全成形毛衫横向编织方式及其成形工艺
2019-10-29吴志明
王 盼, 吴志明
(江南大学 教育部针织技术工程研究中心, 江苏 无锡 214122)
全成形毛衫因一体成形而外观轮廓优美、线条流畅[1],不仅节约了生产成本,还给人们带来了更加舒适的穿着体验。全成形编织技术作为毛衫行业的一项重大突破,已受到业内人士的广泛关注[2]。虽然目前国内引入了一定数量的岛精四针床电脑横机,但是对其编织工艺、成形原理以及全成形产品设计方法的研究还很少[3-5]。四针床电脑横机配置复杂,价格昂贵,能灵活掌握其设备性能和产品设计原理的技术人员非常匮乏,这导致全成形毛衫存在做工不精、款式单一等问题;因此,进一步研究全成形毛衫成形工艺已成为解决问题的关键。
本文以岛精四针床电脑横机MACH2XS153 12G及SDS-ONE APPEX 3设计系统为依托,探讨了全成形毛衫横向编织方式,并对其工艺设计及编织原理进行研究,以期为全成形毛衫的设计与开发提拱理论依据及参考。
1 全成形横向编织方式
全成形毛衫编织时,根据其编织方向不同,可分为纵向与横向编织。纵向编织是从下摆开始,由下至上依次编织。而横向编织则是从一侧袖子开始编织到另一侧袖子,线圈串套方向为横向。这2种编织方式均以圆筒编织为基础,通常以纵向编织为主[4],但某些特定的服装款式,如宽松套衫、蝙蝠袖以及波浪下摆等,需通过横向编织方式才能达到最理想的编织效果。
1.1 横向编织主要特点
