铸钢件表面质量提升工艺改进研究
2019-10-09刘健明姜伟航
贾 旭,刘健明,姜伟航
(1.中车戚墅堰机车车辆工艺研究所有限公司,江苏常州 213025;2.江苏朗锐茂达铸造有限公司,江苏江阴 214445)
近年来随着新型城镇化和工业化的发展,国家出台了《铁路“十三五”发展计划》,继续优化和完善路网布局,运营里程和城市轨道交通运营里程逐年提升,车辆需求逐年增加,轨道交通关键铸件的订单需求逐年增加。“一带一路”和“中国制造2025”强国战略的实施,轨道交通安全、可靠性要求逐年提升,作为装配在影响车辆运行安全的铸钢件,如车钩、安装座、制动盘、轴箱体等,表面质量要求逐年提高,提出诸如“铸件的整个区域不允许存在浇不足、冷隔、裂纹、褶皱等缺陷”等标准较高的要求[1]。笔者公司原有的水玻璃砂工艺生产的铸钢件已无法满足日益提高的铸件表面质量要求,笔者通过选取典型产品进行试验研究,摸索提升表面质量的工艺方案。
1 产品铸造工艺及表面质量情况
1.1 产品铸造工艺简介
密接式车钩属于典型的薄壁框型铸件,主要壁厚12mm,铸件中间空腔结构由一个整体坭芯形成,如图1所示。铸件材质为公司自主研发的低碳合金钢ZG18MnNiV。采用酯硬化水玻璃砂进行造型、制芯,砂型表面均采用醇基锆英粉涂料进行刷涂。砂型通过表干炉烘干后进行合箱,12h内完成浇注。钢水采用中频感应炉进行熔炼,使用低注式钢包进行浇注,初始浇注温度不低于1565℃。
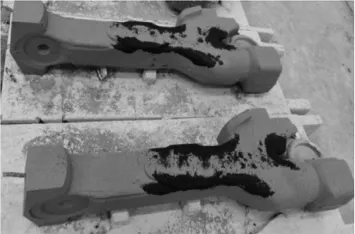
图1 密接式车钩坭芯
1.2 表面质量情况
密接式车钩采用水玻璃砂工艺进行造型、制芯,铸件浇注后内腔表面存在皱褶、气坑等表面缺陷,如图2所示。在后处理工序中需要进行大量的打磨、修补,耗费较多的材料、人工,一方面导致成本增加,另一方面增加产品的交付周期。随着质量要求的不断提升,目前的铸件内腔表面质量已不能满足客户的要求。

