基于PLC 的井下助排剂生产线控制系统设计
2019-11-11方利男
方利男
(西安石油大学电子工程学院,陕西 西安 710065)
关键字:井下助排剂;PLC;冗余
在油气开采过程中, 压裂是常规体积改造手段[1]。但在压裂过程中所产生的工作残液不能完全排出,会对地层造成伤害。通常情况下,可以通过添加一种叫做助排剂的化学品来提高返排效率。助排剂系列产品的生产不仅会涉及很多工艺流程,而且还会用到一系列相关的生产设备。生产助排剂的原料在反应的过程中,对温度、压力、搅拌电机等指标有较高的要求,通常这个过程是在反应釜中进行的。
反应釜在不同的温度阶段,釜温的控制对于助排剂产品的质量有很大的影响。某助排剂生产企业在之前的生产过程中,设备的启停、阀门的开闭等大多依靠工人手动操作,对于工艺参数的调节,也大多依靠工人的现场经验。因此对温度指标控制精度不够、产品质量不高,产品的不合格率一直居高不下。这样不仅浪费了大量人力、物力、财力,而且长期的化工现场操作,对于工人的健康也构成了一定的威胁。针对以上情况,本文设计了一套以西门子S7-300 PLC 为控制核心的助排剂生产线数字化系统,使温度曲线更加符合生产工艺要求,控制精度更加准确。同时也大幅度减少了生产成本,提高了生产效率。
1 助排剂生产工艺简介
助排剂的生产是一个多原料反应的过程。某企业原始的助排剂生产线主要由原料地埋罐区部分、上料泵及计量水罐上料部分、反应釜和平台及工艺管道部分、出料灌装部分四部分组成,其中各部分的功能如下:
1) 原料地埋罐区部分。六座40m3地埋钢衬塑储罐,借助压缩空气将液体原料压入反应釜中,反应釜上装有称重模块,可自动计量。
2) 上料泵及计量水罐上料部分。四台泵组成泵上料系统(含称重部分) 与四台釜一一对应,将200kg 包装的液体物料上入反应釜中。另外还有计量水罐自动上水系统将纯净水加入到反应釜中。
3) 反应釜和平台及工艺管道部分。四台10m3搪瓷反应釜及钢结构平台用来进行主要的反应过程。另外,工艺管道及输送系统用来进行液料输送。
4) 出料灌装部分。由三台20m3钢衬塑成品缓冲罐,三套吨包装灌装和一套槽车灌装组成。并配套有一具20 m3压缩空气储罐,为整套自动化系统提供气源。
考虑到某企业原始的生产线生产效率、自动化程度以及产品质量等较低,本设计在原来生产线的基础上增加了PLC 控制系统,该系统包括自动控制地埋罐上料,生产过程监控、数据记录、自动灌装等功能,将整套系统整合为一个有机体,实现整条生产线的自动化。
2 控制系统设计
根据对现有系统的了解和收到的技术资料,本自动化控制系统采用以下的控制方案:上位监控计算机采用台湾研华公司的IP610 作为工控主机,并设置双机冗余;下位控制PLC 采用德国西门子S7-300 系列+ ET200M 分站的分布式方案。上位机与PLC 之间用PROFINET 总线连接,PLC与四个ET200M 分站之间采用PROFIBUS 总线以树形方式连接。图1 为系统的整体结构图。