全成形横向编织(以上衣为例),即:将衣服按逆时针旋转90°后,从右袖开始编织到左袖为止的编织方式,其成形方式如图1所示。与纵向编织毛衫不同之处主要在于以下3点:1)编织肩袖部位时,由于肩袖连同编织,故袖山与袖窿不存在明显弧度变化;2)编织大身时,下摆和领口部位要进行开口编织,当肩宽、腰宽以及下摆宽存在尺寸差异时,通过单边暂停单边编织的局部编织工艺来实现前后身片的宽度变化;3)因为袖子与大身腋下呈垂直状态,所以袖子与大身宽度设置要适当宽松些,以防穿着不适或行动不便。
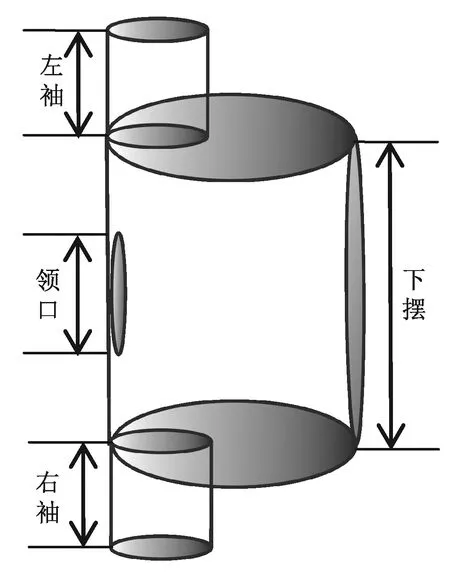
图1 横向编织成形方式
1.2 横向编织的优势
采用纵向编织时,不仅要考虑两边袖子与大身3个圆筒同时编织时,总编织宽度不能超过前后针床长度,还要保证在编织前后身时,保持前后宽度一致[6]。而横向编织方式不仅在一定程度上突破了这些限制,还增加了全成形毛衫的款式变化。
在编织上衣时,不仅能通过大幅度增加肩宽与袖宽来实现宽松、随意的款式效果,还可在领部开口编织时,通过前床多织于前身形成具有垂坠感的轮廓线条;在编织开衫时,通过袖身连同编织,形成蝙蝠袖款式;在编织下装时,可通过采用单边暂停单边编织的局部编织工艺在下摆处执行多织来快速拉大腰部与下摆的差量,以形成自然柔美的波浪形下摆。这种板型效果是纵向编织无法实现的,因为纵向编织拉大腰围与下摆之间差距的主要途径是收放针工艺,采用收放针来改变圆筒宽度时[7],为轮廓线条自然美观,每次收放针数受限,无法实现快速收缩或放大,故横向编织波浪下摆具有更大的优势。
1.3 横向编织毛衫主要类型
