焊后热处理对中锰钢电阻点焊接头组织及力学性能的影响
2019-10-09潘华雷鸣
潘 华 雷 鸣
(1.宝山钢铁股份有限公司研究院汽车用钢研究所,上海 201900;2.汽车用钢开发与应用技术国家重点实验室,上海 201900)
温室效应和环境污染的加剧对汽车行业提出越来越高的要求,汽车每减重1%,可减少油耗0.6%~0.8%[1],因而可通过降低汽车车身自重来减少汽车污染物的排放。但同时,由于汽车行业的发展,对于汽车的安全性,尤其是碰撞过程吸收能量的能力,提出了更高的要求。因此可通过将具有较高强塑积的钢材应用于汽车以满足减重和保证安全性的要求[2]。有学者研究了第一代汽车用钢,如烘烤硬化钢[3]、无间隙原子钢[4]和马氏体钢[5],其强塑积一般为10~20 GPa·%,但已不能满足汽车行业现有要求。第二代汽车用钢主要以发生孪晶诱发塑性(twinning-induced plasticity, TWIP)效应且添加大量合金元素的钢材为主,兼具高塑性和高强度,强塑积可达50~70 GPa·%。但因含有大量的合金元素,导致在原料、冶炼、加工等方面的困难,从而增加了生产成本。为解决实际生产中的成本与汽车用钢性能的矛盾,第三代汽车用钢应运而生。第三代汽车用钢以中锰钢和Q & P钢为代表。中锰钢在成本上低于第二代钢,而性能高于第一代钢,可在满足现有汽车行业要求的同时兼具成本优势。中锰钢的组织主要由铁素体和亚稳奥氏体组成,尺寸一般为纳米级或微米级,有时也含有少量的马氏体[6],通过提高亚稳奥氏体含量获得显著的相变诱发塑性(transformation-induced plasticity, TRIP)效应,可实现强度与塑性的良好结合[7-8]。
电阻点焊因生产效率高而被广泛应用于汽车制造中。常用拉剪、十字拉伸和剥离试验的承载指标来评价焊点性能。试样进行十字拉伸后的失效形式一般有以下3种:1)完全界面断裂,裂纹途经热影响区和熔核区,并沿钢板原始贴合面穿过熔核使接头完全分离;2)部分界面断裂,裂纹穿过热影响区,进入熔核后发生转折,最终沿板厚方向从焊点表面穿出,导致其中一块板材在焊点处部分剥离;3)钮扣断裂,裂纹沿热影响区或母材处扩展,其中一块板材中的熔核完全剥离。
