纯棉纱线浆料配方设计与织造车间温湿度的设置
2022-01-26金运星沈艳琴姚一军武海良
白 桦,金运星,沈艳琴,姚一军,武海良,郭 权
(西安工程大学 纺织科学与工程学院,陕西 西安 710048)
0 引 言
织造车间的温湿度对织造效率和坯布质量有很大影响[1]。合理设置温湿度,不但有利于提高织造效率,降低空调负荷,减少能耗,还能有效地改善织造车间环境[2]。这一问题也引起了研究者的注意。黄大钵等指出车间温湿度对布面形状影响较大,温度对浆纱强力影响较小[3],但并未说明温湿度与织造过程中经纬纱断裂的关系。杨瑞梁等发现车间的热平均感觉指数PMV值以及热感投票TSV值均远高于国际标准要求的热舒适范围[4]。高温高湿不但提高了空调成本,亦恶化了车间的生产环境。织造车间的温湿度设置一直是纺织厂关心的问题[5]。20世纪80~90年代,BEHERA等[6]及HARI等[7]系统研究了相对湿度与纯棉浆纱性能的关系,并给出了低湿度下棉纱上浆的配方,但这一研究结果主要是针对低支棉纱,并不满足高支纱的要求。WU等针对织物特点,研究了适于低湿度织造的浆料配方,但未能就浆料在不同温湿度下对浆纱性能的影响关系进行分析[8]。SHEN等研究了淀粉的保湿性,希望能在相对湿度低于65 %时满足织造的要求[9]。张希文等研究了温湿度与涤/棉浆纱力学性能的关系[10]。温湿度对浆纱性能的影响持续受到关注。
织造车间湿度较高时,织轴进入织造车间后浆纱处于吸湿状态[11],浆纱回潮率增大[12];当织造车间湿度过低,织轴进入织造车间后浆纱处于放湿状态[13],浆纱回潮率减小[14-15]。有学者提出了在织造时采用吸湿达到平衡的方法进行生产[16-17],合理的控制浆纱的回潮率尤为重要[18]。随着新型织机、浆纱机及浆料的出现以及织造技术的发展,早期研究结果已经无法满足纺织厂生产和质量控制的要求。本文系统研究了多品种的浆纱与温湿度的关系,为纺织厂设置织造车间温湿度提供参考。
1 实 验
1.1 材料
纯棉纱: 14.6 tex(山东孚日纺织集团);9.7 tex(山东帝纱纺织公司); 7.3 tex(山东大海纺织公司)。
