PEG加入对空气中制备的钙钛矿太阳能电池性能的影响
2019-11-182
2
(1.南京航空航天大学材料科学与技术学院,江苏 南京 211100;2.江苏省光伏科学与工程协同创新中心,常州大学,江苏 常州 213164)
1 引 言
太阳能电池已经从第一代硅太阳能电池发展到了第三代新型高效太阳能电池。其中,钙钛矿太阳能电池经过短短7年时间,其光电转换效率(PCE)从3.8%提升到现在22.1%,引起了国内外研究者的广泛关注[1-6]。
目前,钙钛矿太阳能电池研究方向主要分工艺研究和材料研究两大类。工艺研究是以商业化生产为目标,改变现有制备工艺,获得低成本、高效率、高稳定性、且无毒的钙钛矿太阳能电池;材料研究是通过替换电池材料、引入添加剂等方式提高电池效率或改善电池稳定性。研究表明,电池的光电性能主要取决于钙钛矿薄膜的质量[7]。薄膜的致密性好,缺陷密度低,晶粒均匀,晶界较少有利于载流子在电池内部传输。为此,众多研究者引入添加剂改变钙钛矿薄膜的结晶过程,以制备高质量的薄膜。添加剂的种类大致可以分成以下四类:①卤素无机物。Snaith课题组[8]通过在NH2CHNH2PbI3(FAPbI3)前驱体溶液中添加HI,可以促进无机物溶解,减缓钙钛矿的结晶过程,制备出致密且连续的钙钛矿薄膜,光电转化效率为14.38%。Leung等[9]在PbI2前驱液中加入HCl,抑制了棒状PbI2形成,促进均匀形核和晶粒长大过程,获得表面光滑且覆盖率高的钙钛矿薄膜,电池效率达15.2%。②卤素有机物。Jen等[10]在CH3NH3PbI3-xClx(MAPbI3-xClx)前驱体溶液中添加质量分数为1%的1,8-二碘辛烷(DIO),促进钙钛矿结晶形核,电池效率从10.3%提升至11.8%。Ma等[11]采用一步法制备平面型结构电池过程中,引入1-氯萘(CN)延缓钙钛矿结晶速率,制备表面均匀且针孔较少的钙钛矿薄膜,效率达8.97%。③非卤素无机物。Wu等[12]采用两步法制备电池过程中,向PbI2溶液加入一定量的水,改善N,N-二甲基甲酰胺(DMF)溶剂的极性、介电常数和溶解度,使得更多的PbI2溶解,最后得到了效率高达18%的电池。④非卤素有机物。Mao等[13]在两步法制备过程中,向MAI溶液中加入少量乙醇,使MAI更多地渗透到PbI2底部,减少PbI2残留,最终得到15.76%效率的电池。Zhao等[14]在一步法制备MAPbI3-xClx钙钛矿电池过程中,引入PEG制备出具有自修复性能的电池。
但一步法中溶剂的蒸发、MAPbI3的形核和长大过程同时进行,难以控制薄膜的形貌,对此,本研究采用两步法制备MAPbI3薄膜。利用MAI与PEG的束缚作用,直接把PEG加入到MAI溶液中,来延缓PbI2与MAI的反应速率,制备更致密、均匀、连续、可控制形貌的MAPbI3薄膜。此外,还研究了在高湿度环境中的电池性能的变化规律,并优化了PEG浓度、MAPbI3退火温度和退火时间等工艺参数。
2 实 验
2.1 电池的制备
2.1.1FTO导电玻璃清洗 先后加入肥皂水、玻璃清洗液、无水乙醇和蒸馏水,分别进行超声清洗30min。