由于中锰钢中锰的质量分数为4%~12%,碳当量较高,所以中锰钢应用在汽车上可能存在可焊性较差的问题。本文主要通过焊后热处理调控焊点内部组织使接头性能提高,并研究焊点内部组织与性能之间的关系,以期为焊接工艺的优化提供试验依据。
1 试样制备与试验方法
1.1 试样制备
试验母材选用1.4 mm厚的中锰钢冷轧退火板,其化学成分如表1所示。

表1 7Mn中锰钢的化学成分(质量分数)
由于母材碳的质量分数低于0.18%,本文选用式(1)计算碳当量[9]:
CE=C+Si/30+Mn/20+2P+4S
(1)
在汽车用钢的接头强度试验中,一般认为碳当量大于0.24时,焊点容易以完全界面形式断裂。试验钢的碳当量为0.52,因此焊后会以完全界面断裂的形式失效。
将两块尺寸为150 mm (长)×50 mm(宽)的板材,采用如图1和表2所示的工艺焊接获得符合EN ISO 14272: 2016的十字拉伸试样。
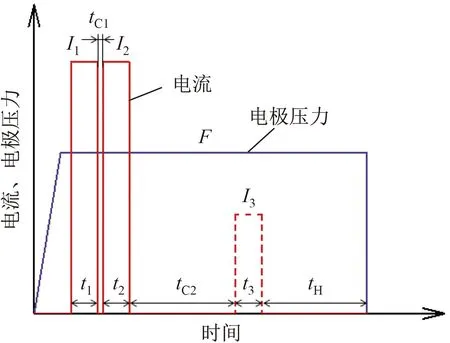
I1、I2和I3为焊接电流,t1、t2和t3为焊接时间,tC1和tC2为冷却时间,tH为保载时间,F为电极压力

表2 焊接工艺参数
对焊态试样进行回火,依据式(2)马氏体开始转变点(Ms)的经验公式[10]确定回火温度:
Ms=475.9-335.1C-34.5Mn-
1.3Si +11.67lndγ
(2)
式中dγ表示奥氏体晶粒尺寸。但由于焊点内部在高速冷却条件下难以存在奥氏体,因而舍去该项。根据试验钢的化学成分计算得到MS点约191 ℃,将焊态试样(工艺2)在SXL-1200C箱式电阻炉中加热至250 ℃,分别保温15和30 min后出炉空冷,记为H1和H2。
1.2 试验方法
十字拉伸试验在INSTRON 5581拉伸机上进行,试验速率为10 mm/min,每组参数选取3个试样进行拉伸,取平均值。金相试样经磨、抛后,用饱和苦味酸酒精溶液腐蚀约40~60 s,然后使用Imager A2m蔡司金相显微镜观察显微组织。使用体积分数为2%的硝酸酒精溶液腐蚀试样约10 s,然后使用SUI510扫描电子显微镜观察焊点显微组织及断口形貌。采用Zwick/Roell (MH-5L)硬度计测试焊接接头硬度分布,试验力为500 g,保载时间为10 s。