聚乙烯醇1799(PVA,兰州维尼纶厂);PVA205(日本可乐丽);变性淀粉SPR-SC(荷兰AVEBE公司);变性淀粉A115 (荷兰AVEBE公司)。
1.2 仪器
电子纱线强力仪(常州第一纺织设备有限公司);JY20002电子天平(上海精其仪器有限公司);HWS-250恒温恒湿箱(上海精宏实验设备有限公司);GZX-GF101-MBS电热恒温鼓风干燥箱(上海跃进医疗器械厂);NicoletIS5型红外光谱仪(美国赛默飞世尔科技公司)。
1.3 浆料配方
所用的原淀粉及变性淀粉A115、 SPR-SC 的红外光谱图如图1所示。
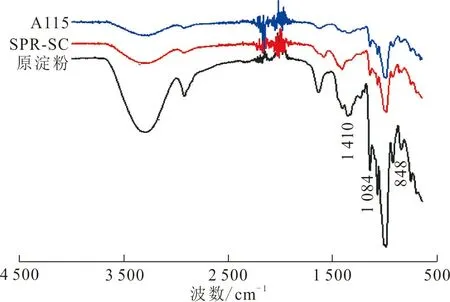
图 1 原淀粉及变性淀粉A115、SPR-SC的红外光谱图Fig.1 Infrared spectra of raw starch,modified starch A115 and SPR-SC
变性淀粉A115及SPR-SC均为荷兰AVEBE公司生产的马铃薯变性淀粉,特点是浆液成膜性好、透明度高。从图1可看出,在1 410 cm-1、1 084 cm-1和848 cm-1处均出现原淀粉的特征吸收峰,表明A115及SPR-SC的结构均为淀粉浆料。
实验采用2类浆料共4种配方对纺织厂典型纱线进行上浆,第Ⅰ类为PVA与变性淀粉配伍,第Ⅱ类为纯变性淀粉浆料。浆料配方如表1所示。
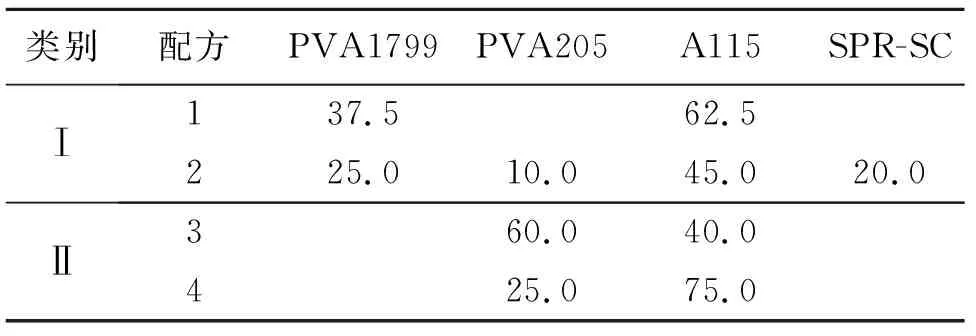
表 1 浆料配方Tab.1 Size formula 单位:%
1.4 浆纱性能测试
1.4.1 浆纱回潮率 采用恒温恒湿箱测定涤/棉浆纱的回潮率。
1.4.2 浆纱强伸性能 采用HD021N电子纱线强力仪对浆纱的断裂强力和伸长率进行测试[19]。
1.4.3 浆纱耐磨性 采用Y731D型纱线耐磨仪,按照文献[20]的方法测试浆纱的耐磨性能。
1.4.4 浆纱毛羽测试 采用毛羽测试仪,按照文献[21]的方法测定浆纱后的毛羽降低率。
