X80M钢级螺旋埋弧焊管焊缝冲击韧性控制措施
2019-10-17孙志刚谷海龙冯伟华王海生邹志忠
孙志刚,谷海龙,冯伟华,王海生,邹志忠
(1.渤海装备华油钢管公司,河北 青县 062658;2.渤海装备钢管设计研究院,河北 青县 062658)
世界能源需求的日益增长,加快了石油天然气的管道运输,促进了国内外石油天然气管道向高钢级、大直径、长距离发展。在我国建成的西气东输二线管道工程中已经大量使用X80 管线钢[1],在 “十三五” 期间规划建设的西四线、新疆煤制气外输管道、中亚D 线等工程也将采用X80 钢级埋弧焊管,可以看出,到目前为止,X80 钢级已成为我国天然气输送管道主要用钢。
1 焊缝冲击性能控制的重要性
X80 管线钢的化学成分设计一般采取以低碳(或超低碳)-锰-铌系为基础,再适量添加其他合金元素的方法[2],通过控轧控冷技术实现以针状铁素体为主的组织控制。由于母材组织的细晶化,使得在强度提高的同时仍具有较高的韧性,以保证所要求的止裂韧性。但是这种高强度管线钢在埋弧焊焊接过程中有个突出问题就是焊缝韧性的下降[3],在管道的运行历史中,因焊缝韧性不足而导致的断裂事故时有发生,只要存在裂纹源,裂纹的扩展总是沿着韧性最差的部位进行,从这一点考虑,总希望焊接接头的最薄弱部位也要具有足够的韧性储备[4]。因此,提高焊缝的韧性水平是管道安全可靠运行的保证,必须有针对性地提出行之有效的焊缝韧化措施。
焊缝金属组织一般是混合组织,在连续冷却过程中,先后发生高温转变、中温转变及低温转变,不同的转变温度将形成不同的组织类型和晶粒尺寸,对韧性会带来不同的影响,焊缝合金含量、含氧量、冷却速度及焊缝强度水平等都对焊缝的韧性造成一定的影响,另外夹杂物的性质、尺寸及分布等也会影响焊缝韧性。但是焊丝中的脱氧元素要有一定的量,以防止焊接电流、电压变化时引起焊剂熔化量改变而带来的脱氧效果不稳定[5],控制难度较大,同时受螺旋埋弧焊管制造过程限制,焊接热循环控制无有效手段,焊缝中夹杂物控制较难实现,研究焊缝合金成分及冷却速度控制对焊接冲击韧性的影响相对容易实现。