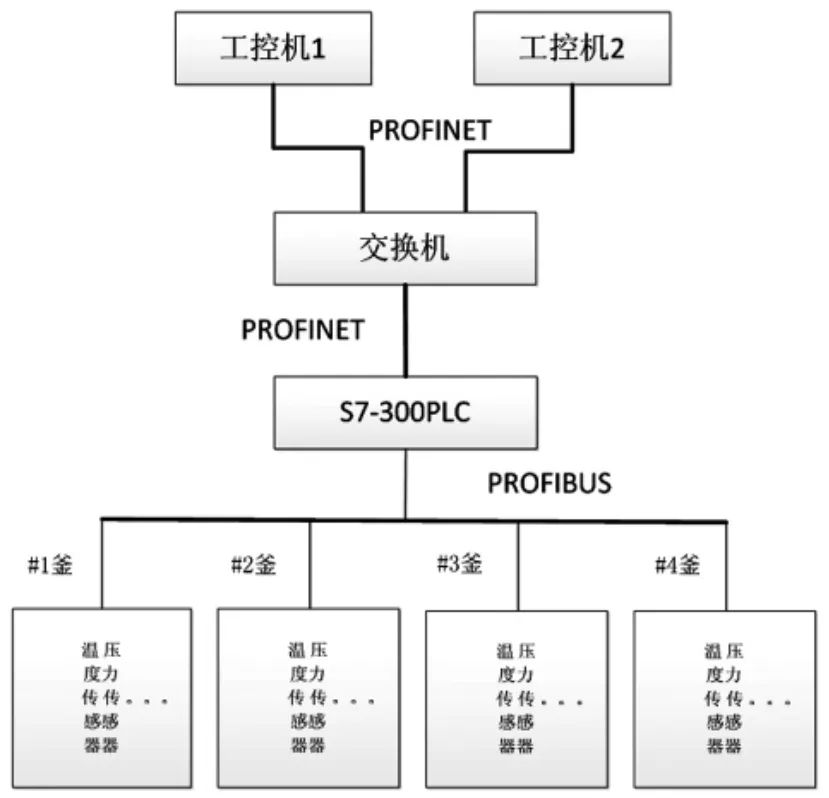
图1 控制系统整体结构
另外,控制系统还包含36 个各型称重传感器,5 个称重通信模块,4 块称重显示仪表,5 台电子称,各型气动阀94 个以及兼具就地显示及远传的温度传感器14 个、压力传感器11 个、液位传感器10 个。
2.1 系统硬件配置
根据现场情况以及控制系统的要求,本设计采用以下硬件配置:其中,CPU 模块选用CPU315-2DP,电源模块选用PS 307-5A,/O 模块选用16 通道/32 通道的数字量扩展模块SM321、SM322,8 路模拟量扩展模块SM331、SM332,并留有15%的余量。通讯接口模块选用IM153-1。
2.2 系统控制要求
该助排剂自动化生产线有以下控制要求:
1) 系统上料计量误差不超过千分之五;
2) 反应釜工作温度:55 ~60 ℃;
3) 反应釜温度均匀性:± 5 ℃;
4) 反应釜温度控制精度:± 1 ℃。
整个助排剂生产线可以分为上料、加热、保温、冷却和出料五个阶段。其中上料和出料阶段的控制属于整个控制系统的辅助部分,主要实现的控制有:启动上位工控机并对原料罐车向地埋罐卸料过程进行实时监控,确保地埋罐压力、液位、温度的检测结果为正常范围;其次借助电子秤,实现200L 桶装料通过上料泵给反应釜准确计量、上料;待反应结束后,关闭加热和冷却装置,产品通过管道泵及管道输送至成品缓冲罐等待灌装。加热、保温和冷却阶段的控制属于整个控制系统的核心部分,主要完成的控制有:打开加热阀提高釜温,利用PID 算法使釜温维持在误差范围内,反应结束后冷却至室温即可出料。
2.3 控制程序设计
根据系统工艺控制要求和助排剂生产线控制系统特点,本设计采用西门子STEP7 软件标准库PID 控制器中的温度控制专用功能块FB58 进行调节。使用FB58 功能块进行温度控制,需要以下三个步骤:
1) 误差计算与死区处理。
首先由外设过程变量选项(PVPER_ON) 选择实数格式或者外围设备的过程值,然后将采集到的外设过程变量值(PV_PER) 转换成与内部设定值(SP_INT) 单位相同的值。PV(反馈值)与SP_INT 的差值就是误差。对误差通过死区环节 (DEADBAND) 进 行 处 理, 可 由 参 数DEADB_W 设置死区宽度[2]。
2) PID 算法与变量计算。
FB58 采用位置式PID 算法,比例运算、积分运算和微分运算3 部分并联[3-5]。使用控制区(CONZ_ON) 来改善系统的控制效果,比较误差是否超过CON_ZONE(控制区范围) 来选择可调节变量值的输出。 通过手动选择开关(MAN_ON) 的0,1 状态来确定LMN(可调节变量) 的值[6]。此时LMN = LMN_P + LMN_I +LMN_D。
