袋式除尘器自动化系统在食品加工行业的应用
2019-12-09李宇翔胡满深潘柏盛郭彪冯剑锋林荣灼
李宇翔,胡满深,潘柏盛,郭彪,冯剑锋,林荣灼
(江门市同力环保科技有限公司,广东 江门 529100)
前言
随着工业化的发展,工业生产排放的烟尘对大气环境的污染日益严重,也是雾霾天气频繁出现的诱因之一,严重影响人们的日常生活和身体健康,工业烟尘治理已刻不容缓。近年来,国家及地方政府颁布了一系列法律法规及改善大气环境的措施,环保标准要求也日趋严格。
目前,我国食品加工行业配备的中小型燃煤锅炉,一般都存在锅炉负荷变化大、启停频繁等问题,导致烟气性质不稳定,产生的烟气量及含尘量难以控制。食品加工行业应用最广泛的除尘技术是袋式除尘器,但常规的袋式除尘控制系统并不能满足其使用要求[1~3]。本文介绍了某袋式除尘自控系统,可为食品加工行业应用袋式除尘技术提供借鉴。
1 袋式除尘技术概述
袋式除尘器采用脉冲清灰、分室设计、离线清灰和气力输灰的设计思路,设备主体由主箱体(挡板、滤袋室、净气室和灰斗)、清灰装置、输卸灰装置(含灰仓)及电控装置组成。
袋式除尘器的除尘过程主要分为三个阶段:预除尘、过滤及清灰。预除尘和过滤过程见图1(a)。烟气由进风口进入,经碰撞挡板,气体中大部分粗颗粒物粉尘受惯性作用被分离出来,直接落入灰斗[2];经预除尘后的烟气沿挡板下行进入滤袋室,烟气在不同的高度通过内部装有袋笼的滤袋,颗粒物被捕集在滤袋表面形成粉尘层,过滤后的烟气经净气室从出风口排出。
清灰过程如图1(b),滤袋室前的离线阀开启,滤袋室与主气流隔离,使滤袋室处于离线状态。此时开启压缩空气系统中的脉冲电磁阀,使压缩空气在极短的时间里以逆向气流的形式涌入滤袋中,在气流的冲刷作用及布袋膨胀变形产生的振动作用下,附着在滤袋表面的粉尘层被剥离落入灰斗中,最后经卸灰系统排出。
在线和离线除尘时,除尘布袋的受力和工作情况不同,除尘原理也不同[3]。在不同状态下的布袋受力截面图见图1(c)。
2 自控系统
2.1 系统构成

图1 袋式除尘器除尘过程
袋式除尘器自控系统是以可编程序控制器(PLC)为核心,辅以各类电器元件构成的工业控制装置。自控系统集自动化、计算机、通讯等技术特点于一体,有效实现了袋式除尘器的自动运行。
袋式除尘系统的主控系统由五个子系统构成:1)自动检测系统。在除尘设备运行过程中,对除尘设备中的各个参数自动、连续进行检测并显示。2)自动报警系统。用声、光等信号自动反映除尘设备运行不正常的情况。3)自动保护系统。当除尘系统出现报警情况,有可能引发事故时,自动保护系统能自动运行应对措施,防止事故的引发和进一步扩大,保护现场人员和设备的安全。4)自动操作系统。根据除尘工艺要求和生产条件,自动操作系统自动启停某台设备或进行交替动作。5)自动调节系统。在除尘过程中,部分工艺参数需要保持在规定的范围内,当工艺参数发生变化时,自动调节装置就会对设备运行做出动作,直至工艺参数恢复到规定的范围内。简单来说,PLC控制的主要功能是通过模拟量和数字量的相互转换和数据处理,实现袋式除尘器设备定时控制及开关量逻辑控制,使各个设备自动化运行,系统平稳运行[4~7]。
