混合浆料在涤棉混纺织物的应用探讨
2019-10-29曹红梅
曹红梅
(陕西工业职业技术学院,陕西 咸阳 712000)
1 产品特点
生产涤纶混纺织物时,由于要货急,参照了T85/C15涤棉 19 tex品种浆纱工艺生产,结果造成布机效率低,棉球疵布多,不能满足生产需要。
2 浆纱工艺选择
浆纱工艺原则为:
(1)该品种纱号细,覆盖系数51.3%,采用SFJ-1型浆纱机单浆锅单浸双压浆纱。上浆采用“高浓度、中黏度、后重压、前轻压、重被覆、求渗透、小伸长”的配置原则。
(2)对于涤纶混纺品种,由于涤纶纤维是疏水性纤维,纤维表面光滑,受外力作用时,纤维间易产生滑移。浆纱良好的渗透有利于增加纤维之间的粘结力和抱合力,有利于提高浆纱强力;提高被覆有利于贴伏毛羽,增强耐磨性;减少断头及棉球疵布。
3 浆料选用
3.1 方案1
为了增加浆液的渗透性,我们选用了浆料 JS-1PVA,在该品种上进行了试验。JS-1PVA的技术指标见表1。

表1 JS-1PVA的技术指标
JS-1PVA是针对普通聚乙烯醇易结皮、强度过高、浆膜易于撕裂及对合成纤维粘附不足等缺点,在聚乙烯醇分子中引入特性基团而制得的一种新型浆料。它具有水溶性好,毛羽贴伏率高,结皮倾向弱,黏度稳定,浆膜柔软且强度适中等特性。JS-1PVA主要适用于涤棉或纯涤纶短纤维上浆,其具有的特性基团能够大大改善浆料与疏水性纤维的抱合力和亲和性。工艺配方见表2。

表2 JS-1PVA浆料的工艺配方 单位:kg
新配方的浆纱质量及织造效果见表3。

表3 浆纱质量及织造效果
从表3可以看出,此配方浆轴两项质量指标及布机效率与工艺要求基本一致,浆纱干分绞容易,二次毛羽少,浆纱手感滑爽开口较为清晰,但增强率有所下降,棉球疵布比工艺要求增加。我们分析此配方浆液在纱线内渗透较好,但被覆稍差,浆膜柔软。
3.2 方案2
以PVA和变性淀粉为主。PVA-1799具有良好的成膜性、粘附性,浆膜强力大、耐磨性好。同时为增加浆膜柔软性,弥补主浆料浆膜硬脆缺陷,又加入了丙烯酸XZW-1浆料。
我们曾经生产过T90/C10 品种使用了CD-200E浆料,该浆料属高聚合度部分醇解PVA为主体的聚合浆料,在56吋布机上效果很好。于是我们用CD-200E取代一部分PVA来试验。
3.2.1CD-200E 的一般物性
CD-200E 的一般物性见表4

表4 CD-200E 的一般物理性质
3.2.2CD-200E的特性
CD-200E是以高聚合度部分醇解PVA为主体的聚合浆料,适用于细支高密织物的纯棉纱及涤棉混纺纱,特别是纯涤纶及涤棉混纺纱的上浆,可改善浆纱的品质,提高织造效率。取代PVA1799后,浆纱的成膜性与耐磨性得到进一步改善,干分绞阻力小,浆膜完整度高,再生毛羽少。
3.2.3确定配方
PVA浆料工艺配方见表5。
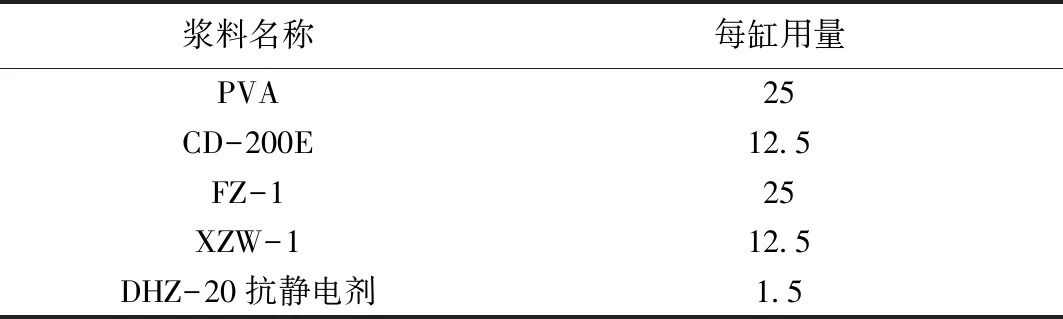
表5 PVA浆料工艺配方 单位:kg
3.2.4浆纱质量及织造效果
浆纱质量及织造效果见表6。
从表6可以看出:浆纱过程中,浆纱手感上浆较大,增强提高,干分绞容易,二次毛羽少,三项质量指标和布机效率均未达到公司指标。织造时由于纱线、停经片、综丝之间的磨擦,造成落浆多,浆膜粘附力差,布面棉球疵点较多。分析原因,可能主要是由于浆纱被覆大,渗透小,浆膜粘附不牢浆纱表面上浆引起的。
3.3 方案3
为了发挥方案1和方案2的优点,兼顾浆纱渗透和被覆,对配方进行了调整。

表6 浆纱质量及织造效果
3.3.1确定配方
调整配方见表7。

表7 调整配方 单位:kg
3.3.2浆纱质量及织造效果
调整后配方的浆纱质量及织造效果见表8。

表8 调整后的浆纱质量及织造效果
从表8可以看出,此配方工厂反映很好,经过小试、大试再到多缸的反复试验,效果仍非常好,于是推广了此配方。 从试验中我们也摸索出了各项配套的技术措施,并纳入了日常检查。要求做浆勤做、少做;上浆要低温上浆;穿2根湿分绞棒;提高后上蜡量;值车工增加巡回次数等。
4 结论
(1)涤棉混纺织物的上浆在浆料选用、上浆工艺等方面与其他原料涤纶混纺物的上浆有很大区别,必须进行试验和优选配方。
(2)涤棉混纺织物的上浆关键在于贴伏毛羽和增加浆纱耐磨性,并坚持兼顾渗透和被覆的原则。
(3)3种不同性质的PVA混合使用,能有效地降低浆膜撕裂强度,改善浆纱干分绞性能,更能增加浆膜的耐磨性,提高织物的可织性。