2 试验结果与讨论
2.1 显微组织
使用两个电流脉冲的焊接工艺有助于提高焊点的十字拉伸性能[11],因而采用含有两个电流脉冲的工艺进行焊接,即工艺1。采用工艺1焊接获得不产生飞溅且熔核直径最大的W0试样,其焊接接头显微组织如图2所示。可以看出,采用工艺1焊接,熔核中心产生了缩孔、缩松等焊接缺陷,显然该焊接工艺需要调整。通过增加电极压力和热输入量可以减少缩孔、缩松的产生[12]。但在当前工艺条件下,电极压力已达到设备最大值,因此可以通过调节热输入量来降低产生这类缺陷的概率。此外,由于增加回火脉冲可调节熔核内部组织,并有助于进一步提高焊点力学性能[13],因此在2个脉冲后增加第3个脉冲(工艺2),以达到使缩孔、缩松缺陷在热及电极压力作用下弥合,并改善熔核内部组织的效果。使用工艺2焊接获得的W1试样的全貌如图3所示,未观察到缩孔、缩松等缺陷。
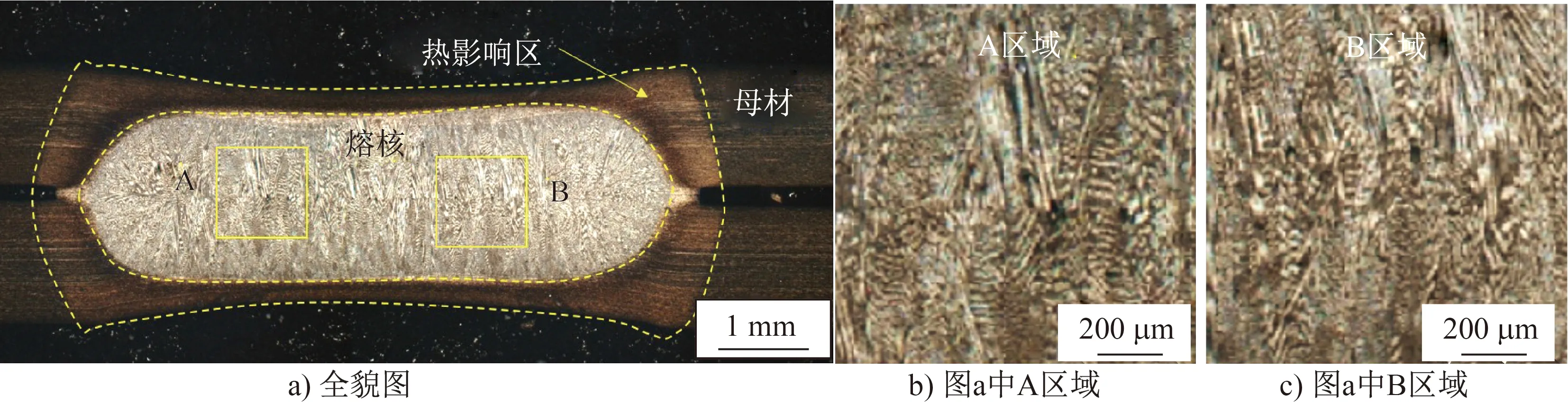
图2 W0试样焊接接头显微组织
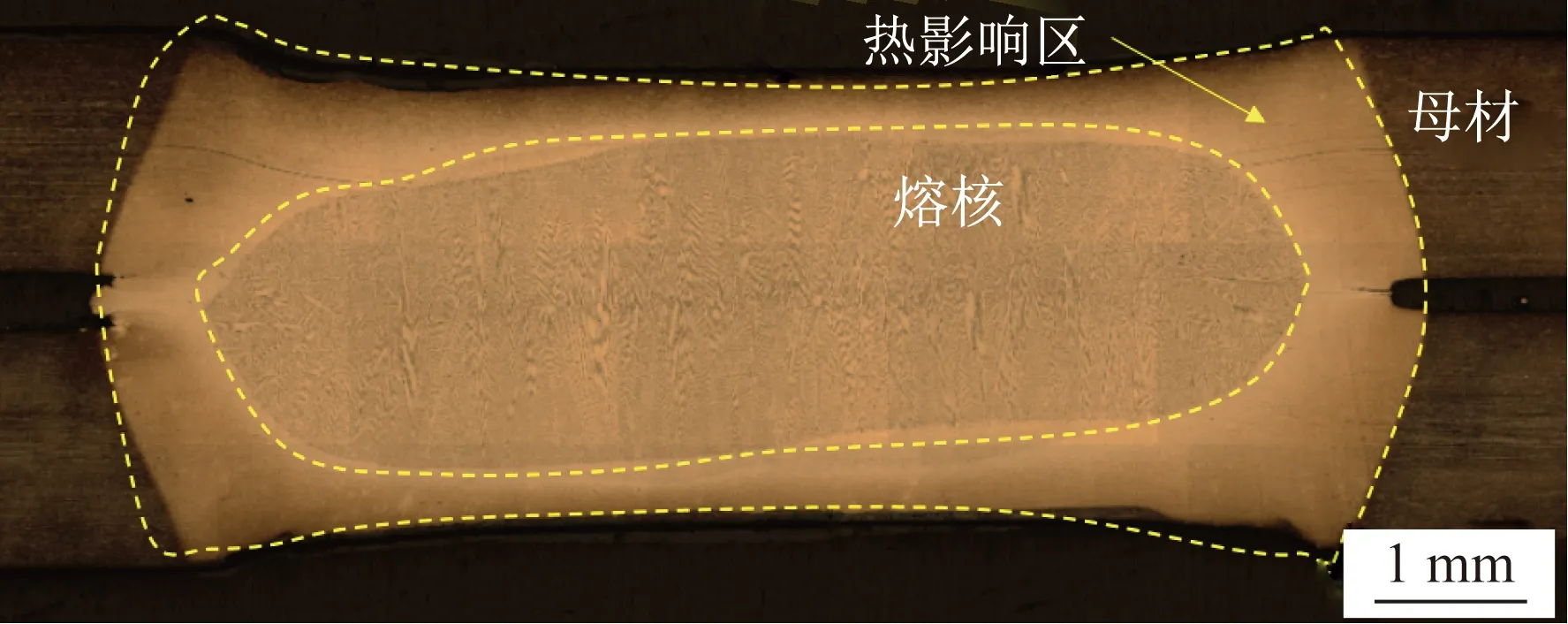
图3 W1试样焊接接头的全貌图
2.2 力学性能及断裂位置
十字拉伸试验结果如表3所示。从表中可以看出,焊态W1试样、热处理态H1和H2试样的平均拉断载荷分别为1.8、5.1和4.9 kN,拉断载荷最高提升了2.8倍。因此,焊后回火能有效改善焊点的力学性能,且回火保温时间的延长对焊点性能的影响较小。
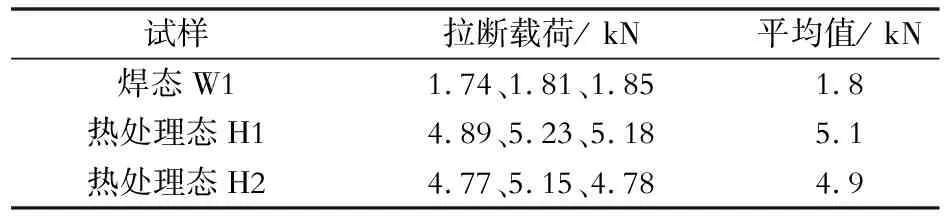
表3 十字拉伸试验结果
焊态W1试样的十字拉伸断口形貌如图4所示,未观察到因缩孔缩松而表现出的树枝晶形貌。从图4(a)可见,W1试样以完全界面断裂的形式失效,即在拉伸过程中,裂纹直接沿钢板贴合面扩展进入热影响区,并贯穿熔核,致使接头完全分离。由于熔核靠近边缘的金属液是在电极和板材的共同作用下凝固,以柱状晶形式生长,并呈放射状排布在熔核内,因而在断口上表现出放射状,其典型形貌如图4(b)所示。在熔核内位于电极下方的部分,由于金属液几乎完全在电极的作用下冷却,晶粒沿垂直于板面且与散热方向相反的方向生长,因而断口形貌与外缘部分不同,呈近似等轴状,如图4(c)所示。图4(b、c)中断口形貌都表现出明显的脆性断裂特征,具有明显的解理面,说明焊态W1试样以解理方式断裂,裂纹容易扩展,十字拉伸性能较低。