1.4.5 浆纱上浆率 采用氢氧化钠退浆法[21]测定浆纱的上浆率。
2 结果与讨论
2.1 PVA和变性淀粉配伍下的浆纱性能
图2为14.6 tex纯棉纱按配方1经PVA和变性淀粉协同上浆(记为浆纱1),于不同温湿度下的浆纱性能。从图2可以看出:在温度25 ℃、相对湿度65%时,浆纱具有较优的平均断裂增强率以及增磨率,并且平均毛羽降低率达到最大,纱线平衡回潮率达7.5%。在该温湿度环境下浆纱具有良好的物理机械性能。温度为22、25、28 ℃时,浆纱断裂强度、耐磨次数以及有害毛羽根数的变异系数分别为(0.012 3,0.012 4,0.016 0),(0.213,0.184,0.616),(0.016 5,0.024 6,0.049 3)。
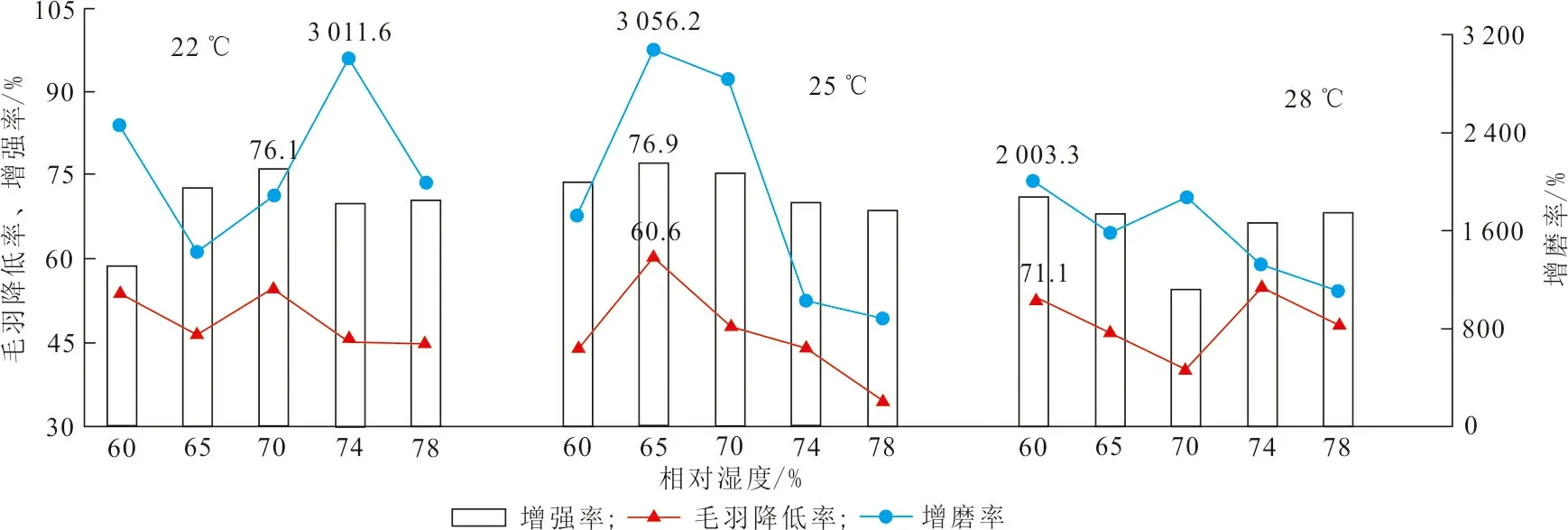
图 2 浆纱1于不同温湿度下的浆纱性能Fig.2 Size performance of yarn 1 under different temperature and humidity
图3为9.7 tex纯棉纱按照配方1经PVA和变性淀粉协同上浆(记为浆纱2),于不同温湿度下的浆纱性能。从图3可以看出:在温度28 ℃、相对湿度60%时,浆纱具有较优的平均断裂增强率以及增磨率,并且浆纱的平均毛羽降低率达到最大,浆纱平衡回潮率达6.7%。因此,在该温湿度环境下浆纱具有较为良好的物理机械性能。温度为22、25、28 ℃时,浆纱断裂强度、耐磨次数及有害毛羽根数的变异系数分别为(0.013 5,0.207 0,0.044 9),(0.024 7,0.023 4,0.033 7),(0.022 8,0.031 6,0.034 0)

图 3 浆纱2于不同温湿度下的浆纱性能Fig.3 Size performance of yarn 2 under different temperature and humidity