2.2 硬件构成
自控系统主要硬件选型见下表。

PLC硬件选型表
3 控制逻辑
整个控制系统根据除尘工艺要求,通过工业以太网和Profibus现场总线技术,将现场诸多设备联系起来[4]。PLC程序采用Step7 Micro/WIN软件编程,而WinCC是PLC控制系统中的人机界面组件,人机界面(HMI)的监控画面使用WinCC进行组态,操作人员可通过屏幕监控设备的运行状态,同时完成数据的采集和归档[8~13],见图2。根据袋式除尘器系统的控制要求,PLC程序可细分为清灰控制、温度控制、输卸灰控制和自检及故障控制等。

图2 除尘系统运行情况监控画面
3.1 清灰控制
布袋清灰的目的是清理积聚在布袋表面的粉尘层,使粉尘层保持适当的厚度,在保证除尘效率的前提下,降低设备压损以减少系统能耗。目前广泛使用的清灰控制方式主要有手动清灰、定时清灰、压差清灰和混合清灰等。该系统主要采用手动清灰控制及混合清灰控制。
手动清灰为操作人员控制,在监控程序或现场操作柜控制各室或单一室按清灰程序清灰一次。
混合清灰的实质是将定时和压差清灰系统一并激活,以时间和进出压差为条件,当运行工况满足其一,设备都会对布袋进行自动清灰。控制系统设计以定时清灰为主,以压差清灰为辅。即当进出压差小于系统设定值时,按定时清灰程序进行清灰;当进出压差大于系统设定值时,进入强制清灰程序。
正常工况下,袋式除尘器的进出压差应在1500Pa以下。在自动清灰系统启用后,系统自动进入倒计时,若定时清灰的时间周期设置恰当,一般定时清灰便可满足袋式除尘器的要求。定时清灰的时间周期由设备调试及运行过程优化得出。但由于食品加工行业配备的中小型锅炉工况不稳定,其烟气量及颗粒物浓度往往难以控制,经常会导致袋式除尘器的进出压差不稳定,因此就必须辅以压差清灰。当进出压差高于1500Pa时,系统控制清灰设备动作进行连续清灰,直至进出压差小于1300Pa时停止清灰,重新进入定时清灰模式。
3.2 温度控制
温度控制的目的是控制烟气进入袋式除尘器的温度,防止低温或高温烟气影响设备正常运行。当烟气温度过高时会对布袋构成不可逆的损害,甚至引起火灾;当烟气温度接近或低于烟气露点时,会产生结露现象,水分与灰尘接触易形成不透气的结块,长时间运行后会凝聚成大面积的结块黏附在滤袋表面,无法被清灰系统有效去除,使布袋失去原有功效,并造成设备压损增大,这种现象俗称为“糊袋”。
在正常工况下,烟气进入袋式除尘系统的温度应在110℃~160℃。袋式除尘器设有混风阀,当高温烟气在可控范围(180℃~200℃)内时,开启混风阀作为临时性保护措施。当烟气温度达160℃时,系统进行报警,提示操作人员调整前端工况。当烟气温度达180℃时,系统控制设备打开混风阀,输入环境空气对烟气进行强制降温,直至烟气温度低于160℃后关闭混风阀,以确保滤袋安全。
3.3 输卸灰控制
输卸灰的目的是清除灰斗上堆积的灰尘,使灰斗保持灰尘的堆积高度处于正常范围内,并及时将灰尘输送至灰仓,保证清灰工作正常进行。目前常用的卸灰控制方式主要有手动输卸灰和自动输卸灰。