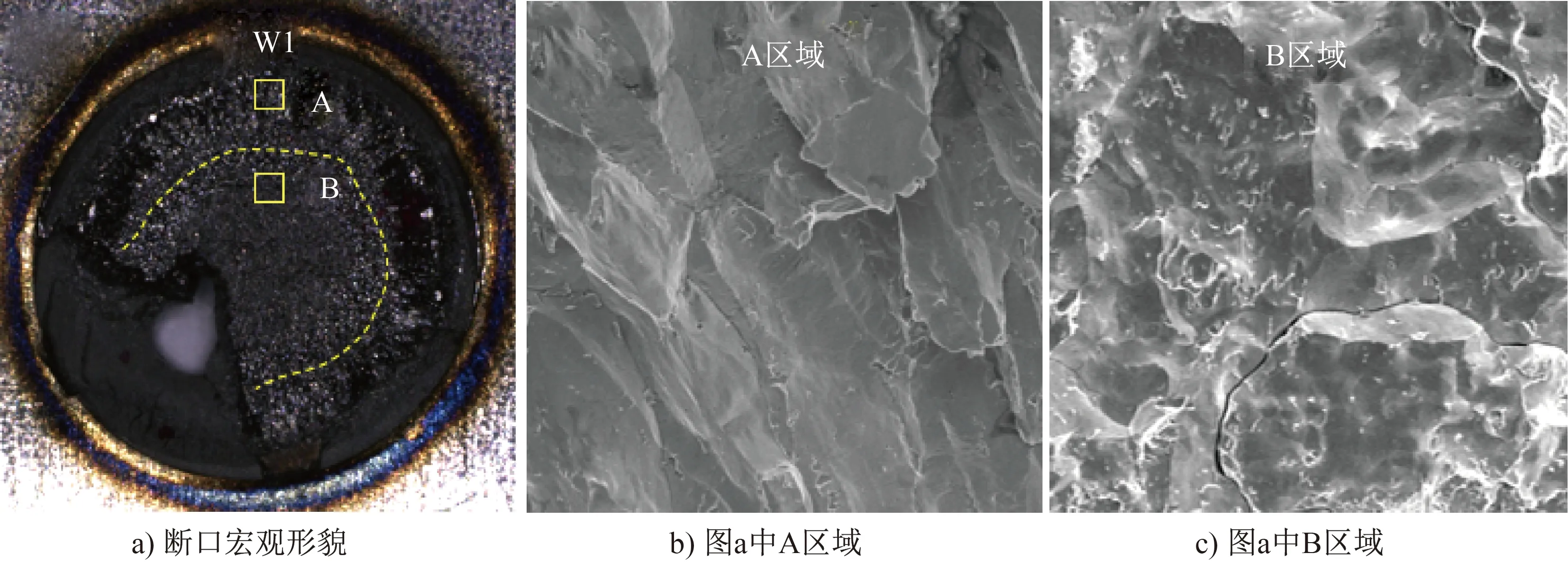
图4 焊态W1试样的断口形貌
热处理态H1和H2试样断口的宏观形貌如图5(a、d)所示,裂纹先从焊点的外围萌生并沿钢板贴合面扩展,进入热影响区,再扩展进入熔核;当裂纹扩展至沿板厚方向生长的晶粒附近时,发生偏转,改为沿板厚方向扩展,直至部分熔核被拉出,接头分离。上述裂纹扩展过程中,相比于焊态W1试样的断口,裂纹扩展新生表面的面积更大,需要消耗更多的外界能量。图5(b、c)和图5(e、f)分别为H1和H2试样断口类似放射状晶粒形貌。与焊态W1试样的断口相比,热处理态试样的断口出现了可消耗更多能量的等轴状韧窝,所以其十字拉伸性能显著提高,失效形式和断裂机制分别转变为部分界面断裂和准解理断裂,这与熔核组织的变化有关。
2.3 显微硬度
焊态与热处理态试样焊接接头的显微硬度分布如图6所示。从图中可以看出,焊态W0试样熔核区的硬度最高,约为510 HV0.5;焊态W1试样熔核区的硬度略有降低。焊态试样都表现出越靠近熔核中心线处硬度越低的现象,中心线处的硬度值约为490 HV0.5。由于焊点两侧在与电极的接触下开始凝固,且凝固速率接近,因而此处为最终凝固区域,而且溶质再分配现象容易促进这一区域出现元素富集,易出现缩孔、缩松缺陷[14]。因此,焊态试样靠近熔核中心线附近的硬度下降可能与缩孔、缩松及元素偏析有关。热处理态H1和H2试样熔核区的硬度分别降低至450和435 HV0.5左右;热影响区的硬度仍然较高,但分布发生明显变化,即在靠近熔核部分的硬度明显降低,但仍是焊点硬度的峰值。在热影响区内,靠近熔核部分受热严重,温度高于AC3点,组织转变为奥氏体,焊后冷却过程中转变成马氏体,回火后与熔核组织一样,都发生了明显变化,致使硬度降低;随着与熔核中心距离的增加,热影响区马氏体含量逐渐减少,回火越不充分,硬度逐渐降低。
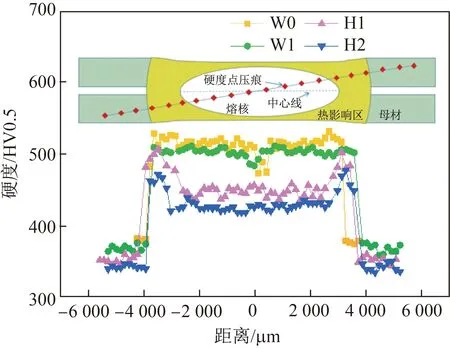
图6 焊态与热处理态试样的硬度分布
2.4 熔核内组织