为充分发挥全成形横向编织方式的优势,全成形毛衫在采用横向编织时,主要用于生产具有特殊款式效果的服装,如宽松款套头衫、蝙蝠袖开衫、喇叭裙等。图2示出相应的正面款式效果图。
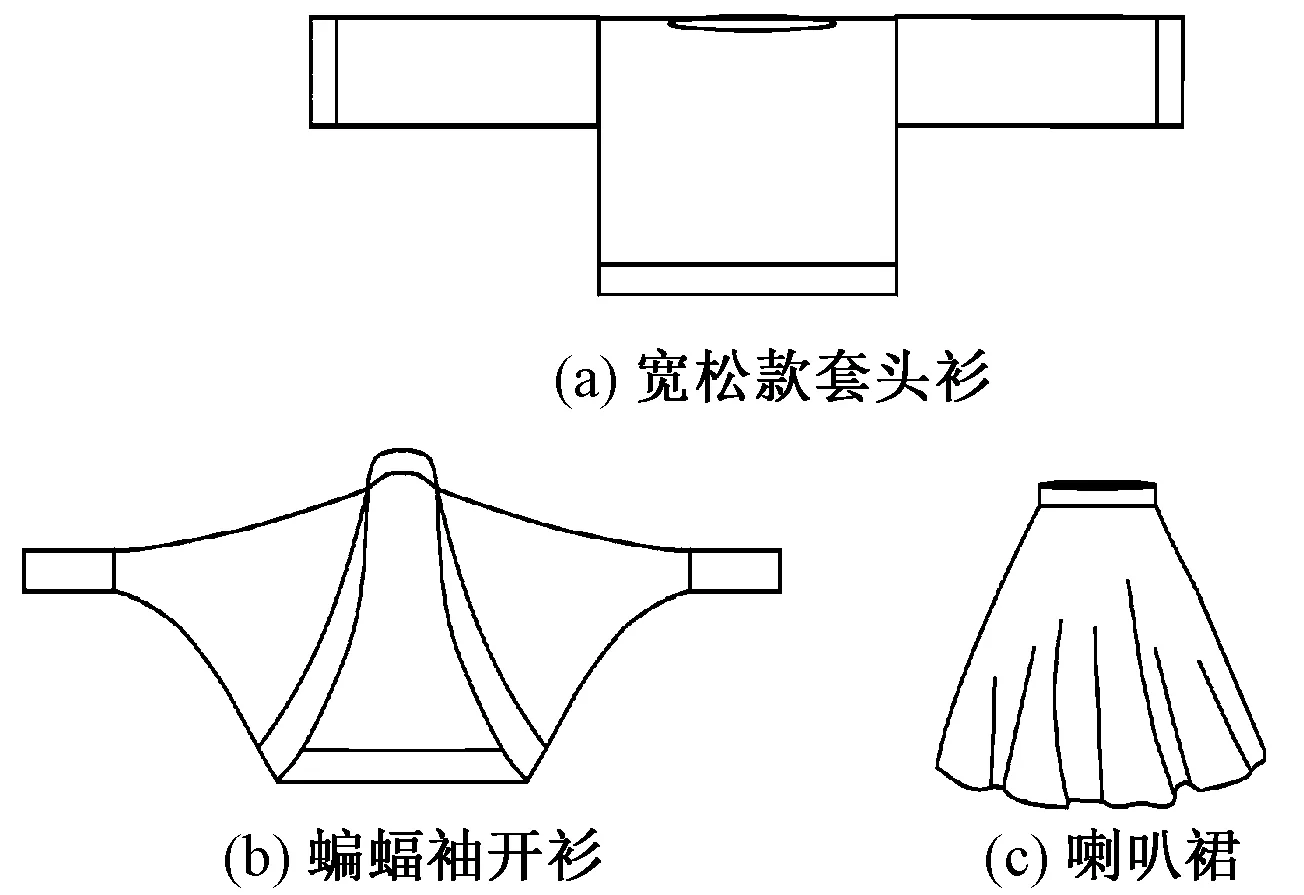
图2 横向编织毛衫主要款式
2 横向编织全成形毛衫工艺设计
与纵向编织相同,在采用横向编织方式上机编织前,先要在全成形设计系统中进行样板制作,根据具体款式要求,进行局部组织花样、外形轮廓以及编织方式等一系列的工艺设定及调整。在实现款式造型基础上,尽量保证编织稳定性和工艺最简化。
2.1 宽松款套头衫设计
图2(a)示出宽松款套头衫。在进行尺寸设定时,要在原基础板型基础上,袖子部分先将袖笼深加大,再调整袖口宽,使之与袖肥相等,呈直筒状;大身部分将肩宽加大后,使肩宽、腰围以及下摆同宽,不存在任何腰身曲线变化;肩部通过加减针来形成左、右肩斜弧线,以增加肩部合体性;领部将前后领深减小,领宽加大,形成一字领。执行组织初期化以及外形调整时,对袖口和下摆进行组织设定,可设定为正反针组织或罗纹组织,此时可将袖口设置为2+2罗纹组织,下摆设置为2+2正反针组织;通过边针排列对领子外形轮廓进行微调,处理领深弧线时有2种排列方法,分别为J曲线和S曲线。图3示出J、S曲线的4种排列形式及对领部的处理,前者采用接近样板轮廓且按照指定行数的倍数处理后,从行数少的开始依序排列,最后形成J曲线。而后者则是从行数多的开始排列,最后形成S曲线。执行编织设定时,根据实际需要进行腋下起底、平收以及废纱编织类型设定。在配置纱嘴时,为形成宽松袖口,袖口部位不插入氨纶,可采用标准纱嘴配置,使袖口与袖身用同一把纱嘴完成编织。