2 合金成分与焊缝冲击性能关系
焊缝的形成是一个局部冶金的过程,因而它与管线钢母材同样存在合金化问题,不过由于焊缝金属的化学成分不仅与焊接材料有关,还在很大程度上受到母材稀释和焊接工艺等多方面因素的影响,这就使焊缝金属化学成分的控制更为复杂。合金元素以多种方式影响着焊缝的韧性,细化焊缝晶粒的元素和促进针状铁素体形成的元素使焊缝金属韧化,固溶强化元素和沉淀强化元素使焊缝金属韧性降低。管体母材的成分一般由钢厂确定,调整难度大,所以改善焊缝化学成分比较行之有效的方法就是改变焊接材料化学成分,又因为焊剂中化学元素烧损严重,且焊剂提高冲击韧性的有效方法是提高碱度,提高碱度的方法会带来焊缝工艺性能变差的不良后果,不太适用于X80 钢级厚壁螺旋埋弧焊管生产,焊丝作为熔敷金属的主要来源,对于焊接接头的力学性能有着至关重要的作用,其在焊接过程中与焊剂所发生的一系列物理和化学反应将直接影响焊缝中合金元素的过渡,进而控制焊接接头熔敷金属组织,影响焊接接头的力学性能[6],所以从焊丝合金成分控制方面入手相对较为容易。
2.1 Ni对焊缝冲击性能的影响
Ni 是钢材及焊缝中不可或缺的有益元素,Ni 可使钢材CCT 曲线 (过冷奥氏体连续冷却转变曲线)右移,可以促进针状铁素体的形成,使焊缝韧性提高[7]。目前部分钢厂在生产X80 钢级卷板时不添加Ni,普通焊丝中Ni 的含量也是微乎其微,针对这一问题,需要在焊丝中添加Ni来提高焊缝韧性。试验选用3 种不同Ni 含量的焊丝 (编号分别为 1#、2#、3#)进行焊接,并对焊缝进行了冲击韧性试验。其化学成分及冲击韧性试验结果见表1。从表1 可以看出,随着焊丝中Ni 含量的增加,焊缝中Ni 含量随之增加,焊缝的冲击韧性也明显提高。
