冷冻结晶法生产硫酸镍的工艺实践
2019-11-27王俊杰王万军
王俊杰,王万军,梁 玮,李 伟
(铜陵有色金冠铜业分公司,安徽 铜陵 244000)
1 引言
冷冻结晶法生产硫酸镍是进几年以来在铜冶炼企业应用的较为广泛的工艺方法,与以往的电热浓缩发法[1]相比具有运行成本低、操作简单、作业环境优良等优点[2]。
金冠铜业双闪厂区电解车间于2013年2月正式投产,经过两年的运行电解液中镍浓度富集到了14g/L。硫酸镍生产系统于2015年4月正式投用,工艺采用冷冻结晶法生产硫酸镍,主要是利用盐水冷冻机组降温来降低硫酸镍的饱和溶解度,使硫酸镍以水合硫酸镍的形式析出[3],同时电解液中的部分金属盐与硫酸镍一同脱除。
2 硫酸镍生产工艺
2.1 硫酸镍工序流程
硫酸镍生产系统以净化工序的尾液作为原料,经过预冷后打入冷冻槽进行降温冷冻,冷冻设备为盐水冷冻机组。达到既定温度时,将冷冻液进行过滤、吹风、开板,滤饼即为水合硫酸镍,滤液经过升温后返回电解系统。

图1 工艺流程图
2.2 设备配置
冷冻结晶法生产硫酸镍配置的设备如下表。

表1 设备配置
由于冷冻结晶法生产中流体温度均保持在0℃以下,极易冷凝空气中的水汽,对此现场做了以下几点改进。
(1)低温液体管道均进行了保温处理。避免水汽在管道表面冷凝。
(2)将原PVC管道更换为316L不锈钢管道。PVC管道在低温情况下易发生脆裂[4],特别是在泵出口等震动较大的区域频繁发生。
(3)作业区域使用不锈钢阀门。由于空气湿度大加上作业时生产部分酸雾,不直接接触冷冻液的阀门手柄或者阀盘也会处于潮湿含酸的环境中,必须提高作业区域所有金属材料的防腐等级。
3 硫酸镍脱除率的控制
在电解液中随着温度的降低硫酸镍饱和溶解度下降,硫酸镍的会析出量会增加,影响硫酸镍的脱除率的因素有两个,一是电解液电解液中初始镍浓度;二是冷冻终点温度[5]。
3.1 初始镍浓度确定
冷冻前的电解液中的Ni含量波动与电解液中镍含量、蒸发浓度的倍数由直接的关系。在电解正常生产中,蒸发浓缩的倍数是一个固定值,因此可以只考虑电解系统中的镍含量来作为参考。理论上初始镍浓度下降1g/L,脱除率可以下降2%。
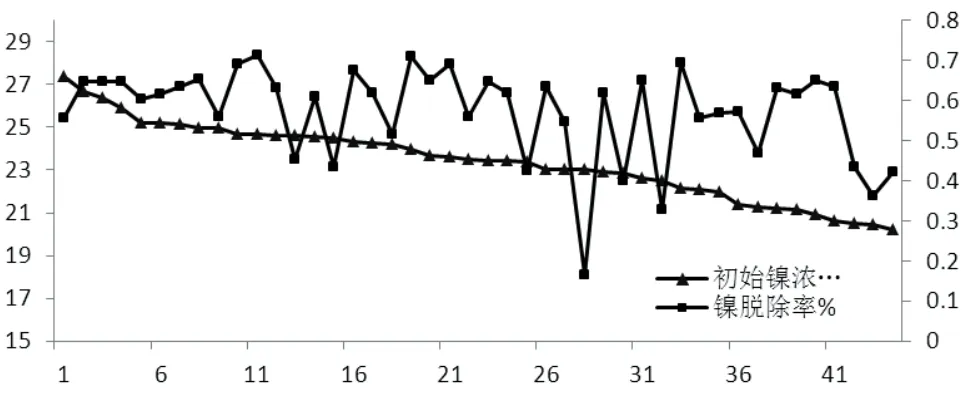
图2 初始镍浓度与脱除率的关系
以上是一年的生产数据(冷冻终点温度设定在-20℃,硫酸镍浓度控制在390g/L)。从趋势上可以看出镍浓度浓27g/L下降到20g/L,镍的脱除率从64%下降到50%,与理论数据吻合。
综合考虑到电解系统中镍的浓度影响电解液电阻,通常把电解系统中的镍浓度控制下限设定为11g/L,上限设定在13g/L。
3.2 最佳冷冻终点温度确定
由于冷冻机组的制冷功率有上限,在正常作业情况下四个冷冻槽轮流作业可以使机组冷冻功率维持在100%,此时电解液的温度随冷冻时间的对应关系如下。
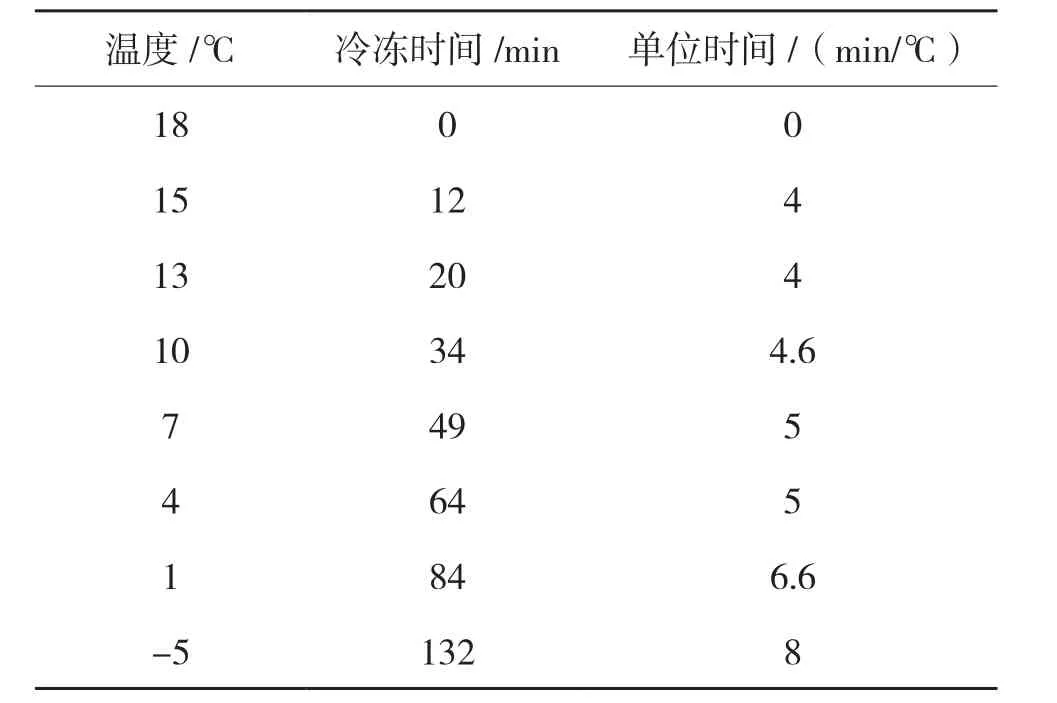
表2 温度与时间统计表(一)