图3 J、S曲线的4种排列形式及对领部的处理
2.2 蝙蝠袖开衫设计
为实现图2(b)所示的款式效果,首先要在设计系统中选择相近款式,然后根据实际要求进行初步款式调整,得到的基础样板轮廓如图4所示。
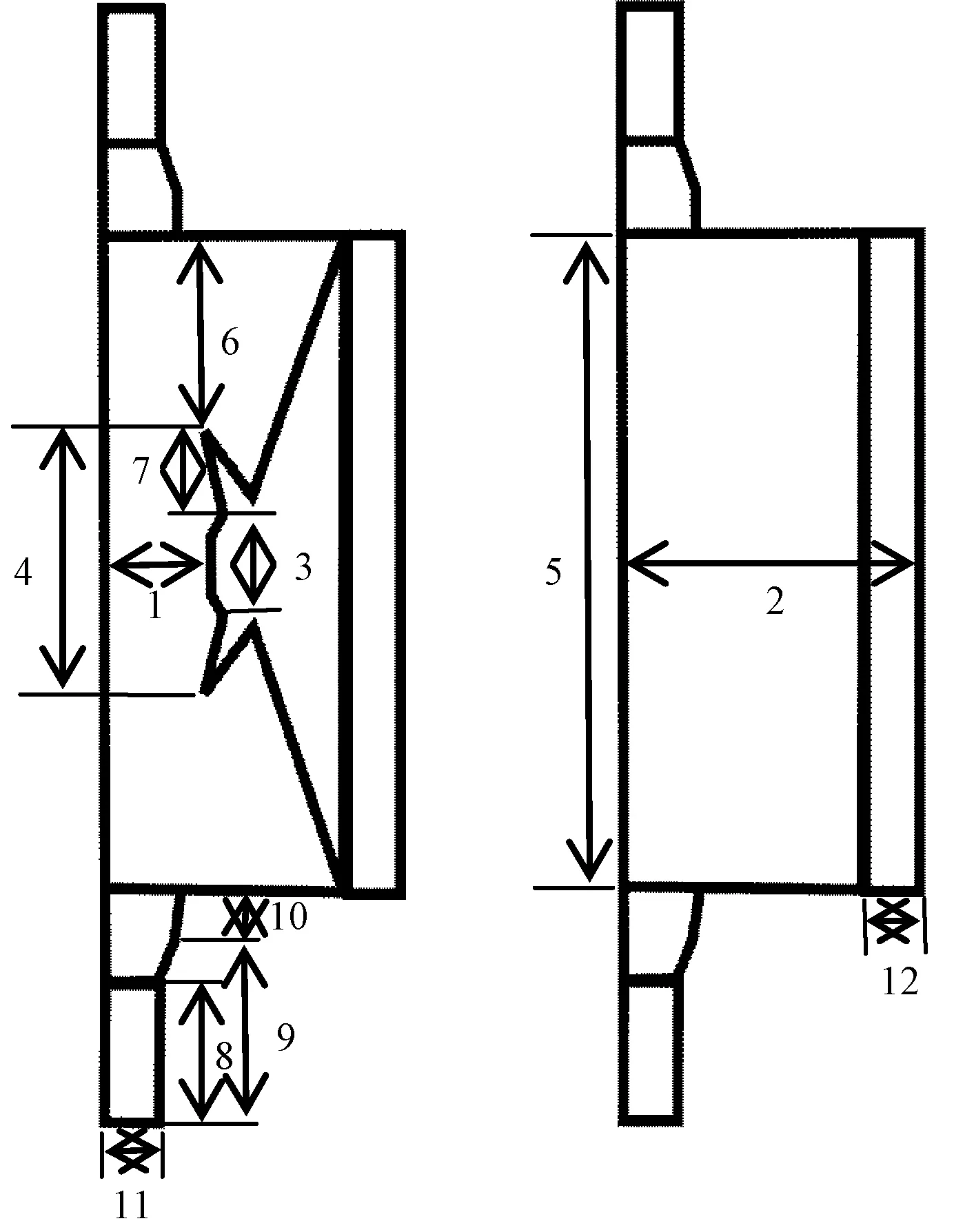
1—后中心长; 2—腋下长; 3—后领宽; 4—肩宽; 5—胸宽; 6—从肩到腋下之间宽; 7—小肩宽; 8—袖口长; 9—上臂长; 10—袖下长; 11—袖口宽; 12—下摆长。
在该样板基础上,要对表1所示关键部位进行尺寸设定及微调,其中,身长处理为后中心长与腋下长之和,袖长等于上臂长与袖下长之和,肩宽等于左、右小肩宽与后领宽之和。在原板型基础上,要将身长和袖口长加大,袖长和袖口宽减小。该款服装通过在小肩宽处设置省道,来形成肩部造型。在执行组织初期化以及外形调整时,将袖口、前襟部位分别进行罗纹组织、正反针组织设定。为编织稳定,袖子部分要进行边针排列,使袖子减针或加针之间空4行以上排列。该款袖口部位编织要插入氨纶,以增加袖口弹性,故在配置纱嘴时,要采用不同纱嘴类型,使袖口罗纹与袖身使用2把不同纱嘴进行编织,最后,系统会根据样板信息以及局部组织设定自动生成相应的编织工艺图。
2.3 喇叭裙设计
