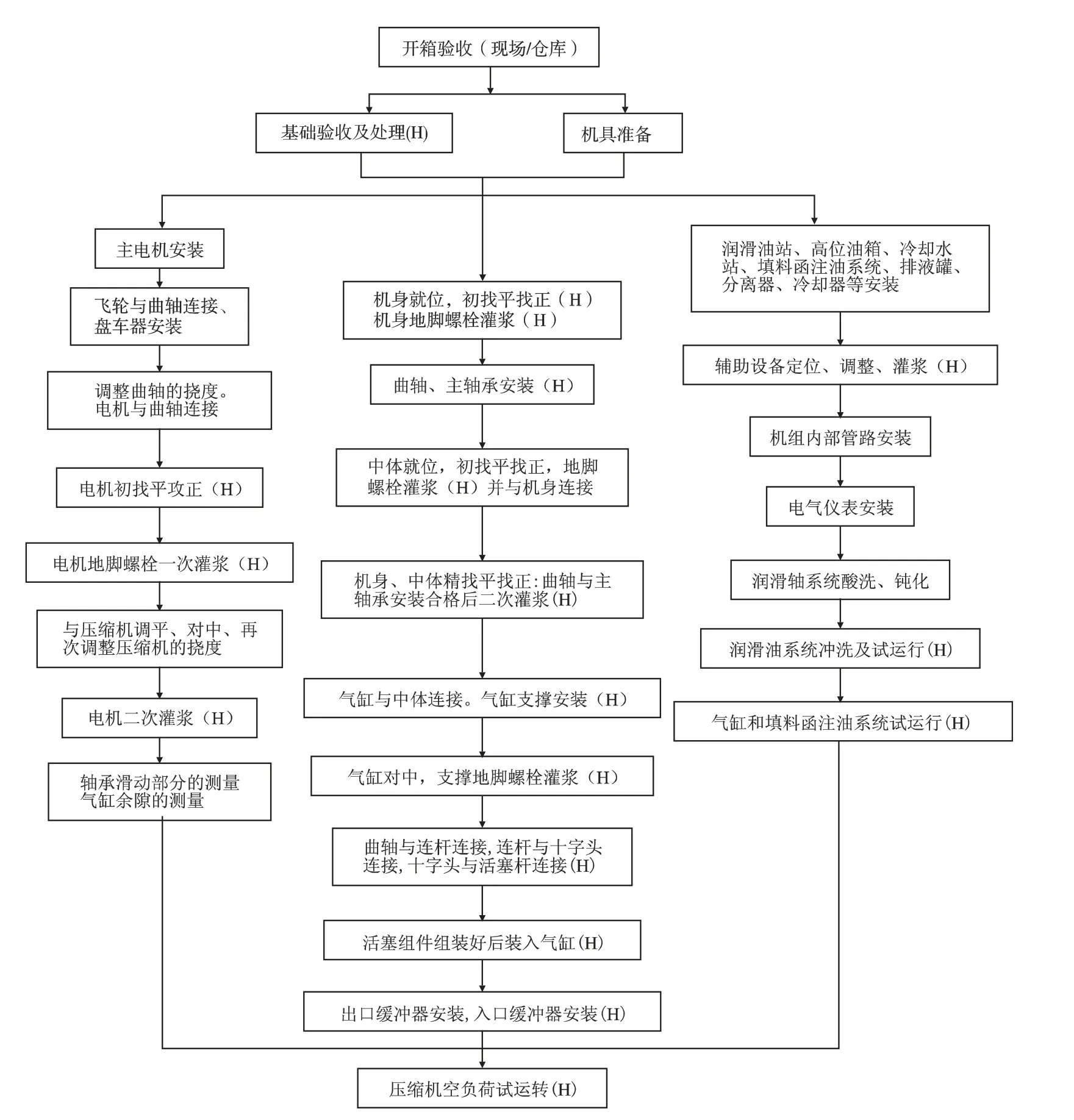
图1 安装流程图
产生一系列不良影响,影响压缩机的正常工作,甚至造成压缩机的损坏或停产,其损失程度远远超过基础的投资。土建单位应从自身寻找原因,制作基础尤其是大型设备的基础时应特别留意。安装单位可催促土建单位及时完成交安,以尽早发现存在的问题并及时整改。
本文提及的压缩机组的基础交安时发现存在如下问题需要整改:
(1)基础标高过高(>50 mm)
现场利用风镐将多余高度部分的基础凿除,但影响了施工进度。
(2)基础预留地脚螺栓孔孔深严重不足、孔中心位置严重偏离。
依基础图纸放线后确定准确的孔深和孔中心位置,利用金刚钻钻孔直至规范要求。
(3)未预留盘车装置安装空间
压缩机主机基础未按图纸要求在拐角处预留盘车装置的安装空间。现场对二次灌浆完毕的主机机身基础进行整改,将多余的直角端凿掉。
3.1.2 灌浆质量控制
按照土建专业的设计图纸要求,压缩机组的基础灌浆料均要求采用EGM环氧灌浆料,但未对灌浆料的各项性能指标进行详细说明。而如何恰当地使用环氧灌浆料则对灌浆质量来讲显得尤为关键,对设备的安装更是重中之重。压缩机组二次灌浆过程中出现了以下问题,今后类似压缩机安装中应引以为戒。
(1)灌浆料组分配比控制
养护期过后检测气缸支撑点处二次灌浆前后下沉太多(约0.2 mm),移除气缸支撑后发现气孔太多,最终进行了破除处理。对于小面积的二次灌浆切不可大意,A(树脂)、B(固化剂)、C(填料) 组分的配比要严格按照说明书要求;该二次灌浆料为环氧灌浆料,本身流动性差,切不可为了改善流动性减少了B组分的配比反而牺牲了固化程度。
(2)灌浆连续性控制
压缩机二次灌浆前后主机的水平度发生了不同程度的变化。要求二次灌浆前目标值为0.05 mm/m,灌浆后0.1 mm/m。二次灌浆前均按照位于目标值范围内,但二次灌浆养护期过后退掉顶丝对灌浆前所有点的找平数据进行了复测,发现曲轴箱有几处的水平度有不同程度的下降(0.05~0.25 mm不等);通常来讲,如果二次灌浆质量好,通常不会下降这么多,基本会控制在0.05 mm以内。显然此次二次灌浆效果不是很理想。究其原因,因灌浆过程中搅拌机所用电源线老化,搅拌时电源线烧毁致临时用电短路,灌浆被迫中断,未能保持整个灌浆过程的连续性,最终导致灌浆效果差强人意。因此造成的机组水平度的变化最终通过增加垫片的方式进行调整。
(3)灌浆时机控制
