不同方法堆焊INCONEL 625合金焊接工艺对比与分析
2019-09-28
(青岛兰石重型机械设备有限公司,山东青岛266426)
0 前言
聚酯纤维,俗称涤纶,占我国化纤总产量的78%,而PTA占涤纶总用量的75%,大量的市场需求催生了PTA结晶器等化工设备的制造热潮[1-2]。近期,青岛兰石重型机械设备有限公司为某石化三期PTA工程制造了一批PTA结晶器,PTA结晶器下半段材质为 SA516Gr70(N)+堆焊 INCONEL 625,筒体内径达φ7 000 mm,该设备主要介质为:水、对苯二甲酸、苯、醋酸、苯酸、氢气等,设计温度280℃,设计压力6.0 MPa,苛刻的使用环境需要使用INCONEL 625作为内衬。
该PTA结晶器筒体内壁大面积堆焊拟采用埋弧带极堆焊和电渣带极堆焊,局部堆焊使用焊条电弧堆焊和CO2气体保护药芯焊丝电弧堆焊,为考查上述焊接方法是否能满足相关技术条件要求,本文分别使用4种焊接方法得到要求厚度的堆焊层,并对堆焊层的化学成分、力学性能及金相组织进行分析,特别是对镍基合金堆焊层晶间腐蚀速率进行对比分析。
1 试验过程及结果分析
(1)堆焊。