根据图2(c)示出的款式要求,输入裙长、腰宽、下摆长以及裙后腰深等关键部位尺寸后,生成裙子基本轮廓。在基础设定中,对裙摆缝接枚数(半周)进行设置,此时可设为6枚。执行组织初期化及外形调整时,可将下摆类型设置为2+2正反针组织,再设定接片花样和接片间隔行数。接片花样有3种类型:重视接片尺寸、接片均等、仅微调。重视接片的尺寸会在保持总编织行数和腰围尺寸状态下,变更成前后上下对称的花样;接片均等会使所有接片形状一致,但当接片间隔行数设为0时,引返的位置会被移动,可避免引返编织的吊目重叠,造成编织动作困难;仅微调代表形状不会被变更,设定仅微调情况时,不可以使用接片间隔行数功能,接片间隔行数默认为0。为了编织效果的美观,通常会采用第 1种接片类型重视接片尺寸。接片间隔行数即接片之间不执行引返编织部位的行数,可设为0、2、4等偶数行,此处设定非0行数不仅能避免引返编织形成的吊目重叠,也可在其花样上描绘边针花样。最后,在全成形编织设定中,设定腰带类型,图5示出含洞腰带和裙腰衬带示意图。当选择含洞腰带时,要设定穿皮筋用边缘那侧和穿皮筋的洞的针数,最小值为4针。
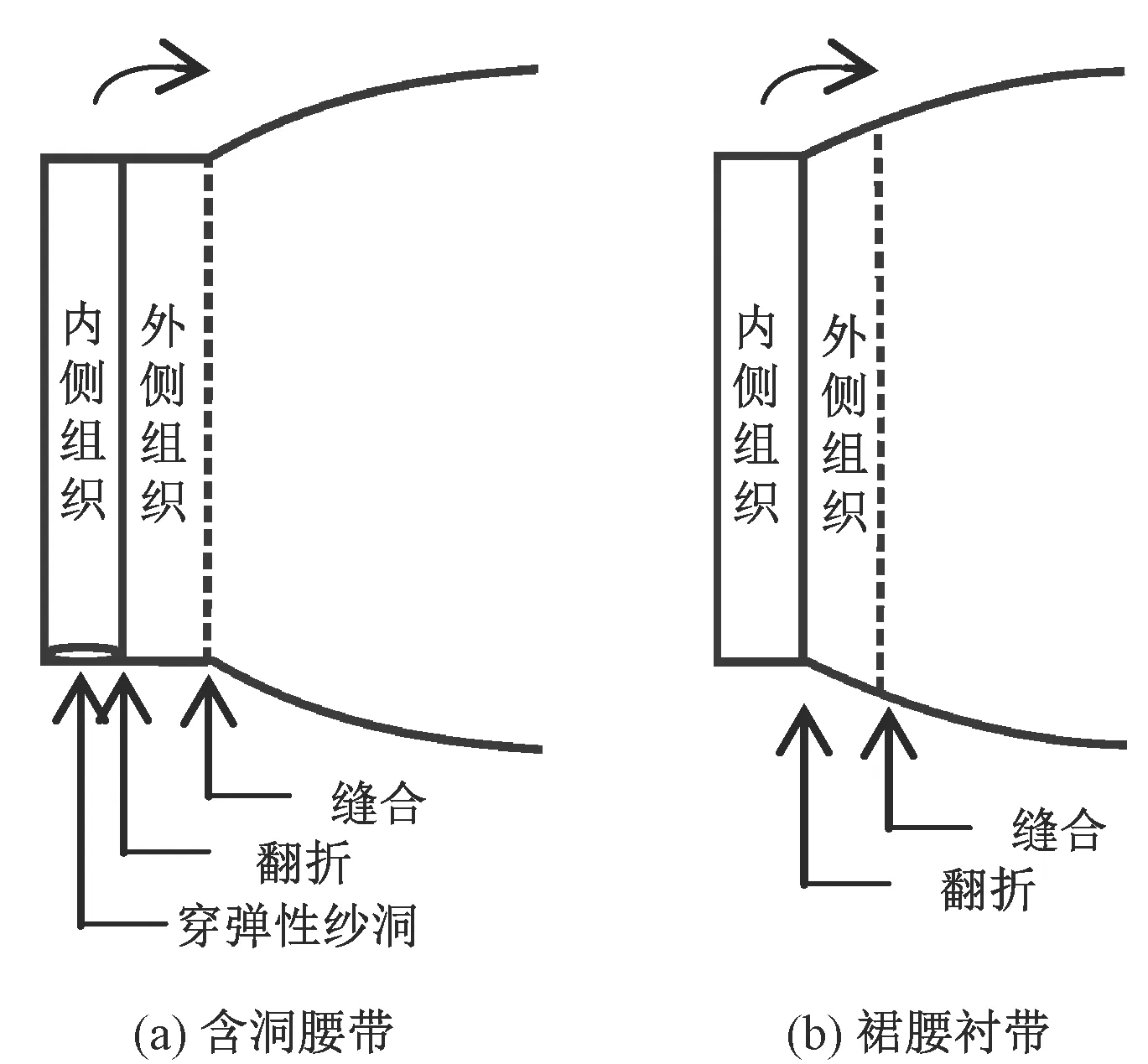
图5 含洞腰带与裙腰衬带示意图
3 横向编织全成形毛衫成形工艺
3.1 宽松款套头衫成形工艺
图6(a)、(b)示出套头衫编织工艺图和纱嘴配置图。

图6 宽松款套头衫示意图