压缩机A电机侧二次灌浆时,灌浆至最后一桶时,出现明显的鼓泡、冒烟现象;待抵达现场后,发现已有部分灌浆层被破除,破除下来的灌浆料有明显像被炭烧过的痕迹,未被破除干净的灌浆层可以清晰地看到严重分层现象。
针对以上情况,现场分析原因如下:浆料本身流动性差,凝固快速,再加上气温很高(白天气温高达37 ℃以上),反应加速,温度自然升高;灌浆面积大,需要多次灌注,在原已升温的灌浆层上继续灌注,化学反应加速就会导致灌浆层继续升温,最终最后一层出现鼓泡、冒烟现象。
根据现场分析二次灌浆失败的原因,首先要将有质量问题的二次灌浆层破除,与此同时与灌浆料生产厂家电话沟通,得知其余较高气温的施工现场也出现了类似现象,于是要求灌浆料厂家到场进行灌浆施工指导;针对高温下使用环氧灌浆料进行的灌浆作业,厂家适当修改了A、B、C组分的配比,最终灌浆成功。
3.1.3 灌浆程序优化
总结以上几次灌浆失败的经验教训,灌浆作业时应重点从以下几方面着手:
首先,环氧灌浆料本身流动性较差,灌浆作业必须一次性连续快速完成;其次,A、B、C组分的配比一定要严格遵循厂家提供的产品说明书,切不可为了改善流动性而牺牲固化程度;再次,灌浆时正值夏季高温期,施工时应尽量避免中午,最好选择凌晨,晚上地表温度过高也不建议施工;另外,重要设备的二次灌浆最好请浆料生产厂家现场见证;还有对于大面积的二次灌浆,应分割成几块区域分别进行浇筑。
鉴于压缩机A电机侧二次灌浆的失败,现场优化了压缩机B电机侧的二次灌浆方案,采用分区域浇筑方式处理。主要分成3个区域,将电机两侧底座部分的区域隔离开,单独对这2个区域进行二次灌浆。待这两个区域养护期过后,再将剩余区域的二次灌浆完成。
3.2 安装关键点确认及方案优化
3.2.1 安装关键点确认
关于往复压缩机的安装关键点,安装程序中已经一目了然,所有停工待检点都属于安装过程中重点关注的部分。譬如,基础验收及处理,机身、中体和气缸的找平找正,曲轴和主轴承的安装,曲轴与连杆连接,连杆与十字头连接,十字头与活塞杆连接,电机找平找正,轴对中及润滑油系统酸洗钝化和循环等。
3.2.2 计划调整
按照项目整体进度要求,提前两周通知厂代到场。但厂家因其安排人员困难,故需比预期晚到20天,而现场安装进度不允许有任何耽搁。于是变被动为主动,在提前消化了厂家安装资料和国内安装标准规范的前提下,与施工方主要负责人开碰头会,尽可能不影响安装进度的前提下,适时调整了安装计划。同时正式告知日方:由于贵方原因未能如期到场,但现场安装不能因此停滞,每个安装节点我方均有完整的安装记录及相关照片,并会发予贵方知悉。
3.2.3 方案优化