图2 铸件内腔表面质量
2 试验方案
主要采用铬铁矿砂、碱酚醛树脂砂、酚脲烷自硬树脂砂、覆膜砂等不同型砂作为车钩内腔坭芯的成型材料,外模制作工艺不变,其余铸造工艺参数(浇冒口、冷铁、浇注温度等)保持不变,通过铸件浇注试验,查看铸件的表面质量情况。
2.1 酚脲烷自硬树脂砂方案
原砂采用笔者公司使用的硅砂,粒度40/70目,SiO2含量不小于96%,树脂采用国内某知名厂家生产的酚脲烷自硬树脂,树脂共2种组份,Ⅰ组份型号为NP-101HB、Ⅱ组份型号为NP-102HB,催化剂型号为NP103。按照推荐比例进行型砂混制,具体如下:树脂Ⅰ组份占原砂重量的0.75%,树脂Ⅱ组份占原砂
重量的0.65%,催化剂占树脂Ⅰ组份的1%,铁红加入量为原砂的3%。
坭芯制作过程:首先进行原砂称重,放入碗型混砂机,准备树脂Ⅰ组份和Ⅱ组份。将催化剂加入Ⅰ组份后放入混砂机中,启动后放入Ⅱ组份,混制时间30s。混好后进行坭芯制作,坭芯制作完成后第二天表面刷2遍涂料,吊进表干炉进行烘烤,时间20min左右。然后进行落芯、合箱。按照熔炼工艺进行浇注,试验铸件的浇注顺序为第二箱和最后一箱。
2.2 铬铁矿水玻璃砂方案
原砂采用铬铁矿砂,粒度50/100目,采用改性水玻璃、有机酯进行混制。根据公司规定的配比进行型砂混制,具体如下:水玻璃占原砂重量的2.5%,有机酯占水玻璃重量的15%。
坭芯制作过程:首先进行原砂称重,放入碗型混砂机,准备改性水玻璃和有机酯,将有机酯放入混砂机中,启动后混制时间30s,接着放入水玻璃进行混制30s,混好后进行坭芯制作。坭芯制作完成后第二天表面刷2遍涂料,吊进表干炉进行烘烤,表干温度200℃,时间40~50min。然后进行落芯、合箱,按照工艺要求进行浇注,试验铸件的浇注顺序为第二箱和最后一箱。
2.3 宝珠砂水玻璃砂方案
原砂采用宝珠砂,角形系数1.06,耐火度≥1800℃,密度(1.95~2.05)g/cm3,主要成分为 Al2O3和SiO2,热膨胀率0.13%,原砂粒度40/50目,宝珠砂的水分为0.16%。宝珠砂40、50两筛集中度达到93%,粒度较为集中,具体数据见表1。粘结剂和固化剂采用笔者公司使用的改性水玻璃、有机酯。根据公司规定的配比进行型砂混制,具体如下:水玻璃占原砂重量的2.5%,有机酯占水玻璃重量的15%。

表1 宝珠砂粒度分布
坭芯制作过程:首先进行原砂称重,放入碗型混砂机,准备水玻璃和有机酯,将有机酯放入混砂机中,启动后混制时间30s,接着放入水玻璃进行混制30s,混好后进行坭芯制作。坭芯制作完成后第二天表面刷2遍涂料,吊进表干炉进行烘烤,表干温度200℃,时间1h。然后进行落芯、合箱,按照工艺要求进行浇注,试验铸件的浇注顺序为第二箱和最后一箱。
2.4 碱性酚醛树脂砂方案
原砂采用笔者公司使用的硅砂,粒度40/70目,树脂采用国内某知名厂家生产的铸造用碱性酚醛树脂及固化剂,树脂型号为JF-103D,固化剂型号HQG20。按照比例进行型砂混制,具体如下:树脂组份占原砂重量的1.5%,固化剂占树脂重量的25%。
坭芯制作过程:首先进行原砂称重,放入碗型混砂机,准备树脂和固化剂。先将固化剂放入碗型混砂机中,启动后混制30s,再放入树脂,再次混制30s后放砂进行坭芯制作。坭芯制作完成后第二天表面刷2遍涂料,吊进表干炉进行烘烤,表干温度150℃,表干时间1h。然后进行落芯、合箱,按照工艺要求进行浇注,试验铸件的浇注顺序为第二箱和最后一箱。
2.5 覆膜砂方案
为缩短产品的试验周期,采用3D打印的SLS(选区激光烧结)、SLA(立体光固化成形)等工艺[2]进行坭芯的快速制作,节省了模具设计、制作及验证的时间。覆膜砂选用适用于铸钢件的高强度低发气干态类覆膜砂,抗拉强度比普通覆膜砂高30%以上,发气速度比普通覆膜砂要慢3s以上[3]。覆膜砂的粒度分布见表2,性能参数见表3。坭芯制作完成后第二天表面刷2遍涂料,吊进表干炉进行烘烤,表干温度200℃,时间40~50min。然后进行落芯、合箱,按照工艺要求进行浇注,试验铸件的浇注顺序为第二箱和最后一箱。
3 试验结果
铸件浇注后按照工艺规定的时间进行开箱,开箱后震动落砂机进行清砂,内腔未掉落砂块使用机械工具进行辅助清理,清理后使用吊挂式抛丸机进行抛丸处理,观察铸件的内腔表面情况,各种试验方案的内腔表面质量如下图3~6所示。
通过以上图片的对比可以看出,使用覆膜砂坭芯方案生产的密接式车钩内腔表面质量情况明显优于其他试验方案生产的铸件,铸件的表面一致性达到了较高的水平,表面粗糙度优于Ra50μm,达到改进表面质量的目的。