3) 控制器参数自整定。
FB58 具有参数自整定功能,通过分析温度的阶跃响应曲线,并提取反应釜温度的特征参数,进行多次寻优后,来确定控制器Kp、Ti、Td 参数的值。如果对于自动整定得到的参数不满意,还可以通过手动修改参数并进行保存,以便使控制效果更为理想。在自整定之前,先切换至手动模式,一段时间后再切换至自动模式,可防止系统变量不稳定而引起的震荡。
在反应釜温度闭环控制系统中,热电偶负责反应釜内液体温度检测,经温度变送器将采集到的液体温度转换成4 ~20 mA 直流电流信号,通过SM331 模块经A/D 转换后进入PLC,PLC 内部程序将转化后的温度与内部设定值SP_INT 进行比较,计算误差并根据FB58 内部控制算法进行运算,将运算结果由SM332 模块经D/A 转换后变为4 ~20 mA 的电流信号,控制电磁加热阀的输出功率[7],从而实现对反应釜温度的控制。
2.4 自动控制流程
助排剂生产线的温度控制程序,是整个下位机程序设计的重点,关乎到助排剂产品的产率和质量。当温度反馈值高于温度设定值1℃时,关闭加热阀,打开冷却阀;当温度反馈值低于温度设定值1℃时,关闭冷却阀,打开加热阀;在误差范围内时,加热阀和冷却阀全部关闭。PID 程序控制实现小范围的恒温控制。图2 为程序设计流程图。

图2 程序流程图
3 监控系统设计
为实现对生产线控制系统的远程监控,上位机监控软件基于Windows 7 系统开发环境,采用WinCC 7.4 作为开发平台。WinCC 是一个强大的全面开放的监控系统,它拥有先进人机界面产品的所有功能,并且编程简单,画面效果好,使管理者在办公室就能浏览整个生产线流程的动态画面,从而更好地熟知生产情况,方便操作管理。如图3 所示为组态软件的整体结构。
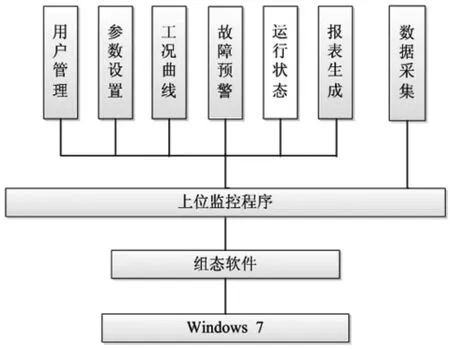
图3 组态软件整体结构
助排剂生产线监控系统画面主要有用户管理、参数设置、工况曲线、故障预警、运行状态和报表生成。其中,用户管理功能主要是用来管理用户信息,包括用户的登录、设置密码与权限,防止其他无关人员修改信息;参数设置功能,用户可以设置反应釜各个阶段的反应温度和反应物料等工艺参数;工况曲线功能,能够使用温度曲线图来显示参数的实时变化,同时用户也可以查看历史曲线;故障预警功能,当系统处于不正常的工作状态时,可报警提醒用户及时进行处理;运行状态功能,用户可动态查看整个生产线的运行画面,方便管理与指导生产;报表生成功能,用户可进行报表打印,以便掌握生产信息。
4 结论
1) 经过设计与改造的IPC+S7-300 PLC+ET200M 的控制系统投入使用以来,稳定性很好,减少了日常维护成本。
2) 在助排剂生产过程中,系统的工艺参数得到了进一步的优化,更加符合了产品的工艺要求。
3) 基于FB58 的温度控制算法,使系统温度控制更为准确,达到、甚至超过了企业要求的性能指标。