表3 温度与时间统计表(二)

图3 温度——时间对应图
由图可以看出,在电解液温度下降到20℃以后,降温耗时会有一个显著的上升趋势。同时,在相同条件下硫酸镍的析出量与终点温度有直接关系。

表4 析出量与终点温度

图4 析出量——终点温度对应图
综合图3、图4可以知道,从-10℃到-15℃,冷冻时间上增加了50min(26%),回收率增加8%;从-15℃到-20℃,冷冻时间上增加了149min(62%),回收率仅增加了5%。考虑到硫酸镍操作的固定时间。

表5 过程操作固定时间消耗
结合上述数据,计算单位时间内生产的硫酸镍量,把冷冻终点温度控制在-15℃能够实现效率最大化生产。
4 冷冻始液预冷优化
经过二次脱杂后的电解液温度可以达到65℃以上,直接进行冷冻对冷冻机组的负荷、能耗都不利,原设计将脱杂后液用循环冷却水进行预冷[6]。
在生产实践后,优化了预冷方式,主要是利用硫酸镍压滤后的低温滤液对二次脱杂后液(即冷冻始液)进行预冷,一方面降低了冷冻始液的温度,使得机组能耗大幅度减少;另一方面节约了加热提滤液所需的蒸汽,减少了低温滤液回到电解系统后生产的派生影响,如带低电解储槽温度生产硫酸铜结晶等。
经过生产实践,用-20℃的滤液将冷冻始液预冷到30℃,同时滤液的温度上升到5℃后返回电解系统。
5 硫酸镍中含铜的分析
在生产硫酸镍的过程中,某些金属元素例如铁、钙、铜等也随着之脱除[7],其中铜的脱除是需要控制的。在酸浓一定的情况下,硫酸铜和硫酸镍的饱和溶解度都随着温度的下降而下降,验证分析某年全年的趋势可得硫酸镍产品的含铜量和初始电解液的铜浓度关系呈较好的正相关性,如图5。

图5 初始液含铜—粗硫酸镍含铜对应图
因此,生产中控制初始电解液的铜浓度是减少铜损失的主要手段。从图可以看出,只要初始液中铜浓度在1g/L以下,硫酸镍产品中的含铜可以控制在0.2%以下。
6 生产实践总结
通过实践发现设置硫酸镍冷冻终点温度为-15℃,控制脱镍系统开启浓度为13g/L,下限浓度为11g/L,始液铜浓度为1g/L以下,硫酸浓度稳定在390~420g/L,可以实现生产效率最大化,同时保证镍脱除率可以达到60%以上,含铜可以控制在0.2%以下。
各控制参数中始液硫酸浓度是控制硫酸镍脱除率的重点之一,在电积工序中如何确保脱杂终液成分的稳定是后续工作的方向。
