燃气脉冲除尘装置在余热锅炉的应用
2019-11-27陈永福
陈永福
(江西铜业集团有限公司 贵溪冶炼厂,江西 贵溪 335424)
1 引言
贵溪冶炼厂1#闪速炉余热锅炉(下称1#FFB)是由日本川崎重工设计制造的BLW-77型强制循环余热锅炉,自1985年投产至今,已经使用了三十多年[1-4]。1#FFB最初设计的除灰装置包括吹灰器和连杆振打装置,随着产能的提升,锅炉系统经过了多次改造,除尘方式也由最开始的吹灰器加连杆振打除尘改为弹簧锤振打加燃气脉冲除尘,除尘效率大大提升,同时也提高了锅炉的运行效率,降低了劳动强度。
1#FFB设在闪速炉和电除尘器之间,主要作高温烟气余热回收和烟气除尘之用,为后续电除尘和烟气制酸提供条件,起着承上启下的作用。烟尘粘结、堆积一直是1#FFB所面临的问题,清理难度大[5]。同时还会影响电收尘系统的运行,2015年,锅炉出口温度长期在360℃以上,超出了设计值。为了能有效的降低锅炉出口烟气温度,利用2015年年修期间引进爆燃除尘系统,极大地改善了对流部的除尘效率,管束粘结现象也有好转。
2 燃气脉冲除尘装置简介
燃气脉冲除尘装置的特点:
燃气脉冲除尘装置是应用于发电、水泥、有色冶炼余热锅炉的一种非常合适的良好机型,具有能量转换效率高,使用范围广,结构简单,维护管理和操作运行简单等特点,越来越受到各大冶炼厂的推广使用。
1#FFB对流部所应用的是智能单元式燃气脉冲冲击波吹灰器,其作用机理是将乙炔和空气经流量控制单元控制气体在混配点火单元内以适当的比例混合,点火爆燃后生产一定强度的冲击波,冲击波能量可通过控制程序设定,并可在一定范围内调节。冲击波进入发射器后,其强度会进一步增强,增强后的冲击波速度在1500~3000m/s,约为声速的2.5~3.5倍,最后冲击波从发射口冲出,反复作用于积灰表面上,从而将积灰或灰垢击落,将受热面上的积灰清除。
燃气脉冲冲击波吹灰装置由五个部分组成,分别是燃气供给系统、空气供给系统、流量控制系统、冲击波发生系统、冲击波工作系统和控制系统。
2.1 燃气供给系统
燃气供给系统由乙炔气瓶、汇流排、乙炔减压器、流量调节单元、电磁保护阀、机械阻火器和压力表组成,负责燃气的供给工作,该系统拥有两级机械阻火保护装置以确保该系统的安全运行。具体配置如下:

图1 燃气供给系统图
2.2 空气供给系统
空气供给系统由空气供给阀组(闸阀、减压阀、调节阀、压力表)组成,负责整个系统的空气供给。
2.3 流量控制系统
流量控制系统用于显示空气及乙炔的实时流量,更直观地监视系统的运行状况及调试各项参数。
2.4 冲击波发生系统
冲击波发生系统由机械阻火器、逆止阀、电磁阀、手动球阀、过滤器、混合器和点火器组成。机械阻火器和逆止阀实现对燃气和空气系统的回火保护;电磁阀实现对每个工作点的有序控制并可实现气源的快速开关;手动球阀可实现对气源流量的微调,使燃气和空气的配比达到理想比例;过滤器能过滤掉气源内的杂质,防止气源内的杂质进入电磁阀,避免电磁阀因卡住后关不严而产生漏气;混合器是燃气和空气混合的地方;点火器是空气和燃气混合后点燃的设备。

图2 流量控制系统图

图3 冲击波发生系统图
2.5 冲击波工作系统
它是由发射器和发射口组成的。发射器用于冲击波强度的进一步增强,冲击波最后从发射口冲出,发射口的形状可根据受热面及积灰的情况进行设计,以满足不同要求。

图4 脉冲喷嘴图
2.6 控制系统
控制系统是由PLC控制柜和上位机组成。冲击波吹灰装置所有控制装置全部安装在控制柜中,通过对PLC的编程实现整个系统的所有工作参数的智能化运行(工作次序、次数、时间间隔、能量调控和分配以及系统保护),控制柜可以布置在现场,也可以布置在集控室。上位机通过标准的串行口与控制柜进行通讯。通过上位机可以实现对整个系统的控制,在计算机屏幕上显示吹灰工作的过程。
3 应用情况及对比
3.1 爆燃除尘应用前后对流部管束积灰情况对比
图5为2015年年修时拍摄对流部管束照片,可以看到管束外部被厚厚的一层烟灰包裹,整个管束的传热能力下降,烟气通过面积减小,导致锅炉的排烟温度上升,排烟系统压差增大,影响电收尘系统稳定运行。
图6为2019年1月7日拍摄的对流管束的照片,可以看到管束上只有一层薄薄的松散烟灰。
一系统闪速炉余热锅炉对流管束的积灰一般为松散性积灰和粘附性积灰[6],而燃气脉冲除尘装置则能有效地除去对流管束的积灰,保证了锅炉及排烟系统的安全稳定运行。