(1)安装顺序优化
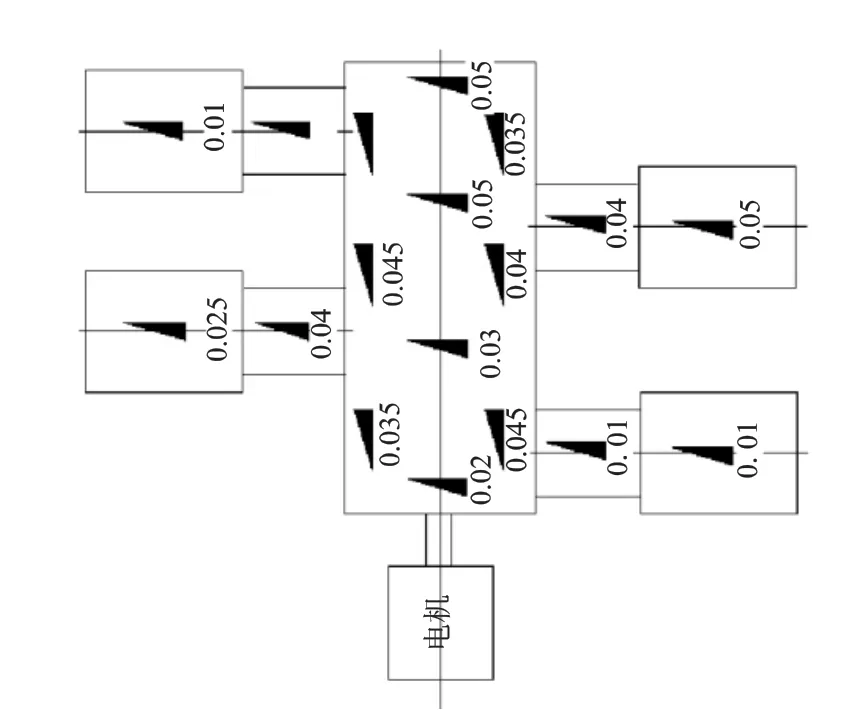
图2 压缩机的找平示意图
因2次灌浆是日方最为关注且必须现场见证的一个重要节点,故适时调整并优化了安装顺序:机身、中体和气缸不再是找正后分别进行一、二次灌浆,而改为机身、中体和气缸找正后分别先一次灌浆,整体一次性地再完成2次灌浆。一次灌浆后即使水平度有问题,亦可在2次灌浆前调整好,故并不影响机组的安装。事实证明:这种安装方案完全可行;重要的是,现场不再一味地等待日方厂代到场,而是积极主动地开展安装工作。待厂代到场后,所有主机侧的一次灌浆均已完成并已过养护期,设备的安装进度并未受到影响。
(2)机身的找平程序优化
关于往复压缩机的安装,国内标准可参考HGJ 206[2]和SH/T 3544[3]。2个标准对于机身、中体的找平基本一致:
(a) 机身列向水平度在中体滑道前、中、后三点位置上测量;轴向水平度在机身轴承座孔处测量,以两端为准,中间供参考;
(b) 机身的列向及轴向水平度均不得超过0.05 mm/m;
(c) 机身的列向水平度应根据各列的水平度综合考虑调整,宜高向气缸端;
(d) 轴向水平度的倾向,对于电动机采用悬挂式或单独立轴承的,在规定范围内宜高向驱动端;对于电动机采用双独立轴承的,在规定范围内宜高向非驱动端;
(e) 对机身分布在电动机两侧的压缩机组,宜以电动机为准进行安装找正。
日本对于往复压缩机机身、中体的找平与国内标准稍有不同,国内标准中机身的列向水平度应根据各列的水平度综合考虑调整,宜高向气缸端,不得超过0.05 mm/m;日本标准中机身的列向水平度应由最左(右) 侧气缸端高向最右(左)侧气缸端,2次灌浆前不得超过0.05 mm/m,2次灌浆后不得超过0.1 mm/m。图2是根据日方标准完成的找平数据。从找平程序而言,该方法较国内标准对压缩机的找平更为严苛,对机组的运行更为有利,今后其余类似型式的国内外往复压缩机安装均可参照执行。
(3)轴对中方案优化
压缩机与电机轴对中时通常做法是同时盘动压缩机侧半联轴器和电机侧半联轴器进行对中,因压缩机侧半联轴器较难盘动,则轴对中则需多人配合方能完成。此次轴对中使用了曲轴挠度计,所用轴对中的方法则稍有不同:对中时,曲轴侧不用盘动飞轮,仅通过盘动电机侧半联轴器进行对中即可。对中方法简单说明如下:
