制氢转化炉设计探讨
2019-10-15满晓伟
满晓伟
(中石化洛阳工程有限公司 设备室,河南 洛阳市 471003)
随着国内炼油装置大型化的发展趋势,炼油厂对氢气的需求量增大,制氢装置作为全厂氢气的主要来源,而制氢转化炉又是制氢装置的关键设备,它的长周期安全运行对全厂的稳定生产十分重要。国外拥有大型制氢转化炉技术的公司主要有德西尼布、法液空(鲁奇)、托普索和伍德等,国内主要有LPEC和SEI等[1]。本文以国内某炼厂制氢转化炉为例,主要介绍一些关键部分的设计方案。
1 概述
该制氢装置转化原料为天然气和水蒸汽,水碳比为3:1,转化炉为顶烧式的方箱炉,最大工况下辐射段反应热为70.5 MW,燃烧器采用低Nox气体燃烧器,主要燃料为PSA单元的脱附气,不足部分补充管网高压燃料气,助燃空气温度高达500 ℃。辐射室转化气入口温度达550 ℃,提高了催化剂的利用率,转化气出口温度达870 ℃,转化深度增加。转化管内径100 mm,炉管有效传热长度12 m,全炉共6排,每排44根,共计264根炉管。
与其他管式加热炉不同,转化炉的炉管内存在剧烈的吸热化学反应,辐射炉管表面热强度较高,达到57154 W/m2,炉管管壁最高温度达974 ℃。
2 转化炉管路系统
转化炉管路系统是转化炉的核心部分,管路系统的可靠性影响着整个转化炉的安全运行。大型管系应力计算软件CaesarII的应用,为转化炉管系的设计及优化提供了很大的帮助,图1为转化炉管系的CaesarII模型,管路系统可分为入口管系、转化炉管、出口管系三部分。
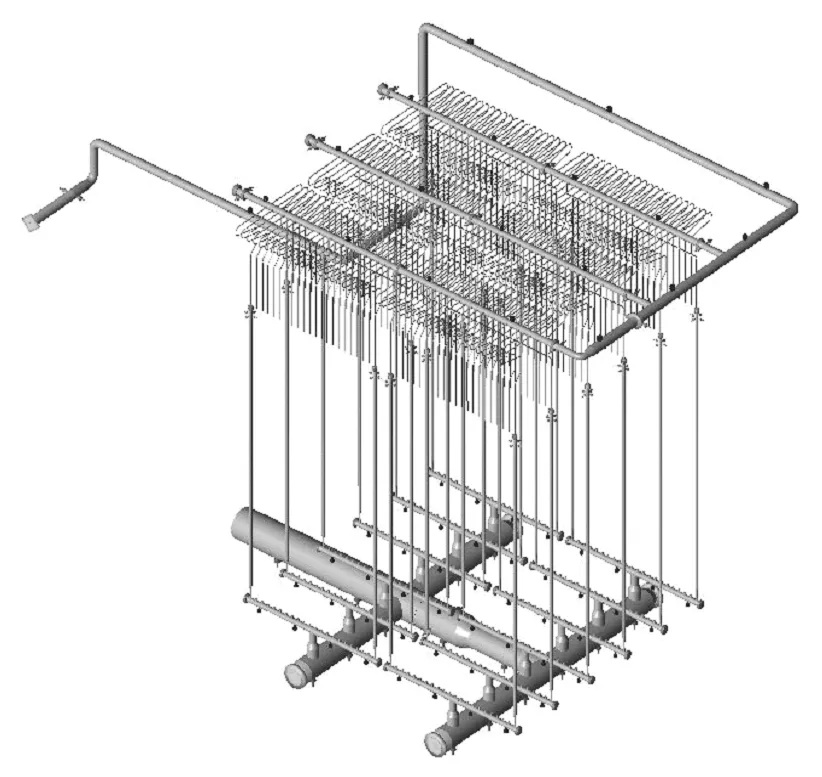
图1 转化炉管系CaesarII模型
2.1 管系应力校核准则
压力荷载和持续外荷载在管道上产生的应力属于一次应力。管道承受荷载所产生的一次应力是非自限的,只要一次应力值不超过管材的许用应力即认为是可靠的。
管道由安装状态过渡到运行状态,由于介质的温度变化,管道产生热胀使之变形。这些变形使管道承受弯曲、扭转、拉伸和剪切等应力,属于二次应力。对于二次应力,则用热胀许用应力范围来判断。
只要一次应力不超过设计温度下的许用应力,二次应力不超过热胀许用应力范围,则认为管系的静力分析是合格。通常主要通过支吊架的设置来降低管系的一次应力,利用管系所具有的柔性来补偿管系的热膨胀来降低二次应力。
2.2 入口管系
入口管系主要包括转油线、入口集合管和猪尾管,由于管内介质温度高,不锈钢管道膨胀量大。在较高的应力作用下,入口管系应力集中部位容易产生再热裂纹,国内已经出现过多次相似事故[2-3],入口管系的设计应以降低一次应力和二次应力为主要目的。
制氢转化炉入口管系介质设计温度580 ℃,设计压力为3.3 MPa,材料选用TP321H。本次设计的入口管系采用“一分为三”的结构,如图二所示,由一根转油线分出三个入口集合管,每个入口集合管则通过猪尾管与两排炉管相连。

图2 转油线和入口集合管示意图
转油线的水平管线位于三个标高平面内,对流室的原料预热段出口集合管位于EL+11180平面,向上依次在EL+13000、EL+21540平面内。在EL+13000平面内的转油线上设1个可变弹簧吊架和1个滑动支座,在EL+21540平面内的转油线上设6个恒力弹簧吊架,每个入口集合管设4个恒力弹簧吊架。