取4块(δ=50mm)Q345R钢板分别用CO2气体保护药芯焊丝堆焊(FCAW)(S1)、焊条电弧堆焊(SMAW)(S2)、双层埋弧带极堆焊(SAW)(S3)、双层电渣带极堆焊(ESW)(S4)进行INCONEL 625堆焊试验,工艺参数如表1所示,堆焊层厚度约为7.0~7.5mm。
焊接完毕后按NB/T 47013.5-2015对堆焊层表面进行100%PT,Ⅰ级合格。按NB/T 47013.3-2015对堆焊层与基材结合面进行UT检测,Ⅰ级合格。
(2)热处理。
分别对4块试板进行模拟焊后热处理,热处理在电炉中进行,工艺参数如表2所示。
(3)化学成分分析。
使用直读光谱仪对4块试板堆焊层表面以下3 mm处进行化学成分分析,结果如表3所示。

表1 堆焊试验工艺参数

表2 模拟焊后热处理工艺参数
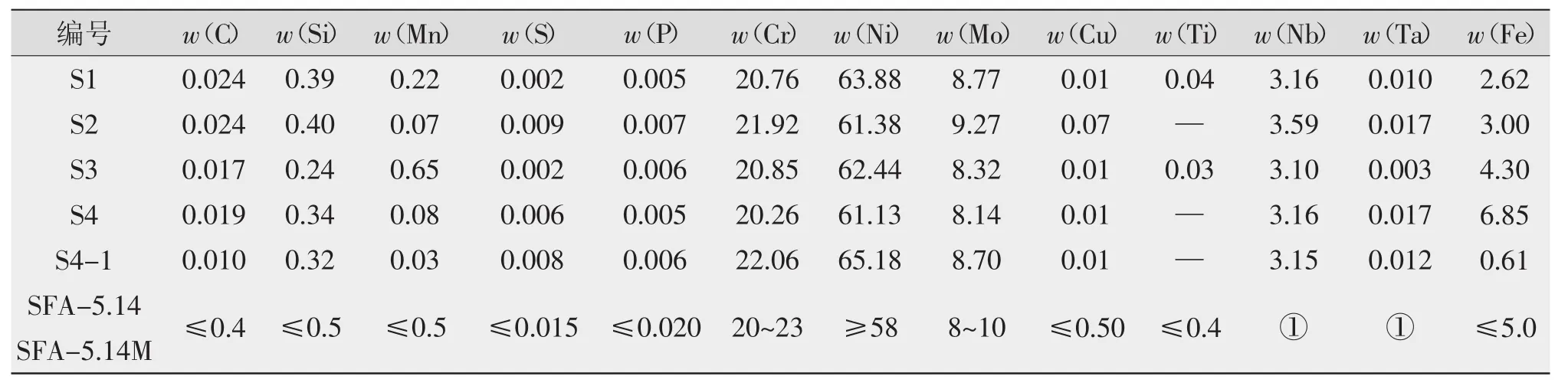
表3 堆焊层化学成分 %
由表3可知,上述4块试板堆焊层的元素含量基本符合SFA-5.14/SFA-5.14M中镍及镍合金裸焊条和焊丝规范ENiCrMo3T1-4和ERNiCrMo-3及GB/T 13814镍及镍合金焊条的要求,其中Cr含量均偏向20%~23%区间的下限,S3试块Mn含量超出≤0.5%标准,S4试块Fe含量超出≤5%的要求,经对堆焊层厚度进行测量,试块S4堆焊层表面被铣平后堆焊层厚度不足3 mm。