可知,在开始编织右袖时,为保证后续大身编织稳定,腋下要进行废纱编织[8]。此时,指定2把纱嘴同时进行圆筒编织:1把纱嘴用于编织袖筒;1把则进行废纱编织且编织宽度为腋下至下摆距离即侧缝线长度。该编织过程中,袖子和废纱编织宽度始终保持不变。当右袖编织接近大身时,袖子与废纱之间存在一定距离,这时,袖子部位织针暂停编织,废纱部位通过不断执行翻针、摇床等动作向袖子靠拢,以消除二者之间距离。当编织到腋下部位时,废纱部位编织转分离纱后,袖子与腋下合并为1个纱嘴执行编织。先采用起底缝合工艺,在右侧缝部位形成闭口后,再于腋下部位进行十字交叉编织,通过局部多织来增加腋下拼角的牢固度;接着,袖山部位采用局部编织工艺[9],通过逐渐减少工作织针来形成袖山弧线。当开始编织右肩和大身时,右肩至下摆部位采用C形编织方式于下摆处形成开口,右肩斜弧线通过编织过程中执行暗加针来实现,且暗加针产生的空洞可通过挑半目来进行修补。当编织到领口部位时,前、后片使用2把不同纱嘴,在领子和下摆处实现开口编织,左、右侧颈点部位通过前后针床线圈互换来增加其牢固性,领口部位通过在前后针床执行收放针工艺,使工作织针先逐渐减少再逐渐增加,以形成前、后领深弧线。当编织到左肩时,指定1把纱嘴进行编织,其编织方法与右肩相似,该过程通过暗收针形成左肩斜弧线;之后,执行左侧缝部位平收时,为了保证编织外观美观性,要与右侧缝起底类型保持一致。当编织左袖时,按照右袖编织方法,直至编织结束。下机后,将分离纱抽出,废纱编织部分与衣身分离,图6(c)、(d)示出编织样衣的正反面。
3.2 蝙蝠袖开衫成形工艺
图7示出的蝙蝠袖开衫示意图。
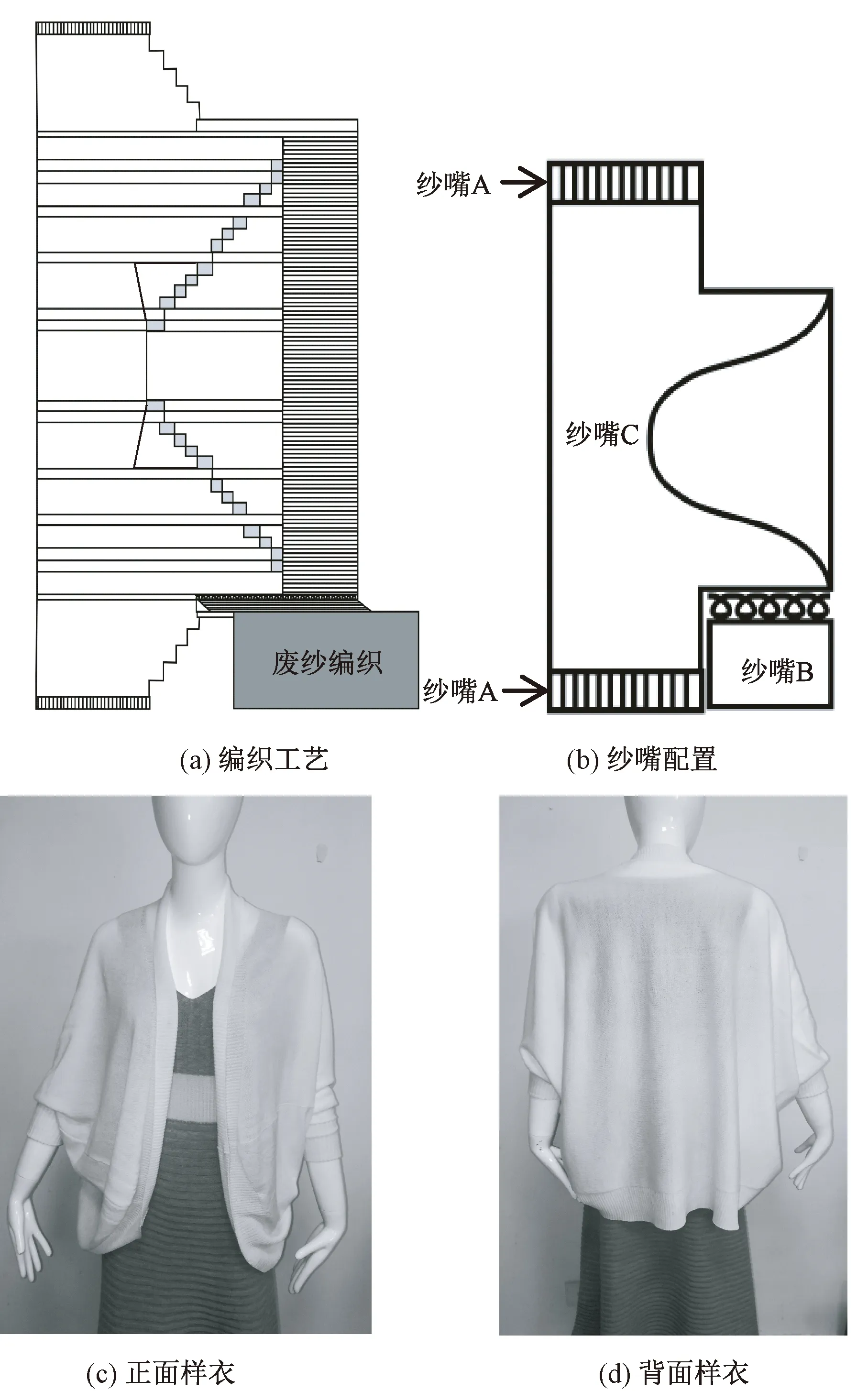