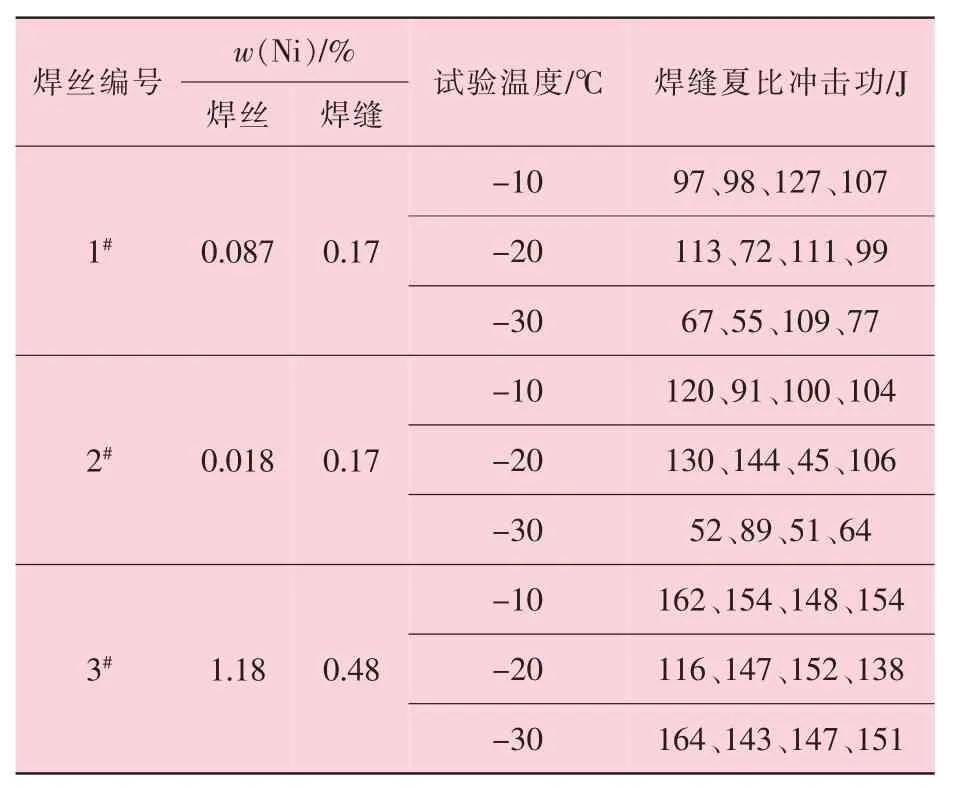
表1 不同Ni 含量时焊缝冲击韧性对比
通过对冲击韧性试样进行扫描电镜断口分析,Ni 含量低的焊缝存在部分解理断裂,而Ni含量高的焊缝绝大部分为韧窝断裂 (如图1 所示)。试验结果表明,在焊丝中的Ni 可以向焊缝中过渡奥氏体化合金元素Ni,可以增加过冷奥氏体的稳定性,促使焊缝粒状贝氏体组织的转变温度下降,从而细化其中的 M-A 组元[8]。但同时也要注意,部分文献指出,当w(Ni)超过4%时,柱状晶和原奥氏体晶粒都发生粗化[9],反而不利于焊缝韧性。

图1 焊缝冲击韧性试样断口形貌
2.2 N对焊缝冲击性能的影响
对于低合金钢来说,N 是有害元素之一,它会使钢的塑性和冲击韧性降低,且与P 一样可引起钢的冷脆,同时N 还会与钢中的Ti 和Al 等元素形成氮化物夹杂[10],降低焊缝韧性。同时当焊缝金属中含有一定比例的Ti 时 (通常认为Ti/N=2~3时最佳,且w(Ti)=0.01%~0.02%,w(N)<0.01%才能保证其冲击韧性),能够和N 形成高熔点化合物TiN,一方面降低了固溶N 的含量,另一方面TiN 的析出有利于细化组织,提高韧性; 但是当N 含量增加时,Ti 含量的不足使得N 或固溶在基体中,或与V 形成细小共格沉淀相,使焊缝过于强化而降低韧性[11]。
焊缝金属中N 主要来源于母材、焊丝、焊剂以及焊接过程中空气的侵入 (焊接线能量越大影响越明显)等几个方面。因埋弧焊空气侵入不可避免,所以要重点关注母材和焊材中N 的含量。图2 为焊缝冲击性能不合格断口宏观形貌,从图2可以看出,断口无明显塑性变形且相对平齐,无纤维区及剪切唇,显示脆性断裂特征,整个断面上未见肉眼可见夹杂物或明显的放射中心,断口颜色相对光亮,可以观察到发亮的小刻面。
