提高刚果(金)某铜钴矿湿法冶炼回收率的措施
2019-12-27高帮飞刘芳斌
姚 刚,谢 添,高帮飞,罗 军,刘芳斌
(中铁资源集团有限公司,北京 100039)
铜和钴作为国家重要的战略金属,国内铜钴矿产资源短缺,目前对外依存度分别达到90%和70%以上。刚果(金)铜钴资源丰富,铜储量和钴储量分别占全球2.7%和50%以上,由于当地勘探开发程度不高,铜资源仍有较大增储潜力。2002年开始,随着刚果(金)政局趋于稳定和新矿业法实施,吸引了一些世界矿业巨头来此投资,中国矿业企业也开始进入刚果(金)矿业市场,锁定铜钴资源。2012年以来,一批中资矿业企业抓住市场变局逐步占据了刚果(金)铜钴资源开发的主导地位,提高了国内铜钴资源保障能力[1]。
本文以刚果(金)某中资矿山冶炼企业为研究对象。该矿山为铜钴伴生矿,矿石类型主要为氧化矿,其基本湿法冶炼工艺路线为采用堆浸与搅拌浸出联合流程提取矿石中有价铜钴,浸出液经萃取-电积生产阴极铜[2],萃余液送去生产氢氧化钴。该矿山配套建设有硫磺制酸和液体二氧化硫工段,副产品蒸汽用于为反应加热。
1 铜钴湿法冶炼工艺流程简介
该矿山湿法冶炼基本流程详见图1:铜钴湿法冶炼基本工艺流程图。
采出矿石通过二段开路破碎,得到矿石粒度-25mm。经洗矿筛分后,-5mm矿浆送去分级作业,-25+5mm矿石根据铜品位高低情况可选择通过汽车运输至堆浸场筑堆或通过皮带输送至球磨机。磨矿后矿浆送去水力旋流器分级,分级设备返砂返回球磨机再次磨矿,形成闭路磨矿流程。水力旋流器溢流为合格粒级矿浆,矿石粒度-0.074mm占比80%。
该合格矿浆浓度20%,为减少进入搅拌浸出流程水量,保持湿法冶炼生产系统水平衡,将合格矿浆送入原料浓密机浓缩,浓缩后底流送去压滤工段进一步脱水,最终滤饼含水量18%。
磨矿脱水后的滤饼通过皮带送入6个酸浸槽内进行顺流连续浸出,向酸浸槽内加入浓硫酸和还原剂SO2。浸出后的矿浆泵送至浓密机浓缩,溢流即为高铜料液,底流经过4级逆流洗涤得到的溢流即低铜料液,4级逆流洗涤后的底流泵送至尾矿库。高、低铜料液经多级沉降净化后送入萃取。萃取工段设置5级,包括3级萃取、1级洗涤、1级反萃。反萃后得到的较高浓度硫酸铜溶液送去电积,电积采用直流电解法生产阴极铜。萃取后的萃余液,部分送去搅拌浸出车间,部分用于钴生产。钴生产工序主要包括除杂、一段沉钴和二段沉钴。一段沉钴回收率控制在80%,可得到质量较好产品。由于一段沉钴得到的氢氧化钴湿料水分含量高达60%左右,为降低运输成本,钴湿料经干燥后生产出最终氢氧化钴产品。
2 铜、钴损失分布和回收率影响因素
该矿山一般每月可生产阴极铜2000t,生产氢氧化钴折合钴金属量150t。考虑堆浸作业周期长达10个月,且当地每年有一半时间为旱季,一半时间为雨季,一般安排堆浸场在旱季开展喷淋浸出作业。本文仅分析搅浸生产线铜钴损失分布情况,但对提高堆浸回收率进行了探讨。铜钴损失分布情况详见表1和表2。