图7 蝙蝠袖开衫示意图
与套头衫相比,该款蝙蝠袖开衫编织工艺不同之处在于,在编织左、右袖时,袖口和袖身要使用2把不同纱嘴进行编织,袖口罗纹编织时要插入氨纶,袖身编织需要通过收放针工艺来实现袖筒宽度变化[10],且袖山不存在任何弧度变化。当编织大身时,指定1把纱嘴在前后针床进行C形编织,使左侧封闭,右侧下摆与前襟打开,并在编织过程中右侧通过采用收放针工艺实现前襟弧度变化。在编织前襟部位时,通过局部多织来使前襟正反针组织更加宽松,编织效果更加美观。当编织到左、右小肩宽部位时,通过连续执行收针动作于肩部形成褶裥,来塑造肩部形状。在编织后身时,通过在左侧前后针床均匀地执行多织来增加后身的宽松度,使上肢活动更加方便灵活。图7(c)、(d)示出编织所得样衣的正反面。
3.3 喇叭裙成形工艺
图8(a)、(b)示出喇叭裙示意图。
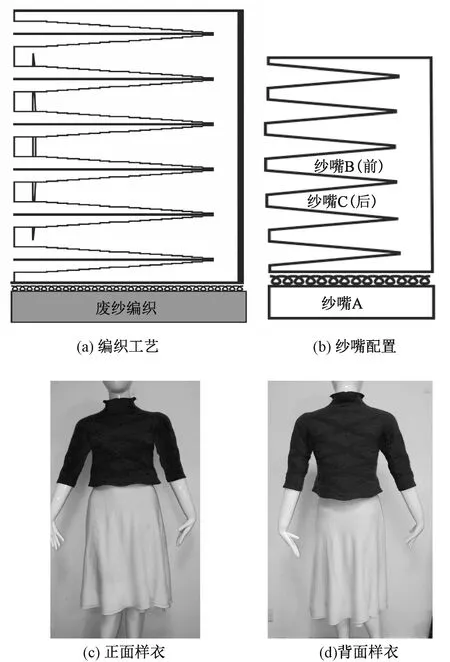
图8 喇叭裙示意图
开始编织时,先指定1把纱嘴在前后针床之间进行废纱圆筒编织,其编织宽度等于裙侧缝长;在完成废纱编织后,要编织一转分离纱,使废纱与身片隔开;编织裙片时,先指定1把纱嘴采用起底缝合工艺,在右侧缝部位形成闭口,为实现含洞腰带编织,在起底过程中,先在左边前下针床进行空洞开口编织,小孔形成后,再在前后针床通过不断地执行翻针、移圈、摇床等动作[11],实现起底缝合,形成闭合裙侧;在完成裙右侧起底后,指定2把纱嘴分别在前针床和后针床进行裙前后片编织,在腰部和下摆形成开口;编织到裙片交