机器人喷涂在铸造行业中的应用与创新
2019-10-09贾秀芹姜亦晓原秀晶
贾秀芹,姜亦晓,原秀晶
(潍柴动力(潍坊)铸锻有限公司,山东潍坊 261100)
按应用场景分类,工业机器人主要分为焊接、装配、喷涂、处理和搬运五大类。其中,喷涂机器人则主要分为涂装、点胶和喷漆;目前喷涂机器人主要应用于3C行业(电脑、通讯、及电子产品领域)、汽车制造行业、夹具行业等。用机器人代替人工作业是目前工业自动化发展的趋势。将喷涂机器人应用于铸造行业中,代替人工用于造型线型腔喷涂,把喷涂工人从恶劣的工作环境中解救出来,利用机器人喷涂型腔,不仅重复精度好,提高了工作的生产效率,降低了劳动成本,还提高了喷涂质量。国内工业机器人的总体水平在未来长期时间将处于稳定上升区,而两极分化趋势愈显。
1 造型线型腔喷涂设备介绍
造型线型腔喷涂设备主要包括喷涂机器人系统、喷涂系统、控制系统、配套设施等,布局图如图1所示。
喷涂简要工作流程如图2:造型线给出砂型对应产品号——机器人控制系统读取产品号调用相应机器人喷涂程序——造型线给出允许喷涂信号——机器人开始喷涂——喷涂完毕——放行造型线——造型线移箱,开始下一个循环。
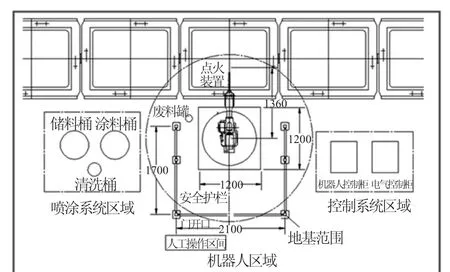
图1 系统布局图