在转油线的节点10处z向设为位移约束,限制该点沿z向的位移,x向设为约束间隙。分别在入口集合管中间位置处,即节点15、16、17处X向设位移约束,Z向设置约束间隙,使入口集合管以中间为固定点向两边膨胀;节点12~14、18~20设Z约束间隙,保障集合管两端在Z向限位的情况下沿X向自由膨胀。
入口集合管与炉管通过猪尾管相连,传统的猪尾管柔性较好,目的是为了补偿集合管与炉管之间高度上的膨胀差,吸收炉管的膨胀量,由于本次设计的转油线柔性较好,当炉管向上膨胀时,通过猪尾管将入口集合管抬升,利用转油线的空间走向产生的柔性来解决高度方向的膨胀差。另外,采用杠杆支撑来平衡猪尾管的自重,来降低猪尾管的一次应力。
入口管系中最大的一次应力在节点4弯头处,应力比为20.3 %;最大的二次应力位于第一个三通(节点8)处,许用应力比为40.9 %,猪尾管各处的一次应力与二次应力比均小于15 %,入口管系都在安全许用范围内。
2.3 转化炉管
通过转化炉工艺计算软件Reform-3计算得出,炉管管壁最高温度为974 ℃,考虑40 ℃温度裕量,取设计温度为1014 ℃,设计压力3.15 MPa,采用离心铸造炉管,材料为25Cr35NiNbMA,按照API530标准中断裂设计的计算公式可计算得到炉管最小密实层厚度12 mm。
催化剂从炉管上部装卸,转化炉管顶部未装填催化剂的部分采用内插式保温塞结构,减少上部炉管的散热。在炉管露出炉顶的部分,采用LPEC软密封专利技术的伸缩保温套,进一步减小散热,减少顶部漏风[4]。
炉管的悬吊系统采用滑轮组取代恒力弹簧,滑轮组主要由动滑轮、静滑轮、钢丝绳以及配重组成,滑轮组与管排方向垂直,每个动滑轮可以吊两根炉管,每个滑轮组共有3个动滑轮可以吊6根炉管,根据滑轮系统的力学特点,每个滑轮组对6根炉管的拉力完全相同。采用滑轮组悬吊结构可以明显的减少装置投资,节约了炉顶上部空间,另外可以通过调节配重块的数量来调节滑轮组对炉管的拉力,降低炉管对出口管系的附加力,降低出口管系的应力水平。滑轮组系统的缺点是滑轮系统自身存在摩擦力,特别是在炉管开始降温时,滑轮组对炉管的拉力会突然增大,此时拉力会大于炉管的自重,因此会对出口管系产生额外的拉力。
2.4 出口管系
出口管系采用LPEC专利技术的冷热壁结合的结构形式,炉管通过出口直管与热壁集合管相连,取消了传统的下猪尾管,下猪尾管易发生金属尘化腐蚀[5],而且在下猪尾管与炉管焊缝处以及下猪尾管与冷壁集合管的焊缝处容易出现裂纹,在一些转化炉改造设计中由于结构限制仍然采用下猪尾管结构[6],但在新建装置中不推荐使用带有下猪尾管结构的出口管系。

图3 出口管系示意图
如图3所示为LPEC专利结构形式,每排转化炉管对应2根热壁集合管,全炉共12根热壁集合管,各热壁集合管相互独立、自由膨胀,热壁集合管布置在炉底的保温箱内,降低了散热损失。通过热壁集合管中间的三通与冷壁集合管相连,冷壁集合管共2根,一起并入冷壁输气总管,冷壁输气总管与转化气蒸汽发生器相连。热壁集合管与炉管以管排形式在工厂模块化制造,减小了现场焊接工作量,缩短了现场施工工期,提高工作效率。

图4 热壁集合管示意图
图3给出了热壁集合管示意图,每根热壁集合管的重量由四个杠杆支撑,热壁集合管三通焊缝处是最危险的区域,该结构的一次应力值只有3.5 MPa,应力比为20 %左右,二次应力值仅有1 MPa,从应力结果上看,该结构安全可靠。
与每排炉管对应一根热壁集合管的出口管系相比,在单排炉管数量相同、管心距相同的情况下,能够降低热壁管两端炉管底部的水平位移,降低炉管下部出口短管的应力水平。另外,热壁管采用杠杆方式支撑,降低了热壁管三通处的弯矩,改善了三通处焊缝的受力。在转化炉升温、降温过程中,不会因为热壁管向上移动而导致支撑力的降低。