图5 燃气脉冲装置应用前管束照片
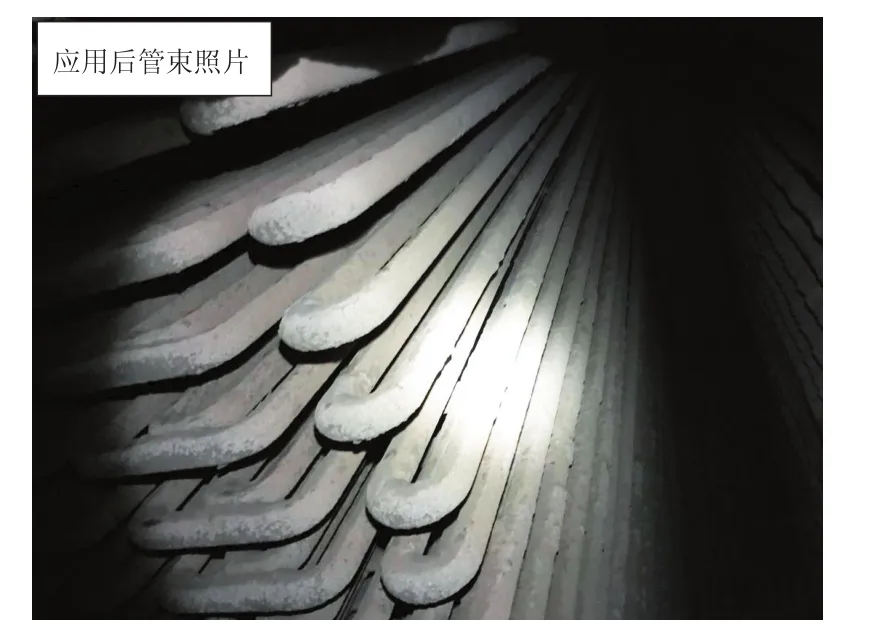
图6 燃气脉冲装置应用前管束照片
3.2 对流部温度可控
2015年,1#FFB对流部出口温度居高不下,长期在360℃以上。引入脉冲除尘装置后,1#FFB出口温度可以控制在340℃上下,既保证了锅炉系统的安全运行,又能保证电收尘系统运行在最佳温度区间。
3.3 消除了对流部密封板漏烟,减少对流部的低温腐蚀
2015年以前,由于锅炉对流部出口温度居高不下,弹簧锤振打运行频率极高,振打杆与管束密封板连接处开裂漏烟,漏烟处形成低温腐蚀,炉管减薄,强度下降,导致爆管漏水,影响生产。引入脉冲除尘装置后,对流部密封性好,有效地解决了这一问题。见表1。
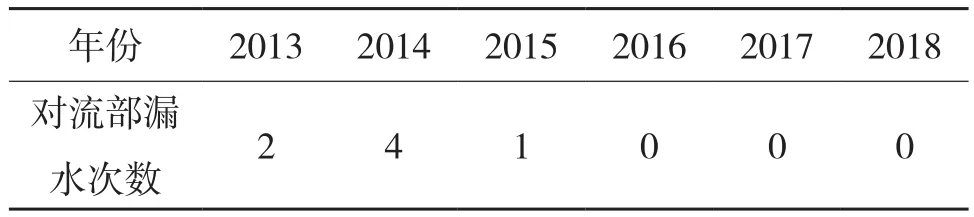
表1 近几年低温腐蚀造成锅炉对流部炉管漏水次数统计
3.4 三氧化硫发生率明显下降
由表2可以看出,经过2015年年底的改造后,三氧化硫发生率有明显的下降。
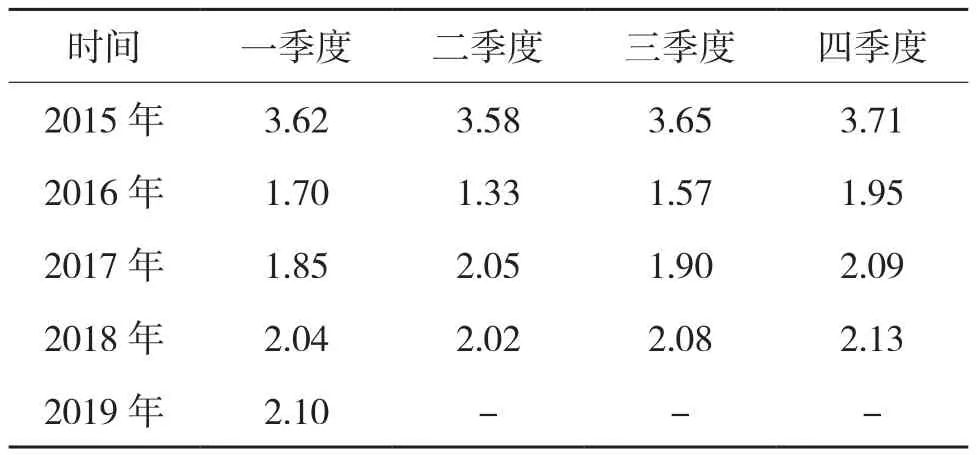
表2 近几年各季度三氧化硫发生率
4 结语
对于贵冶余热锅炉系统来说,脉冲除尘是一种新型的除尘装置,从使用后的效果来看,这种除尘装置的确适合有色冶炼余热锅炉的工况,不仅改善了整个排烟系统的工艺现状,该系统低故障率和低维护成本也为工厂的降本增效助力。