图4为7.3 tex纯棉纱按配方2经PVA和变性淀粉协同上浆(记为浆纱3),于不同温湿度下的浆纱性能。从图4可以看出:在温度25 ℃、相对湿度65%时,浆纱具有较优的平均断裂增强率以及增磨率,并且浆纱的平均毛羽降低率达最大,浆纱平衡回潮率达7.2%。因此,在该温湿度环境下浆纱具有较为良好的物理机械性能。在温度为22、25、28 ℃时,浆纱断裂强度、耐磨次数以及有害毛羽根数的变异系数分别为(0.026 6,0.028 6,0.069 6),(0.025 2,0.018 8,0.091 1),(0.023 4,0.023 1,0.038 0)。
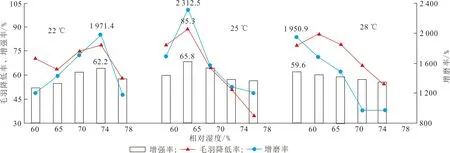
图 4 浆纱3于不同温湿度条件下的浆纱性能Fig.4 Size performance of yarn 3 under different temperature and humidity
可见,采用PVA与变性淀粉协同配方浆纱,当温度在25~28 ℃,相对湿度为65%时,浆纱性能较好。原因是温度在25~28 ℃时,浆液中的纤维分子间活跃度增加,使得亲水基团与水分子以氢键的形式得到充分结合,可以稳定地存在于浆膜中。另外,完全醇解PVA的大分子侧基中只存在羟基[22],使其具有良好的吸湿性,弥补了变性淀粉在相对湿度较低时浆纱断裂强力下降的缺点。在相对湿度高于65%时,浆液内部含有充足的水分子,一方面大分子链段的活跃度增加,运动性加剧,另一方面由于过多水分子,使得包覆在纱线表面的浆膜变软,浆纱承受外力的能力变差,从而表现为断裂强力下降,耐磨性及毛羽指数变化较大;而在相对湿度65%下,浆液内部大分子链段中的羟基与水分子结合成氢键,形成结合水,此时浆纱的断裂强力、伸长率及耐磨性表现出较优性能。
2.2 变性淀粉浆料下的浆纱性能
图5为14.6 tex纯棉纱按配方3经变性淀粉浆料上浆(记为浆纱4),于不同温湿度下的浆纱性能。从图5可以看出,在温度25 ℃、相对湿度74%时,浆纱具有较优的平均断裂增强率以及增磨率,并且浆纱的平均毛羽降低率达到最大,浆纱平衡回潮率达9.8%。因此,在该温湿度环境下浆纱具有较为良好的物理机械性能。当温度为22、25、28 ℃时,浆纱断裂强度、耐磨次数以及有害毛羽根数的变异系数分别为(0.017 3,0.024 7,0.043 0),(0.017 3,0.016 8,0.032 8),(0.014 3,0.025 5,0.028 2)。