2.1.2TiO2致密层的制备 使用移液枪两次移取2.53mL异丙醇溶液分别放入A、B两个样品瓶中,A瓶加入370μL钛酸异丙酯溶液,B瓶加入35μL 2M盐酸溶液。待A、B瓶中的溶液搅拌均匀后,将B瓶溶液缓慢滴入A瓶溶液,在滴加的同时搅拌A溶液,滴加结束后继续搅拌10min得到C溶液。取30μL的C溶液滴加在FTO玻璃上,以2000rpm旋涂1min,旋涂结束后放入马弗炉500℃退火30min。
2.2.3TiO2多孔层的制备 浆料与无水乙醇按1∶7的质量比配置介孔层旋涂浆料,经过3h搅拌均匀后,取上述浆料滴涂在TiO2致密层上,以3000rpm旋涂30s,旋涂结束后放入马弗炉500℃退火30min。
2.2.4TiCl4修饰层的制备 配制0.053M TiCl4溶液,将TiO2基FTO浸入TiCl4溶液并放入70℃烘箱中保温30min。随后进行风干,放入马弗炉500℃退火30min。
2.2.5MAPbI3层的制备 将之前制备的FTO基底放在100℃加热板上加热5min,然后取30μL 1M PbI2溶液滴在基底上,以6000rpm旋涂20s,旋涂结束后先4 0℃加热3min,之后100℃加热5min。加热结束后待玻璃片冷却至室温,取300μL 1M MAI溶液滴在PbI2薄膜上,等待2min后再以6000rpm旋涂10s,旋涂结束后放在100℃加热板上加热10min。其中制备MAI溶液时,需要加入一定量浓度的PEG(100∶0,100∶0.5,100∶1,100∶2,100∶3),确定最佳浓度。然后以不同退火温度(80,90,100,110和120℃)退火,再次确定最佳退火温度,最后以不同退火时间(10,20,30,45和60min)退火,确定最佳退火时间。
2.2.6HTM层的制备 称取72.3mg的Spiro-OMeTAD粉末,滴入1mL的氯苯,置于磁力搅拌器中搅拌均匀;配置Li-TSFI溶液(520mg Li-TSFI,1mL乙腈),取17.7μL的Li-TSFI溶液和28.8μL的4-叔丁基吡啶溶液移入Spiro-OMeTAD溶液中,搅拌均匀制得空穴传输层前驱液。取该前驱液30μL滴于MAPbI3薄膜上,以2000rpm速度旋涂30s。
2.2.7金电极的制备 采用EM SCD 500高真空离子溅射镀膜仪以0.07nm/s的速率制备出厚度为80nm的金电极。
2.2 高湿度环境下的自修复实验
将未加PEG和加入PEG的电池同时放入充满水雾的箱体中(20℃,相对湿度95%),保存10min后取出,保存前后均进行光电性能测试。
2.3 电池稳定性实验
将未加PEG和加入PEG的电池放在空气中保存30d(20℃,相对湿度60%~75%),每隔5d进行光电性能测试。
2.4 电池形貌结构表征和光电性能测试
采用S-4800型场发射扫描电子显微镜(SEM)对MAPbI3薄膜形貌进行表征;采用D8 Advance型X射线衍射仪(XRD)对薄膜结构进行表征;采用94042A型全光谱太阳光模拟器对电池(有效面积为0.09cm2)光电性能进行表征。
3 结果与讨论
3.1 PEG对MAPbI3薄膜和器件性能的影响
图1为表征PEG添加剂对MAPbI3薄膜表面形貌的SEM图像。从图可见,加入PEG后MAPbI3薄膜孔洞变少(图1中白色虚框所示),TiO2层暴露率降低,薄膜覆盖率有所提高并连续致密。可能原因是加入PEG后,由于PEG对MAI有强烈束缚作用,从而延缓结晶速率[14],促进薄膜生长,减少薄膜孔洞,提高薄膜质量。研究表明,孔洞的存在将导致空穴传输层和电子传输层的直接接触,从而使得电子和空穴大量复合,最终降低电池的光电性能[15]。