图2 系统流程图
1.1 喷涂机器人系统
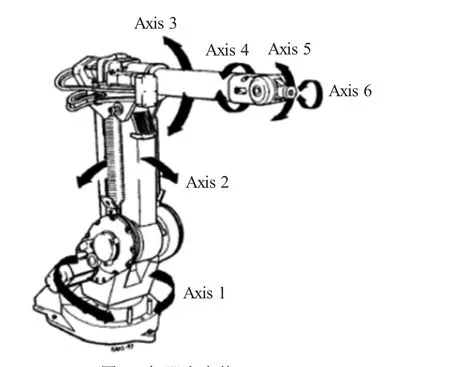
图3 机器人本体
喷涂机器人系统是喷涂工作的执行者,由机器人、机器人控制柜、示教器、管线包、喷涂夹具、机器人防护服等组成,实现系统喷涂、点火、火焰检测等功能。机器人系统可储存、调用多套不同产品工艺参数,机器人收到切换品种信号时,自动切换。
机器人采用的是ABB六轴六关节机器人(图3),每个轴又分别由伺服电机、减速机及其相应的手腕体组成。由六个转轴组成的空间六杆开链机构,理论上可达到运动范围内空间任何一点,每个转轴均带有一个齿轮箱,机械手运动精度 (综合)达正负0.05mm至正负0.2mm。
1.2 喷涂系统
喷涂系统可通过自动调节压缩空气压力间接调节涂料供给量和喷枪喷幅宽度,与机器人运行路径和速度匹配间接保证铸型着膜均匀。喷涂系统原理图如图4所示,由涂料罐、涂料过滤系统、涂料搅拌系统、输送装置、自动喷枪、压缩空气控制系统、收集清洗桶、输送管路、阀等组成。其中,涂料罐2套,1套用于喷涂时另一套可以进行清洗和人工涂料准备,手动切换。涂料罐设置有过滤网、取样口和排污口;设置有自动搅拌装置,防止涂料沉淀;设置有低料位检测和报警装置。涂料在涂料罐内充分搅拌,经过滤后利用输送装置进行输送,经调节和稳压输送到自动喷枪,雾化喷涂至砂型表面;系统设置堵枪检测和报警装置。
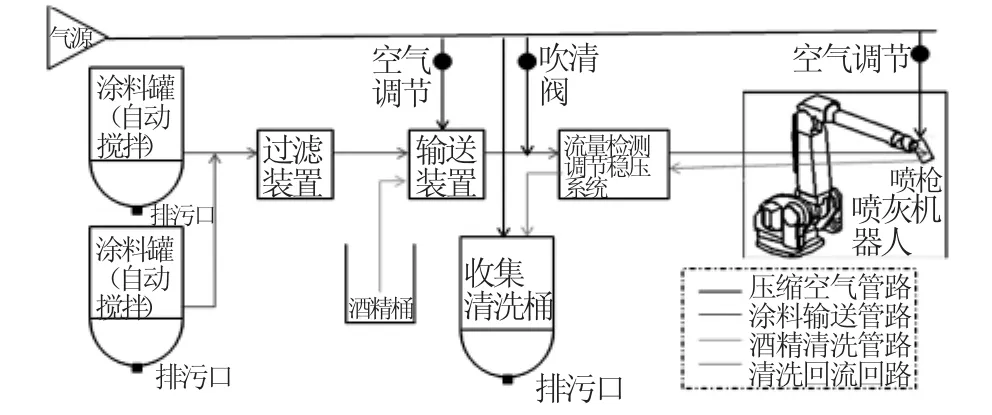
图4 简要原理图
系统带有喷枪清洗和管路清洗功能,生产期间停线时间过长,机器人自动行进到清洗收集处,开启喷枪泄压,泄压完毕进行空气反吹喷嘴或酒精清洗喷嘴,防止涂料沉淀和堵塞喷嘴。生产结束时手动开启管路清洗功能,机器人自动行走至清洗收集器处,自动开启卸料阀,排泄管路涂料;管路涂料排空完毕后开启压缩空气阀,用压缩空气冲洗管路;空气冲洗管路后泵入酒精清洗,干净后关闭。清洗收集桶设置有料位检测、报警装置和排污口,方便排出收集的涂料。
1.3 控制系统
电控系统(图5)由控制柜、人机界面、电控系统及电气管线等组成。电控系统采用西门子S7-1200系列可编程控制器[1],通过PROFINET和PROFIBUS技术分别与ABB机器人和HMI等通讯(图6),构成喷涂控制网络。完成相应工序、故障处理、安全预警、与造型线联锁等功能,实现连续、稳定喷涂。
控制系统安全可靠、操作方便,具有多种保护、报警功能。从而实现整个系统的自动化操作流程。喷涂全过程实现自动控制。喷涂过程连续可控,喷涂轨迹根据造型线生产件号的不同可以进行自动切换。

图5 控制系统
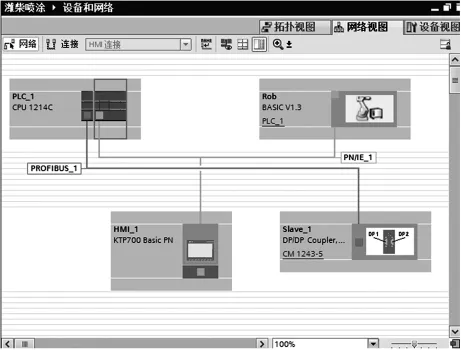
图6 硬件组态

图7 造型线型腔喷涂设备
2 总结
机器人善于完成重复的,单调的,精度要求高的工作,能取代人在恶劣的环境中完成人类不能或不愿意完成的工作,机器人的出现大大解放了人类的生产力。机器人的发展是社会发展的结果,也是社会发展的必然趋势[2]。为了适应社会发展和企业发展的需要,潍柴动力铸锻有限公司在2018年开展铸造工序自动化提升项目,将5套造型线砂型喷涂设备成功应用于铸锻公司5条大件缸体自动化造型生产线(图7),代替人工进行砂型喷涂,减少了劳动力,提高了铸造工序自动化水平。