轴对中前,靠近电机主轴承处通过曲轴挠度计检查挠度,确定零点,旋转飞轮180°(如挠度计显示0.06 mm),反方向旋转180°,看挠度计是否恢复零点。如果归零,则用螺旋千斤顶将飞轮顶起,直至挠度计显示为0.03 mm(现场依据经验值调至0.035 mm,目的是希望压缩机侧水平方向由压缩机侧高向电机侧,这样精对中后把紧联轴器则可以尽量保持在中心线位置)。
(4)活塞杆安装顺序优化
活塞杆属往复压缩机的重要精密运转部件,活塞杆安装过程中需完成活塞杆的跳动测量及相关间隙测量。因压缩机本体安装完毕后还要进行配管、电仪安装等工作,本体会因此搁置一段时间,期间机组多少会受影响,活塞杆的跳动值也会发生变化。故最终调整了活塞杆的安装顺序,将其调整至配管和电仪安装完成后进行。配管和电仪安装期间,将压缩机本体内涂抹防锈油,并进行低压充氮保护。
(5)润滑油管路的化学清洗
压缩机试车前有一项重要工作为油冲洗,即润滑油系统循环。为尽量缩短润滑油冲洗的时间,同时为保证现场中交进度,与业主有效沟通后,提前联系了专门的化学清洗厂家;对现场配置的3台压缩机的润滑油管路均进行了化学清洗处理(油站中的润滑油管路因出厂前已进行了化学清洗,且现场检查确实清洗很干净,故现场不再做额外的化学清洗处理)。由于提前进行了有效的化学清洗,3台压缩机的油冲洗工作非常顺利,一周左右便完全符合了日方的洁净度要求。具体的油冲洗方案,我国化工标准均有较为详细的说明,此处不再赘述;当然,现场还必须遵照厂家的安装指导说明书,因进口设备的油冲洗合格与否是由厂家最终现场见证确认的。
润滑油管路的化学清洗工作最好由专门的化学清洗厂家完成,如果施工方有丰富的经验,亦可委托其完成。具体的油冲洗方案,因不同的厂家可能有不同的细节要求,但基本大同小异。
3.2.4 安装用工具的有效配备
对于大型压缩机组(尤其是进口设备),往往因安装方法与国内有别且严苛,除了厂商配套的专用工具外,施工方还须提前准备相关的安装必需用工具,以免致安装时因工具不满足要求而手忙脚乱。
本项目的压缩机安装需要1 m以上的水平尺;施工方准备工具阶段认为国内压缩机安装时从未使用过(事实证明,他们确实也未见过),故未准备该测量工具;厂代到场后极力要求施工方必须准备该工具,并要求精度为0.02 mm/m。因进度紧张,当地又无法购买到,最终决定去附近加工厂加工了符合精度要求的一块厚钢板以替代水平尺。
4 结语
本文主要通过某项目往复压缩机组的实际安装案例,对安装关键点进行了详细阐述,同时对灌浆程序、压缩机安装顺序、机身找平程序、轴对中方案和活塞杆安装顺序等进行了优化,有效推进了安装进度。也希望对今后同类型往复压缩机的现场安装提供借鉴和参考。