图1 未加入PEG(a)与加入PEG(b)的MAPbI3薄膜的SEM图像Fig. 1 SEM images of MAPbI3 films without (a) or with(b) PEG addition
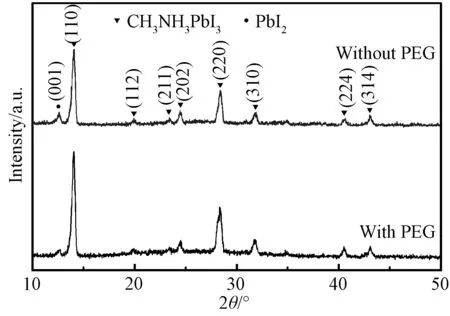
图2 PEG加入与否的MAPbI3薄膜的XRD图谱Fig. 2 XRD patterns of MAPbI3 films with or without PEG addition
为分析PEG添加剂对MAPbI3薄膜结晶性的影响,进行XRD表征,如图2所示。从图可见,PEG的加入并没有改变MAPbI3薄膜的晶体结构,各衍射峰的位置也与文献报道一致[16]。对比发现,随着PEG的加入,MAPbI3在14.2o处的衍射峰变强,PbI2在12.5o处的衍射峰则变弱,这意味着PEG加入后薄膜中MAPbI3的生成量增多,残余的PbI2含量减少。这可能是未加入PEG的MAI溶液与PbI2薄膜接触反应速率快,直接在PbI2薄膜表面生成MAPbI3,导致薄膜深层的PbI2没有充足的MAI进入与之反应,因此残余PbI2含量就会增加。而加入PEG后,由于PEG对MAI有强烈的束缚作用,延缓了MAI与PbI2反应过程,从而促进更多的MAI溶液进入到PbI2薄膜深处与之反应,降低残余PbI2含量,因此在XRD图谱中相对应的峰强就会减弱。这进一步验证了加入PEG可以延缓MAI结晶速率,促进更多的PbI2转变为MAPbI3,从而改善薄膜质量。
为探究PEG添加剂对MAPbI3薄膜内部载流子复合性能的影响, PEG加入与否的电池稳态荧光光谱图如图3所示。研究表明,MAPbI3薄膜光致发光强越高,电子和空穴复合的越少,电池的光电性能越好[17]。由图可知,随着PEG的加入,钙钛矿太阳能电池的光致发光强度降低,表明此时电池内部电子和空穴复合程度变小,有利于电池光电性能的提升。根据文献指出,电子和空穴的复合主要集中在电池内部的缺陷处[18]。结合图1和图2可知,PEG的加入延缓了MAI与PbI2的反应速率,得到致密性好、无明显孔洞的MAPbI3薄膜,从而减少了电子和空穴的复合,降低了电池的光致发光强度,最终提高了电池的光电性能。
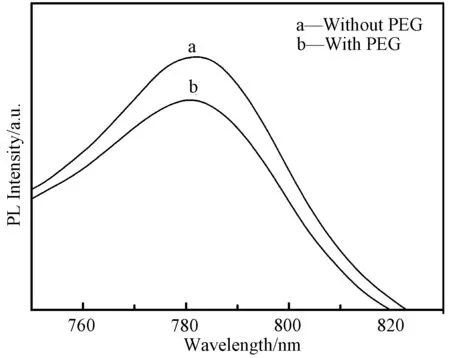
图3 PEG加入与否的电池稳态荧光光谱图Fig. 3 Steady-state photoluminescence spectra of the solar cells with or without PEG addition
3.2 PEG对高湿度环境保存前后电池性能的影响
图4为PEG加入与否的电池在高湿度环境下的J-V曲线图。从图可见,与经MAPbI3薄膜相比,PEG的加入显著降低高湿度条件下电池性能的衰减速率,并维持较高的原始效率(73%)。此外,在保存过程中,观察到电池颜色由深褐色缓慢变成黄色,取出后,未加PEG的电池颜色仍是黄色,而加入PEG的电池颜色由黄色变成深褐色。由文献可知,电池在高湿度环境中保存,深褐色MAPbI3遇水分解成黄色的PbI2和MAI,MAI会进一步分解成CH3NH2和HI,此反应为可逆反应,HI在氧气或紫外光照下会继续分解,促进可逆反应向分解方向进行,MAI含量持续减少。PEG的加入,一方面由于其具有强吸湿性,阻碍了部分水进入MAPbI3薄膜,减少了MAPbI3分解;另一方面由于PEG对MAI有强烈的束缚作用,能抑制其再次分解,当电池移出高湿度环境后,被PEG束缚的MAI能和黄色PbI2发生反应生成深褐色的MAPbI3,由此完成电池的自修复过程,降低高湿度条件下电池性能衰减。