接部位时,前后针床分别采用单边暂停单边编织的局部编织工艺,通过逐渐减少参与编织的织针来进行接片连接处的向右上方斜线编织,在局部编织工艺行边缘部位采用编织2行挂1目方式填补因局部编织而产生的空洞;待编织好斜线轮廓后,将之前暂停编织的织针恢复编织,然后再采用局部编织工艺,通过逐渐增加参与编织的织针进行接片连接处的向左上方斜线编织,直至将所有暂停编织的织针全部恢复编织后,前后针床开始正常全出针编织。通过不断地重复以上编织过程,完成喇叭裙各接片的编织。在编织后片时,因后腰深的存在,后片腰头部位需要通过暗收针方式形成后腰深弧线。编织到裙左侧缝时,要采用与裙右侧起底同样的编织方式进行平收处理,使裙子两侧编织外观一致。图8(c)、(d)示出喇叭裙样衣的正反面。
4 结束语
本文针对全成形横向编织特点与优势,选取3个典型款式为研究实例,对全成形毛衫横向编织成形规律进行研究。在编织套头衫时,肩部采用C形编织工艺,使肩部闭合,在下摆处形成开口;领部采用收放针工艺,形成前、后领深弧线。在编织开衫时,前襟部位采用收放针工艺,实现弧度变化;肩部通过打摺处理,形成肩斜弧线;后身通过局部多织来增加其宽松度。在编织喇叭裙时,裙片交接部位采用局部编织工艺,于下摆处执行多织来拉大腰部与下摆的差量;局部编织工艺行边缘部位采用编织2行挂1目方式,填补因局部编织而产生的空洞;裙后腰部位通过暗收针方式,形成后腰深弧线。全成形横向编织方式突破了纵向编织的一些限制,实现了全成形毛衫更多款式的变化,为全成形产品的开发提供了更多可能。