经调查,出现焊缝冲击性能不合格的各企业所用卷板厂家、焊剂、试验温度均不同,但是焊丝却为同一厂家提供的同一牌号的焊丝,焊丝及焊缝化学成分见表2。由表2 可见,该焊丝中w(N)=0.043 1%,焊缝中 w(N)=0.011 7%,且焊缝中Ti/N 为1.23。

图2 焊缝冲击性能不合格断口宏观形貌
为了进一步研究N 含量对焊缝性能的影响机理,对焊缝组织进行了金相分析及扫描电镜分析,分析结果如图 3 所示。从图 3 (a)可以看出,铁素体尺寸略大,且多边形铁素体的比例较大; 从图 3 (b)可以看出,存在解理台阶及河流花样,表现为典型的穿晶解理断裂特征。
通过以上分析可以得出,造成焊缝冲击性能不合格的主要原因是焊丝中N 含量过高,将焊丝全部更换后未再出现焊缝冲击不合格。可见,焊缝中N 含量过高,Ti/N 比例不合适是造成焊缝冲击不合的主要原因。
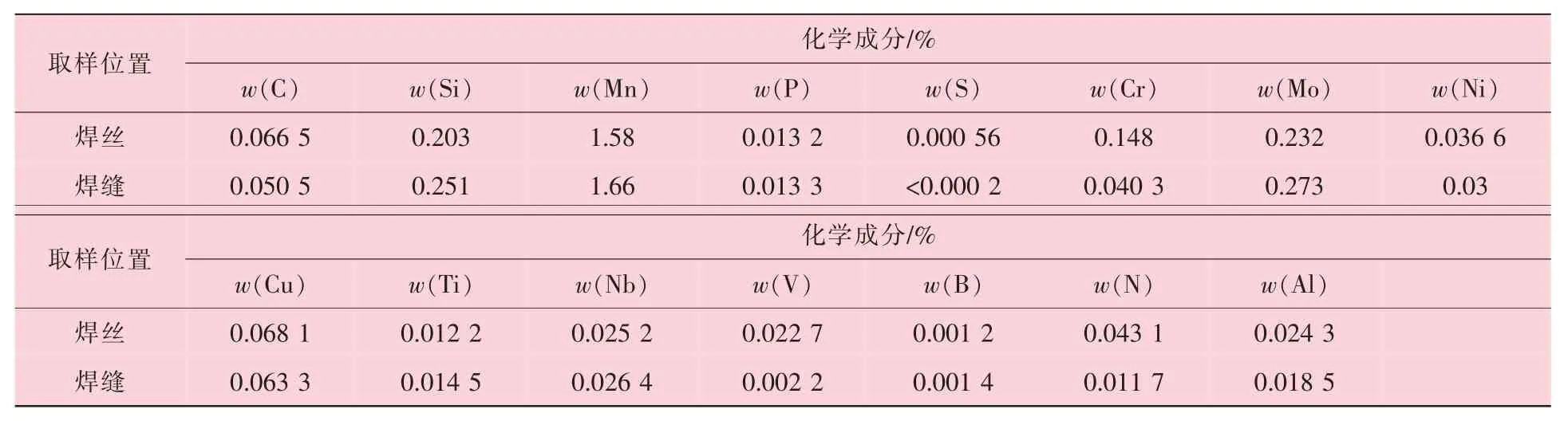
表2 焊丝及焊缝化学成分对比

图3 焊缝冲击性能不合格显微组织照片
3 冷却速度与焊缝冲击性能关系
如前所述,为了得到高韧性的焊缝金属,必须获得细小晶粒的焊缝组织,为此就要抑制晶界铁素体和魏氏组织状的侧板条铁素体,增加针状铁素体的比例[12]。当化学成分相同时,由于焊接热输入、板厚、预热及道间温度等条件的不同,使焊缝的冷却速度发生变化,最终也导致微观组织和力学性能的变化[13]。对于螺旋埋弧焊管制造过程来说,预热和后热较难实现,道间温度与钢管规格关系密切,可调范围受限,相对较容易实现的是控制焊接热输入。
焊接热输入集中反映了焊接电流、电压和焊接速度的综合影响,焊接热输入是影响焊接热循环的重要因素,当母材、焊材及焊接方法一定时,接头显微组织与力学性能主要取决于热输入[14]。在其他条件相同的情况下,冲击韧性随线能量增加而显著下降,且大线能量下试样冲击韧性具有明显分散性[15]。