图4 PEG加入与否的电池在高湿度环境下的J-V曲线图 (a) 未加PEG; (b) 加入PEGFig. 4 Current-voltage (J-V) curves of the solar cells with or without PEG addition in high humidity environment (a) without PEG; (b) with PEG
3.3 PEG对电池稳定性的影响
图5为PEG加入与否电池效率衰减曲线图。从图可见,空气中保存30d后,未加PEG的电池效率衰减较快,从6.4%衰减到1.8%,保持了原始效率的28%;加入PEG的电池效率衰减较慢,从11.1%衰减到8.3%,保持了原始效率的75%。结合3.2节分析可知,加入PEG可以阻挡部分水进入电池内部,并且能够抑制MAI的分解,因此电池效率下降速度比未加PEG的电池慢,电池寿命得到提升。
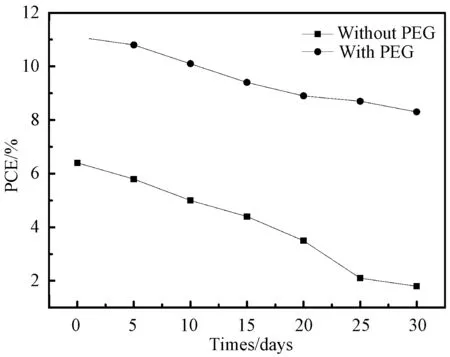
图5 PEG加入与否的电池效率衰减曲线图Fig. 5 Efficiency decay curves of the solar cells with or without PEG addition
3.4 PEG浓度对电池性能的影响

图6 不同PEG浓度的电池J-V曲线图Fig. 6 J-V curves of the solar cells with different PEG concentrations
图6和表1分别是不同PEG浓度电池的J-V曲线图和性能参数表。结合图、表可知,随着PEG浓度的增加,电池的光电转换效率先增大后降低。当MAI与PEG的摩尔比为100∶0.5时,电池性能最优,其对应的开路电压(Voc)、短路电流密度(Jsc)、填充因子(FF)、光电转换效率(PCE)分别由最初的0.80V、19.68mA/cm2、40.56%和6.39%提升至0.87V、21.49mA/cm2、52.27%和9.75%。这说明MAPbI3薄膜中加入少量的PEG有利于电池各项性能提升,可能是因为在光吸收层形成过程中,由于PEG对MAI有强烈的束缚作用,延缓了结晶速率,促进更多的PbI2转变为MAPbI3(图2),从而有利于MAPbI3薄膜中孔洞的减少(图1),改善薄膜质量并抑制电子传输层与空穴传输层的直接接触,降低了内部电子和空穴的复合(图3),最终导致Voc、Jsc、FF和PCE的提升。但是PEG是绝缘材料,加入过量(MAI∶PEG=100∶2或100∶3)会导致电池串联电阻的增加(如表1所示)[14],不利于电荷传输,此时电流密度减少,填充因子下降,最终电池效率降低。

表1 不同PEG浓度的电池性能参数表Table 1 Photovoltaic parameters of solar cells with different PEG concentrations