图7是焊态W1、热处理态H1和H2试样的熔核内组织。从图7(a~c)中可以看出,回火前后熔核内都为明显的树枝晶和柱状晶。焊接冷却一般为急冷,熔核内的冷却速率可以达到105℃/s[15]。熔核内熔融的金属液在熔核边缘形核且有树枝晶向熔核中心迅速生长[16],由于两侧电极及内部水流速率相同,因而两侧的冷却速率相近,晶粒的生长速率也接近,所以熔核中心的结合面处一般为最终凝固区域。凝固过程中存在的溶质再分配规律易使此处发生溶质富集,导致焊点在这一位置的结合力较差,而且树枝晶生成过程中存在的溶质再分配规律易使晶界之间也发生Mn元素富集,而中锰钢晶界之间的锰元素可明显削弱材料韧性[17],导致焊点性能较低。此外,由于焊接时的冷却速率极快,过冷度大,熔核中的奥氏体转变为马氏体的驱动力大,易生成马氏体,韧性相对较差,因此焊态W1试样在拉伸时以完全界面断裂形式失效,并在断口表面呈现出解理断裂的特征。
如图7(d~f)所示,焊态W1试样熔核内组织基本为马氏体,热处理态H1和H2试样为回火马氏体。焊点内的韧性组织有利于提高焊点的十字拉伸强度[18-19]。热处理态试样在十字拉伸过程中,当裂纹扩展并进入熔核时,裂纹尖端受到熔核内韧性较好的回火马氏体阻碍,出现了韧窝,裂纹扩展需消耗更多的能量。当裂纹沿结合面扩展至垂直结合面生长的晶粒附近时,由于这一区域得到强化,裂纹难以贯穿,所以转向阻碍较小的板厚方向,裂纹扩展新生成的面积更大,消耗更多的外部能量,从而表现出更高的十字拉伸强度。此外,焊点的缺口尖端易产生局部应力[20],回火后可减缓部分的应力集中,使裂纹开始扩展所需能量增加,这也有助于提高焊点的十字拉伸性能。图7(g~i)和图7(j~l)分别为热影响区组织的OM和SEM形貌,可见焊态W1试样的热影响区为马氏体,热处理态H1和H2试样的热影响区为回火马氏体。
3 结论
(1)焊态W1试样、热处理态H1和H2试样的平均拉断载荷分别为1.8、5.1和4.9 kN,热处理后接头十字拉断载荷最高提高了2.8倍。
(2)焊态W1试样点焊接头以完全界面断裂形式失效,断裂机制为解理断裂。焊后热处理态H1和H2试样点焊接头以部分界面断裂形式失效,断口为准解理断裂。
(3)焊态试样熔核区组织为马氏体,热处理态试样熔核区组织为回火马氏体;焊后回火可有效改善熔核组织的韧性,从而显著提高接头的性能。