表2 覆膜砂粒度分布
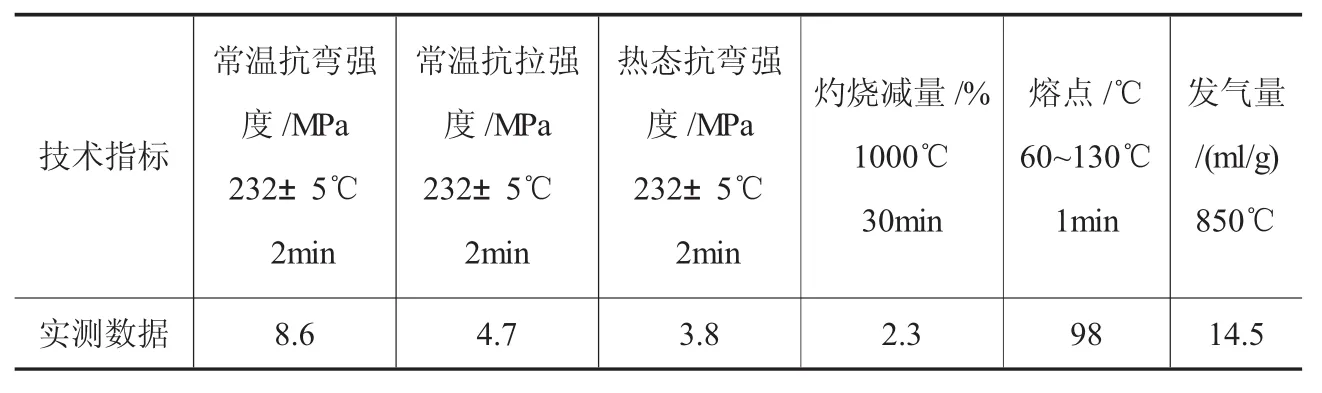
表3 覆膜砂性能参数

图3 酚脲烷自硬树脂砂方案

图4 铬铁矿水玻璃砂方案

图5 宝珠砂水玻璃砂方案

图6 覆膜砂方案
4 工艺方案实施及推广
为验证工艺方案的稳定性,进行产品的小批量试验。结合前期覆膜砂试验的情况,进行覆膜砂模具的设计及制作。坭芯制作完成后需在200℃条件下烘烤1.5h,表面刷涂料一遍。清除芯头部位涂料淤积,进行落芯、合箱,共浇注密接式车钩试验20件。铸件开箱后进行清砂、切割浇冒口、抛丸等工序,查看铸件内腔表面质量情况,无浇不足、冷隔、裂纹、褶皱、气孔等表面缺陷。车钩表面处理后进行磁粉探伤、射线探伤,均满足要求。经过尺寸检查与加工验证,铸件尺寸均满足要求。
覆膜砂方案在密接式车钩铸件上的成功运用,给公司其他产品起到了引导作用。覆膜砂方案被公司推广应用于安装座、钩尾座、地铁车钩、轴箱体等轨道交通产品,获得了较好的效果,不仅提升了表面质量,同时保证了尺寸精度。
5 结论
(1)使用覆膜砂作为铸钢件的砂型材料,不仅可以解决铸钢件的冷隔、褶皱等表面铸造缺陷,而且可以提升表面粗糙度,较好地提高铸钢件的表面质量。
(2)3D打印技术的应用可以快速的进行坭芯的制作,节省传统铸造方法中模具设计及制作的时间,明显地缩短工艺试验周期。