焊接热输入的降低与焊接速度有密不可分的关系,随着焊接速度的提升,焊接热输入随之降低。以 X80 钢级 Φ1 219 mm×22 mm 钢管为例,焊接速度由1.30 m/min 提升至1.50 m/min,外焊焊接热输入可由32 kJ/cm 降低至30 kJ/cm,焊缝冲击韧性可由142 J 提升至156 J,焊接速度与热输入的关系如图4 所示,焊接速度与焊缝冲击功的关系如图5 所示。从图4 和图5 可以看出,提升焊接速度是降低焊接热输入也就是提高焊缝韧性的有效手段。
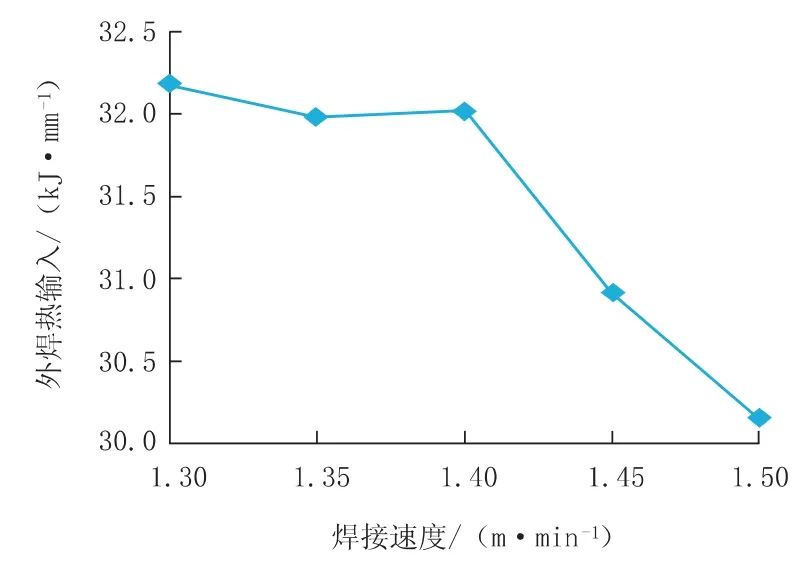
图4 焊接速度与外焊热输入的关系
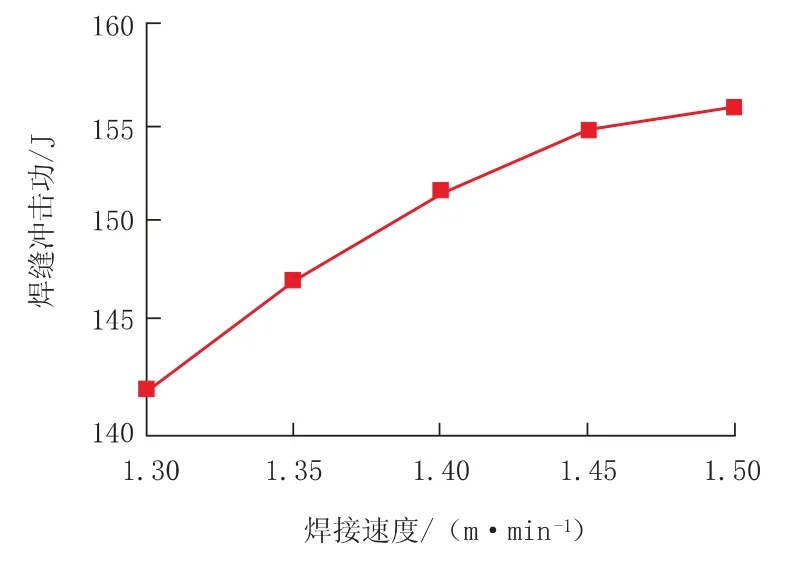
图5 焊接速度与焊缝冲击功的关系
对不同焊接热输入下的焊缝金相组织进行观察,可以看出,随着焊接速度的提升,焊接热输入下降,柱状晶尺寸也发生了明显变化,1.30 m/min 焊接速度下的柱状晶宽度约为10 μm,而1.50 m/min 焊接速度下的柱状晶尺寸约为7 μm。不同热输入下焊缝金相组织照片如图6 所示,从6 可以看出,虽然没有晶界铁素体的出现,都是针状铁素体,但是随着焊接热输入的降低,t8/5时间减少,组织逐渐细化,在 1.50 m/min 焊接速度下的焊缝组织中得到很好的体现。所以可以得出:随着焊接速度的提升,焊接热输入降低,焊缝组织逐渐细化,焊缝冲击韧性逐渐提高。
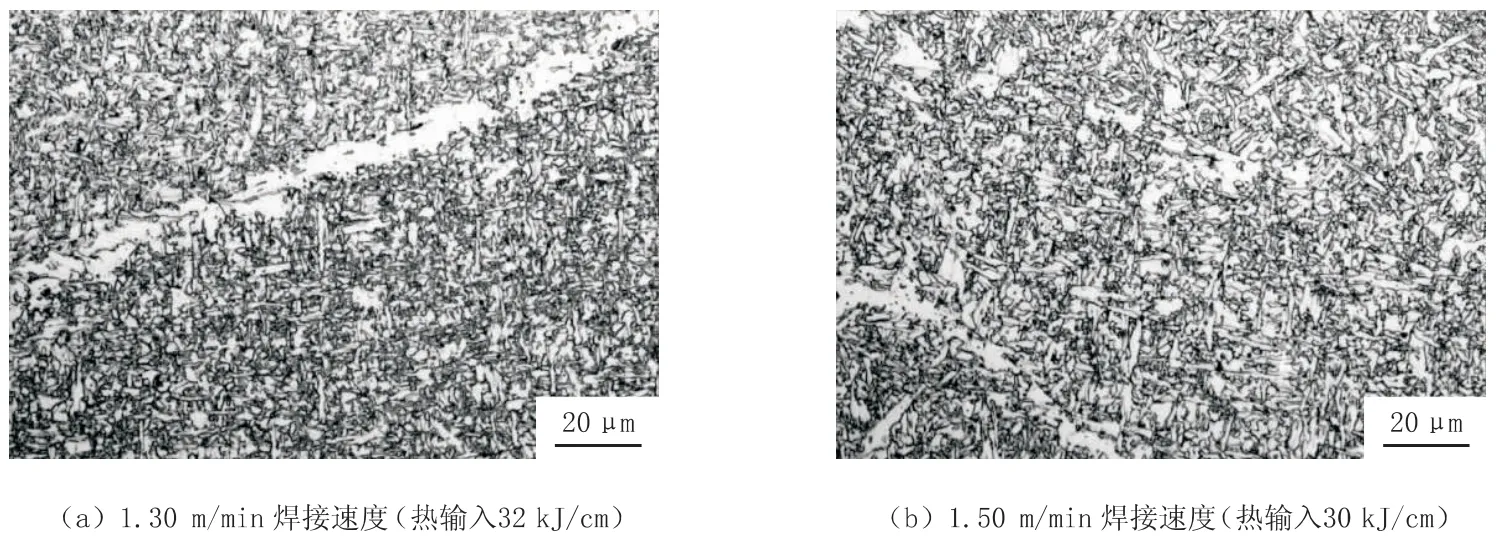
图6 不同热输入下焊缝金相组织照片
4 结 论
(1)合金成分控制。在合理范围内增加细化焊缝晶粒和促进形成针状铁素体的元素,控制固溶强化和沉淀强化的元素,可有效改善焊缝韧性。
(2)冷却速度控制。冷却速度过慢,将在高温下生成粗大的铁素体,不能得到均匀的针状铁素体,所以合理控制冷却速度,也是提高焊缝韧性的有效措施。