3 对流段
转化炉对流段位于地面的钢结构框架上,烟气水平流动,对流段生产4.1 MPa过热蒸汽,大部分蒸汽作为转化气的原料,多余的蒸汽外送。沿着烟气的流动方向,对流段各部分依次为:原料预热段、蒸汽过热段、高温空气预热器、产汽段和低温空气预热器。
原料预热段和蒸汽过热段炉管均为光管,排管宜采用顺排方式,烟气的流向与管内介质的流向一致,虽然传热效率降低,但这样能有效的降低管壁温度,提高炉管使用寿命。另外,也可以在原料预热段之前增加水保护段,来降低原料预热段入口的烟气温度,以降低炉管管壁温度。
在燃烧器能够满足环保排放指标的前提下,应尽可能增大高温空气预热器的负荷,来提高助燃空气温度,这样能有效的降低燃料气量,节约装置运营成本。高温空气预热器的形式可以选用不锈钢板式或者管束式。不锈钢板式空气预热器特点是传热效率高,占地面积小,但因为膨胀量大,容易产生泄露。管束式空气预热器特点是可靠性高,管束的膨胀问题容易解决,但传热效率低,体积大。
产汽段采用翅片管强化会热,产汽段的排管面积要足够大,尽量降低产汽段烟气出口温度,这样能够降低低温空气预热器的烟气入口温度,有助于降低最终的排烟温度。
不同于其他的管式加热炉,制氢转化炉没有烟道旁路,低温空气预热器不能切出去检修或更换,因此低温空气预热器要安全可靠,宜选用碳钢板式+铸铁板式空气预热器,相对高温的部分采用板式预热器能够提高传热效率,降低成本,相对低温的部分采用铸铁板式空气预热器能够有效的提高烟气侧抗露点腐蚀能力,延长预热器的使用寿命,保证装置长周期运行。
4 其他设计方案
4.1 炉顶取风结构
制氢转化炉炉顶结构复杂,散热源较多,炉顶雨棚内的环境温度较高,夏季时最高可达到60℃,采用炉顶取风结构,主要有以下优点:(1)可加快雨棚内空气流通,降低雨棚内的环境温度,改善车间人员的操作环境;(2)回收这部分空气含有的热量,节约燃料;(3)提高了空气预热器空气入口温度,从而降低了空气预热器最冷端金属壁温,降低烟气侧发生露点腐蚀的可能性,提高低温空气预热器的寿命,保证转化炉长周期操作。
但是雨棚内管系复杂,入口管系存在管道失效泄漏的风险,转化原料、脱附气以及高压燃料气都是可燃气体,一旦发生泄露,这些可燃气体都会经炉顶取风结构引入炉膛,增加了安全风险,因此在设炉顶取风结构的同时,应该在雨棚内增设多个可燃气体报警仪,一旦有可燃气体泄漏,应及时触发联锁停炉,保证装置安全。
4.2 炉膛监控系统
炉膛视频监控系统是采用先进的视觉处理技术,将炉膛内的经处理过的实时图像远传到控制室专用显示器上,如图5所示为炉膛视频监控系统监控画图,对转化炉管、燃烧器的运行状态进行实时监控,当炉管出现红管、亮斑、明显变形或泄露时,车间操作人员可通过炉膛视频监控系统及时发现,第一时间采取措施。

图5 炉膛视频监控系统画图
5 小结
目前,6万标m3/h及以下规模的制氢转化炉中,采用LPEC出口管系专利技术的装置已接近十套,投入时间最长的已经运行近十年,实践证明该出口管系技术安全可靠,现已全面推广应用。
国产制氢转化炉大型化是发展趋势,对于LPEC专利结构的出口管系,可通过增加每排炉管数量或增加管排的方式,来提高转化炉装置规模,但同时入口管系中转油线的外径会增大,壁厚增厚,转油线的柔性变差,二次应力会增大,另外,不锈钢厚壁管道的焊接会产生一些问题,因此,入口管系的优化设计对大型转化炉国产化至关重要。