手动输卸灰为操作人员控制,在监控程序或现场操作柜控制各灰斗或单一灰斗按输卸灰程序输卸灰一次。
自动输卸灰由高料位计发出信号,由系统发出指令,以延时启动的形式,依次启动罗茨风机、喷射泵、星型卸料阀、振打器进行卸灰。卸灰完毕后,输卸灰系统按振打器、星型卸料阀、喷射泵、罗茨风机进行顺序停机。同时自动输卸灰系统具有智能等待功能,当不同灰斗同时发出高料位信号时,优先对先发出信号的灰斗进行卸灰,待对应灰斗卸灰完成后再进行另一灰斗卸灰。
3.4 自检及故障控制
袋式除尘器设有自检功能及旁路系统。当设备发生故障或紧急情况时,系统判定袋式除尘器不适合继续运行,系统自动切换至旁路系统并发出报警信号,如在锅炉启动或停机阶段,烟气温度低于110℃时;经冷空气混合降温5min后烟气温度仍高于180℃时;当布袋内部发生火灾时;经连续喷吹30min后系统进出口压差仍高于1500Pa等情况。自检功能及旁路系统可有效保证设备的使用寿命及安全,同时避免因袋式除尘器的故障而影响厂区的正常生产。
自检系统还能进行破袋检漏。当发现颗粒物排放浓度异常后,操作人员可点击操作界面上的滤袋破损检测选项。PLC程序接受检漏指令后,开始进行袋式除尘器的破袋检漏工作,除尘器内各个滤袋室前离线阀依次关闭后开启,当存在破袋的滤袋室被关闭后,颗粒物的排放浓度随即下降,说明当前的滤袋室存在破袋现象,该滤袋室也会停止使用并发出报警信号。
3.5 系统监控
根据不同运行参数的变化和重要程度,系统会自动进行数据采集储存,并建立实时趋势曲线(见图3),通过查看实时数据及翻查历史记录可了解任意时段下的设备运行情况。
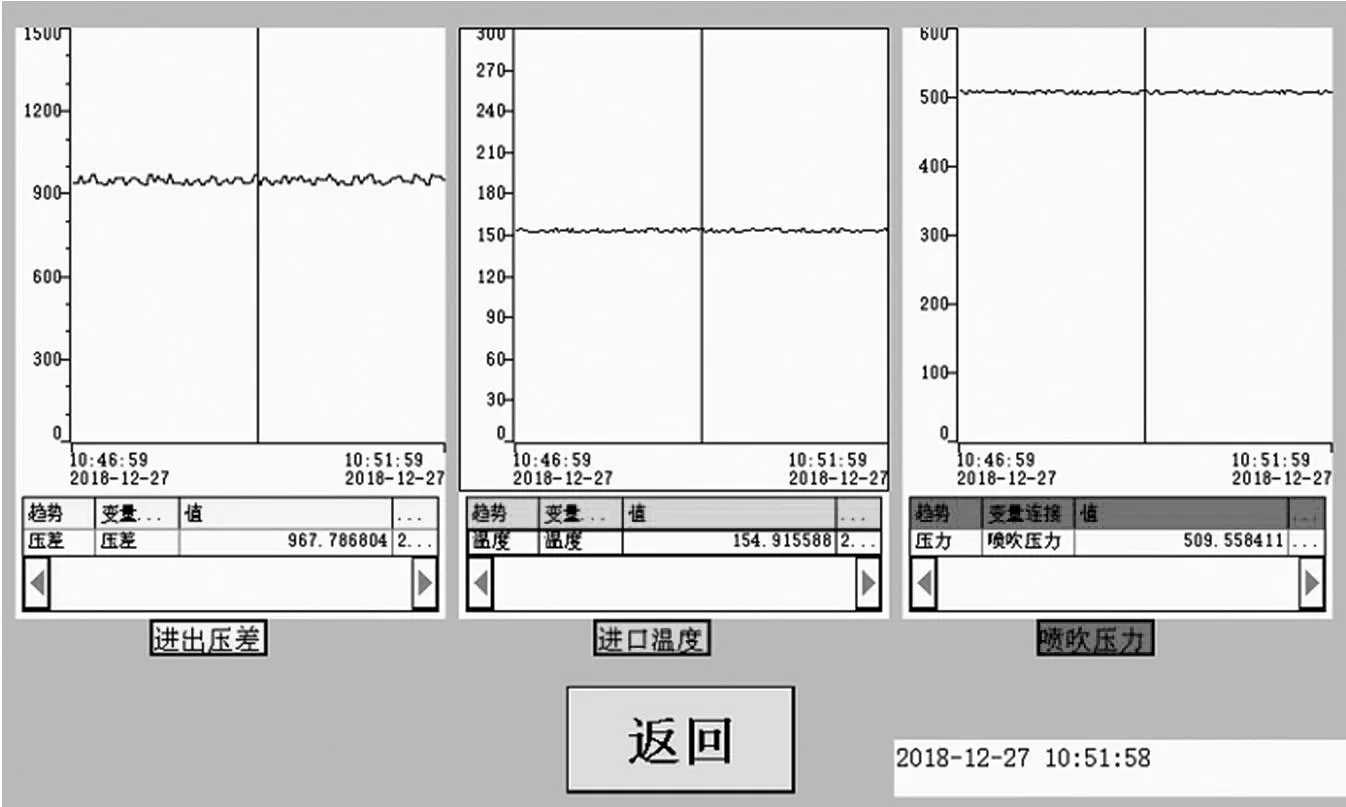
图3 除尘系统实时趋势曲线图
当系统的模拟量或设备运行出现异常时,可通过系统监控画面直观地观察到模块故障报警状态,并在系统历史事件内记录报警事件。通过对设备数据的翻查及结合现场设备运行状况,有助于快速确认故障原因,对排除故障起到关键作用。系统监控有助于在不同工况下确认袋式除尘器的运行状况,通过数据分析对优化管理起到指导作用。
4 系统特点
袋式除尘器引进自动化系统是企业提高设备的管理水平和稳定性的发展方向,袋式除尘器利用PLC控制设备运行的方式不仅充分整合了现有的资源,同时也是实现袋式除尘器自动化运行的有效途径。
系统PLC采用模块化的组合结构,各个模块(清灰、温度、进出口压差、输卸灰等控制程序)的开关量控制和模拟量处理集于一体,独立运行,互不干扰。系统根据工艺要求进行科学性的配置及网络架构,即可有效完成袋式除尘器的自动控制功能。同时系统对袋式除尘器各个运行参数进行实时监控,利用通讯功能与厂区中心计算机进行远程通讯,并实现设备远程控制,无需操作人员长期驻守操作,有效改善操作人员的工作环境,节省了大量的管理成本。
5 结语
食品加工行业采用袋式除尘自动化系统的控制逻辑、控制方式,可有效解决控制过程中的难点,提升自控系统的适用性。该系统运行至今,袋式除尘器自动运行平稳,操作简单便捷,除尘效果稳定达标,具有良好的实用性能。