表1 铜损失分布情况

表2 钴损失分布情况

除杂 废渣 18.57 7.8二段沉钴 沉钴废液 0.24 0.1其他损失 扬尘、跑冒滴漏 2.86 1.2
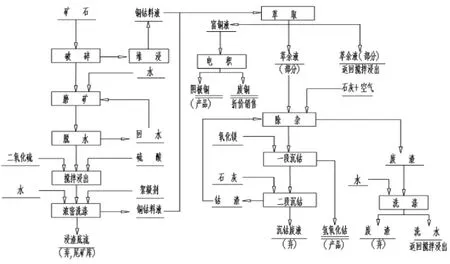
图1 铜钴湿法冶炼基本工艺流程
2.1 铜损失分布及影响因素
从表1中可以看出,该矿山铜金属损失主要有浸渣损失、洗涤损失及钴生产除杂工序的废渣损失和氢氧化钴产品中的铜金属损失。搅拌浸出和逆流洗涤的铜金属损失分别占总损失的71.67%和12.67%。钴生产过程除杂和一段沉钴工序的铜金属损失占总损失的15%。因此,提高铜回收率的关键是提高搅拌浸出过程的铜浸出率,降低浸渣中铜含量,其次是减少钴生产过程的铜损失,再次是提高逆流洗涤效果,降低铜损失。加强跑冒滴漏管理和阴极铜产品质量控制,也有助于提高回收率。
破碎、磨矿、脱水工序的铜金属损失较低,主要为矿石卸料、运输、破碎过程中的扬尘、跑冒滴漏、机械损失等。萃取工序的铜损失很低,主要是跑冒滴漏。电积工序的铜损失较低,主要为生产出的不合格废铜。
浸渣铜损失原因主要是矿石氧化程度决定了浸出回收率上限,同时磨矿矿浆粒度、浸出矿浆浓度、矿石处理量、浸出pH等生产指标出现波动也会造成浸出率降低。逆流洗涤的铜损失主要原因是洗涤比和洗涤级数不可能无限增加,洗涤过程必然会有一定铜损失,应该尽量避免的损失是由于计量及在线监测设备不准,实际洗涤参数不尽合理造成洗涤效率下降。钴生产过程中除杂和一段沉钴工序形成铜损失的根本原因是萃余液含有一定浓度铜离子。
2.2 钴损失分布及影响因素
从表2中可以看出,该矿山钴金属损失主要有浸渣损失、洗涤损失及钴生产除杂工序的废渣损失和二段沉钴废液的钴金属损失。其中搅拌浸出的钴金属损失占总损失的68.57%,钴生产过程除杂的钴金属损失占总损失的18.57%,逆流洗涤的钴金属损失占总损失的9.76%。因此,提高钴回收率的关键是提高搅拌浸出过程的钴浸出率,降低浸渣中钴含量,其次是减少钴生产除杂工序废渣的钴损失,再次是提高逆流洗涤效果,降低钴损失。加强跑冒滴漏管理,也有助于提高回收率。
破碎、磨矿、脱水、搅拌浸出、逆流洗涤、萃取工序的钴损失原因和铜损失原因基本一致,主要区别在于钴生产增加了除杂、一段沉钴、二段沉钴和干燥工序。除杂过程钴损失原因主要是除杂时,少量钴离子会沉淀进入废渣,若除杂的电位和pH控制不好,钴损失会增加。二段沉钴的钴损失原因主要是反应pH控制不当。干燥过程钴损失的主要原因是干燥收尘装置损坏会造成氢氧化钴粉尘漏料。
3 提高铜钴回收率的措施
3.1 提升生产管理
(1)严格工艺指标管理。生产实践中要把回收率细化分解到每道工序,把每个指标落实到分厂、车间、班组、个人。要严格执行异常指标管理及考核制度,将工艺运行好坏纳入月度工效考核,奖优罚劣,提高员工积极性。
(3)强化工艺及操作培训,提升标准化操作水平和掌握异常处理办法。
(4)做好设备维护保养及检修,保持设备良好运行状态,避免设备频繁故障对工艺指标造成较大影响。
(5)加强金属平衡管理,保持投入产出基本平衡,通过对理论回收率和实际回收率对比分析,查找生产运行中的问题,及时采取措施解决。
(6)加强现场管理,减少跑冒滴漏及机械损失等。各类溶液、矿浆反应槽及泵周围应设置围堰及事故池,确保及时回收,避免污染环境。钴干燥收尘装置定期检修维护,及时更换损坏布袋,防止尾气带走钴尘。用于运输氢氧化钴的叉车离开干燥区域时应专门清理减少夹带损失。
(7)堆浸重点是严格控制筑堆矿石粒度,改善渗透性,提高回收率。要求送去筑堆的矿石粒度一般控制在-25+5mm,禁止或严格控制粉矿-1mm筑堆。由于堆浸过程渗透性会逐渐下降,堆面存水和沟流严重时,应及时翻耕堆面,改善渗透性。在旧堆基础上加高筑堆时,应在旧堆表面铺设集液管,确保渗透性和浸出率[3]。
3.2 针对性开展技改和工艺优化
(1)矿石原料堆存前要取样分析,开展搅拌浸出试验,根据矿石性质分类堆存,找出最优工艺指标指导生产。
(2)搅浸浓密和逆流洗涤工序在合理范围内应尽量提高底流浓度,同时适当增加洗涤比,改善洗涤效果,减少洗涤环节铜钴损失。
(3)回收废液中有价金属。尾矿库内低浓度铜钴溶液循环利用,可输送至堆浸场喷淋作业,既蒸发水分,有利于保持系统水平衡,又可回收尾矿溶液中少量铜钴,提高回收率。
(4)从源头优化,降低钴生产过程中的铜损失。钴生产时,含钴萃余液中的铜进入除杂废渣和氢氧化钴产品,钴产品销售时铜一般不计价而形成损失。因此,应优化生产方案,从整体上考虑搅拌浸出、萃取和沉钴工序的联动生产,搅拌浸出料液pH不宜过低,控制在2.0~2.2较佳,铜浓度不宜过高,控制在6.5g/L~7g/L较佳,并通过调节各萃取级进料液量和回流量优化萃取工艺,把送去沉钴的部分萃余液中铜浓度降到最低。
(5)增加沉铜工序,回收渣中铜。根据Fe2+、Mn2+等杂质和Cu2+及Co2+的沉淀pH差异,可在除杂(Fe、Mn)工序后设置沉铜工序回收铜,沉铜渣返回搅拌浸出回收铜。
(6)优化除杂工艺,降低废渣中钴含量。现场已通过改进布气技术,将原单根通气管改造为环形布气管,并设置大量细小气孔,这样氧化性气体能以微小气泡弥散在反应溶液中,使铁、锰等杂质离子氧化程度更充分,降低杂质离子沉淀pH,减少钴离子沉淀进入废渣。
(7)开展堆浸还原浸出改造,提高钴浸出率。堆场矿石含有的高价钴难以直接通入二氧化硫进行还原浸出,为此设计一套二氧化硫还原亚铁浸出装置,预先向喷淋主管路中通入二氧化硫将喷淋液中的高价铁离子还原为亚铁离子,然后开展喷淋作业,堆浸钴浸出率较以前提高了30%。
4 结语
提高铜钴湿法冶炼回收率,关键是要在矿山现有工艺装备水平条件下狠抓生产管理,确保铜钴回收不减量。再者是要把科技创新放在重要位置,通过技术升级进一步提高回收率。通过不断提升生产管理和针对性开展工艺优化技术改造,该矿山铜钴回收率总体呈上升趋势,目前铜回收率达到93%,钴回收率达到78%以上,取得了良好效益。