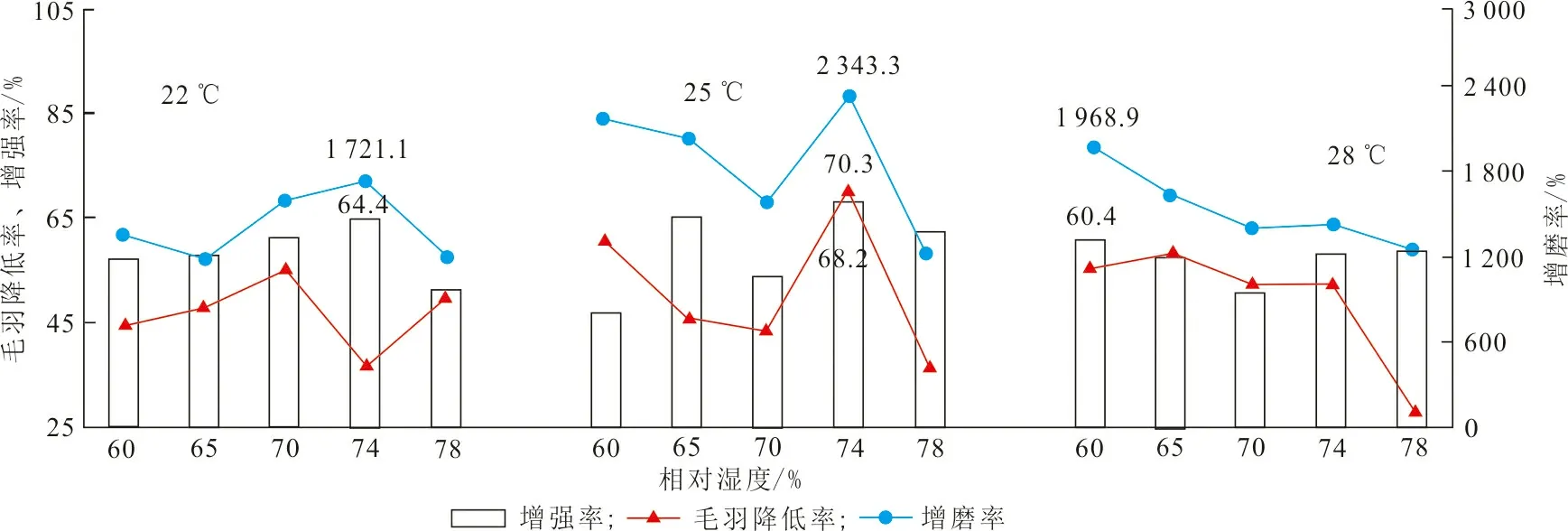
图 5 浆纱4于不同温湿度下的浆纱性能Fig.5 Size performance of yarn 4 under different temperature and humidity
图6为9.7 tex纯棉纱按配方3经变性淀粉浆料上浆(记为浆纱5)于不同温湿度下的浆纱性能。从图6可以看出:在温度25 ℃、相对湿度70%时,浆纱具有较优的平均断裂增强率以及增磨率,并且浆纱的平均毛羽降低率达到最大,浆纱平衡回潮率达8.2%。因此,在该温湿度环境下浆纱具有较为良好的物理机械性能。当温度为22、25、28 ℃时,浆纱断裂强度、耐磨次数以及有害毛羽根数的变异系数分别为(0.024 0,0.074 0,0.049 5),(0.020 1,0.049 2,0.047 3)及(0.015 0,0.070 1,0.031 1)。
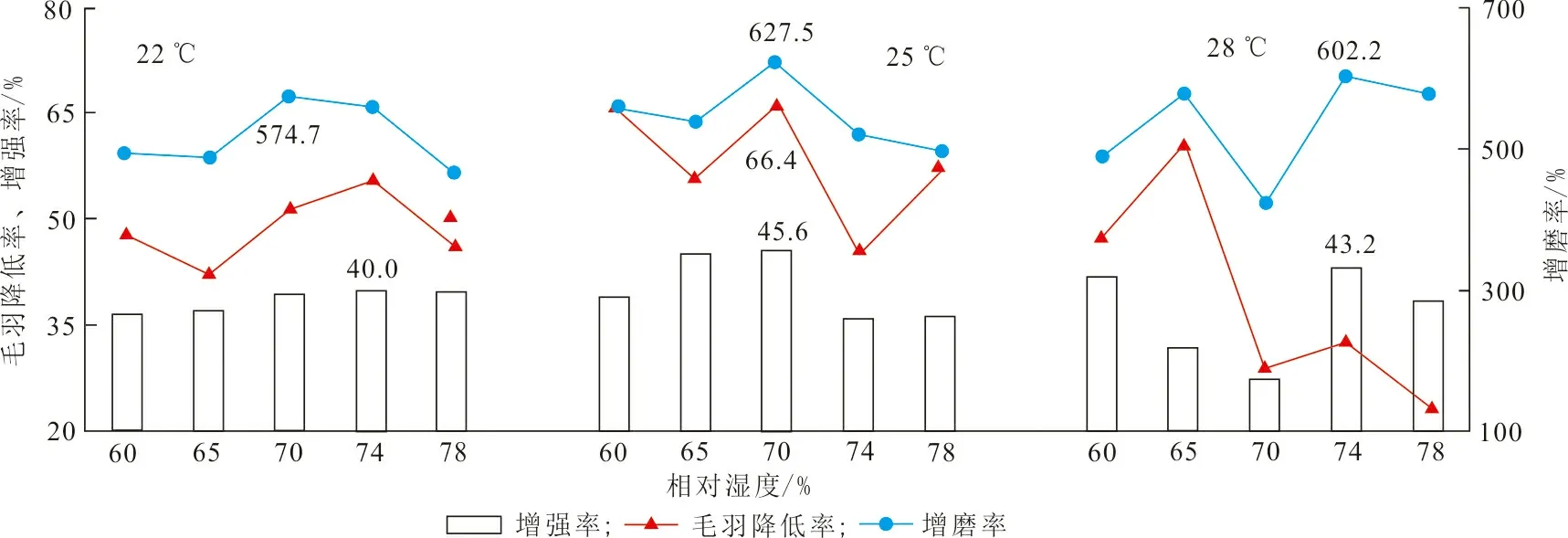
图 6 浆纱5于不同温湿度下的浆纱性能
图7为7.3 tex纯棉纱按照配方4经变性淀粉浆料上浆(记为浆纱6)于不同温湿度下的浆纱性能。从图7可以看出:在温度25 ℃、相对湿度70%时,浆纱具有较优的平均断裂增强率以及增磨率,并且浆纱的平均毛羽降低率达到最大,浆纱平衡回潮率达7.8%。因此,在该温湿度环境下浆纱具有较为良好的物理机械性能。当温度为22、25、28 ℃时,浆纱断裂强度、耐磨次数以及有害毛羽根数的变异系数分别为(0.023 2,0.040 7,0.091 5),(0.026 7,0.028 0,0.093 6),(0.024 0,0.035 2,0.088 3)。

图 7 浆纱6于不同温湿度下的浆纱性能