3.5 MAPbI3退火温度对电池性能的影响
图7和表2分别是不同退火温度电池的J-V曲线图和性能参数表。从图、表可知,随着MAPbI3退火温度的升高,电池效率先增后降。当退火温度为90℃时,电池具有最佳性能参数,对应的Voc、Jsc、FF、PCE分别为0.85V、21.28mA/cm2、45.47%和8.23%。MAPbI3薄膜的退火过程是前驱液溶剂的蒸发和MAPbI3结晶过程,当退火温度较低时,溶剂蒸发不充分,增加了薄膜内部缺陷,促进了电子空穴对复合,使得电池回路中电流减小,降低光电流密度;当退火温度过高时,则会随着溶剂蒸发速率的加快,晶体形核和长大的时间缩短,薄膜的覆盖率降低,缺陷增多,从而导致电池性能降低。

图7 不同退火温度的电池J-V曲线图Fig. 7 J-V curves of solar cells with different annealing temperatures

Annealing temperature/℃VOC/VJSC/mA·cm-2FF/%PCE/%800.84 18.78 46.09 7.23 900.85 21.28 45.47 8.23 1000.81 20.00 45.48 7.36 1100.79 20.31 40.76 6.54 1200.77 19.30 39.06 5.84
3.6 MAPbI3退火时间对电池性能的影响
图8和表3分别是不同退火时间电池的J-V曲线图和性能参数表。从图、表可知,随着MAPbI3退火时间的增加,电池效率先增加后降低。当退火时间为45min时,电池具有最佳性能参数,此时对应的Voc、Jsc、FF、PCE分别为0.87V、22.56mA/cm2、56.26%和11.10%。退火时间越长,MAI和PbI2反应越充分,MAPbI3薄膜越完整,越有利于电荷传输,电池效率也越高。但退火时间过长,MAPbI3会分解缓慢[19],电池效率随之下降。
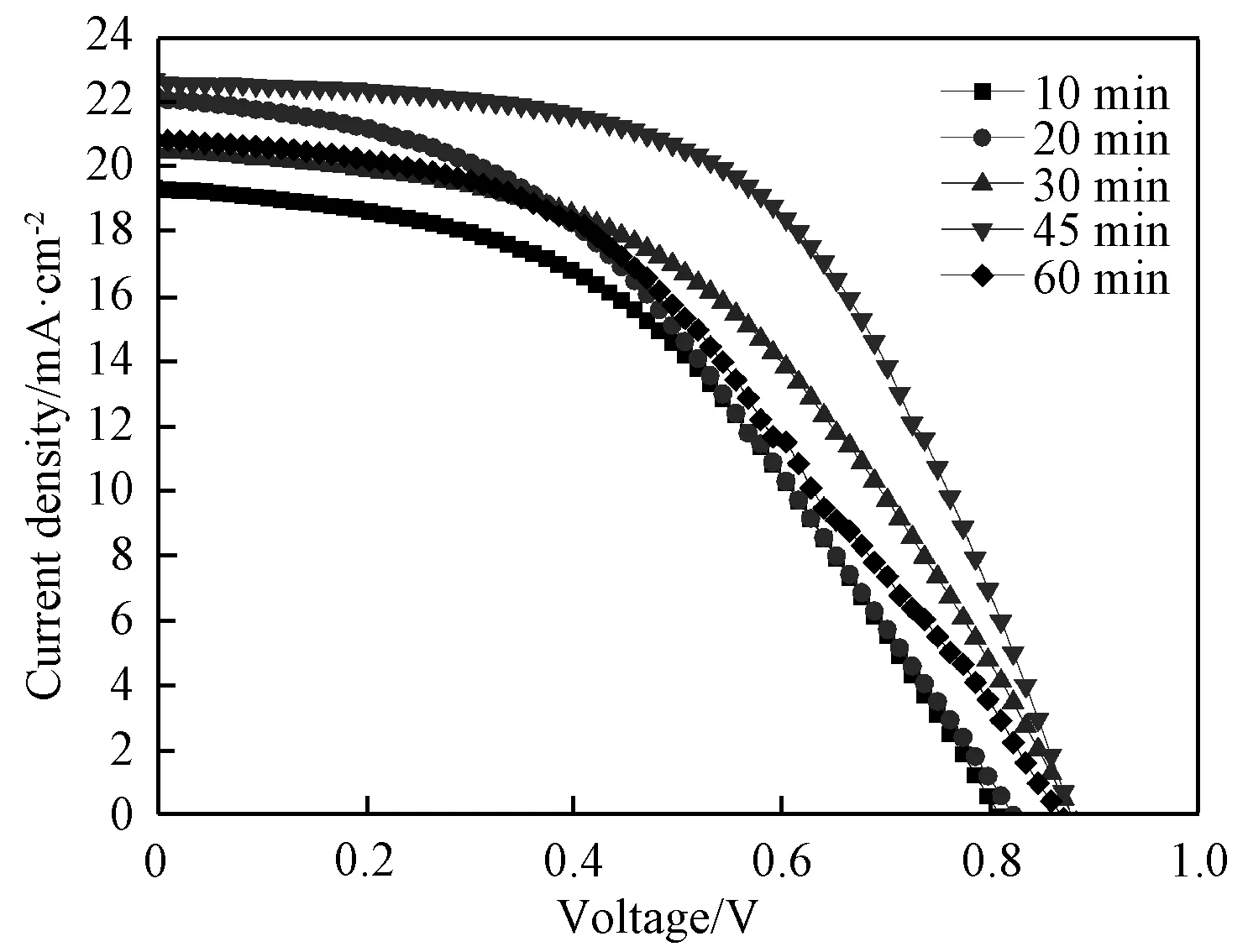
图8 不同退火时间的电池J-V曲线图Fig. 8 J-V curves of solar cells with different annealing time

Annealing time/minVOC/VJSC/mA·cm-2FF/%PCE/%10 0.81 19.29 46.23 7.19 200.82 22.07 41.78 7.55 300.88 20.46 47.80 8.57 450.87 22.56 56.26 11.10 600.87 20.82 43.21 7.79
4 结 论
本研究采用两步法制备MAPbI3薄膜,研究结果表明PEG作为添加剂,对MAI有强烈的束缚作用,能延缓MAPbI3反应速率,促进PbI2向MAPbI3转变,从而获得覆盖率高、无明显孔洞的MAPbI3薄膜,降低电池内部载流子复合。通过工艺参数优化,当MAI和PEG的摩尔比为100∶0.5,90℃退火45min时,电池性能最佳,电池效率可从6.39%提升至11.1%。高湿度条件和稳定性测试表明,加入PEG的电池具有较好的自修复性能,并且在空气中保存30d,电池效率衰减较慢,电池寿命得到较大提升。