可见,当织造车间温度为22~25 ℃,相对湿度在70%以上时,纯变性淀粉配方浆纱有良好的性能。原因是淀粉浆料为高分子碳水化合物,本身存在葡萄糖基的环状结构及羟基(—OH),所以形成的浆膜脆、硬,表现为耐屈曲性差、伸长小;而当相对湿度增加,浆纱可从空气中吸湿,吸收的水分子增强了淀粉的塑性,从而提高了浆纱的性能。不过,当温度也升高时,浆纱表面浆膜就会吸湿过高,从而导致为浆膜变软,耐磨性能降低。
综上所述,对于不同的纯棉纱上浆,采用2类浆料配方,会在不同温湿度下得到不同的浆纱性能。对于PVA和变性淀粉协同配方的浆纱,在温度较低的环境下,就能获得较好的浆纱性能;而对于纯变性淀粉浆料浆纱,则需要在较高的温湿度下,才能获得较好的浆纱性能。
2.3 不同湿度对浆纱织造效率的影响
图8为不同浆纱在不同湿度下的织造效率。上浆率为7.15%的PVA和变性淀粉协同浆纱,在相对湿度60%的条件下展现出比相对湿度65%以上更高的织造效率(88.4%);而上浆率为9.77%的变性淀粉浆纱,在相对湿度达到75%以上时才显示出较高的织造效率(86.4%),当其在相对湿度60%条件下进行织造时,织造效率显著降低,为62.4%。这一结果说明:PVA和变性淀粉协同浆料适于在低上浆率低、湿度条件织造,而变性淀粉浆纱需在较高上浆率、高湿度条件下织造。原因是高上浆率使黏附在纱线基体表面和内部的浆料需要充足的水分来维持浆膜韧性和纱线紧密性,而低上浆率仅需要较少的水分来保持浆膜韧性。为此,织造车间可采用PVA和变性淀粉协同配方,在相对湿度60%~65%条件下完成织造。

(a) PVA和变性淀粉协同浆纱
3 结 论
1) 采用PVA与变性淀粉协同浆纱,当织造车间温度为25~28 ℃、相对湿度65%,纱线回潮率在6.5%~7.5%时,浆纱具有良好的性能。
2) 采用纯变性淀粉浆料浆纱,当织造车间温度为22~25 ℃、相对湿度70%以上,纱线回潮率在7.5%~9.5%时,浆纱具有良好的性能。
3) 采用PVA和变性淀粉协同浆纱,在相对湿度60%~65%条件下可实现顺利织造。