结合以往焊接工艺评定的经验,认为造成S4中Fe含量靠近上限的主要原因是化学成分取样位置过于靠近基材,造成堆焊层合金元素被稀释,Fe含量上升,而非焊材本身不合格或者是焊接过程中造成的烧损。经加倍取样,保证光谱检测部位距离堆焊层与基材结合面不小于5 mm,其成分如编号S4-1所示。
堆焊层 C、Cr、Ni、Fe 元素含量曲线如图 1 所示。由图1可知(S4-1不参与比较),4种焊接方法所得到的试样中C与Fe元素含量基本呈反相关性,说明Fe元素往堆焊层中稀释程度远较C元素明显,而Cr、Ni元素并无明显的相关曲线。综合分析可知,Fe元素随与结合面的距离稀释程度增加明显。因此在产品堆焊过程中,均要求堆焊层厚度大于6.5 mm,其中第二层厚度≥3 mm,以保证堆焊层表层的耐蚀元素成分。
(4)晶间腐蚀试验。
根据GB/T 4334-2008中硫酸-硫酸铁法的要求,加工试样并用分析天平称重,在沸腾的硫酸-硫酸铁溶液中保持120 h后,再次称重,最终结果如表4所示。
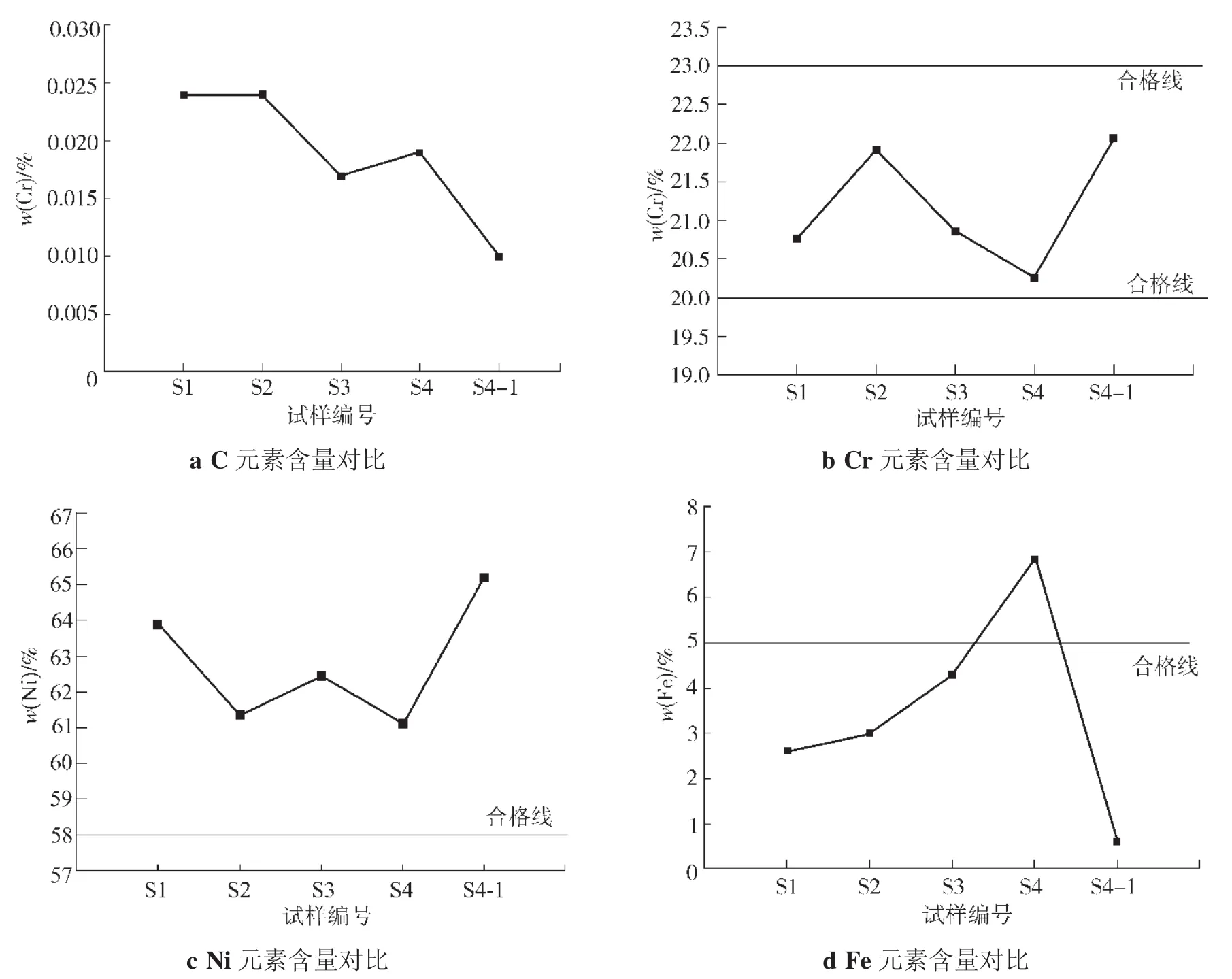
图1 堆焊层主要成分元素含量对比
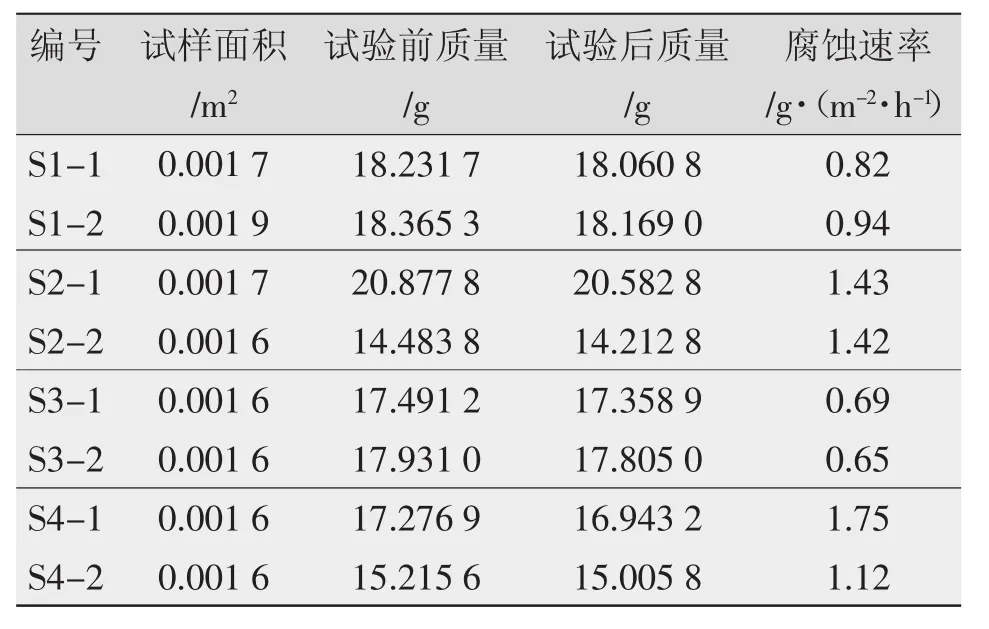
表4 堆焊层晶间腐蚀试验
对比4块试样发现,其腐蚀速率差别较大,S2、S4的腐蚀速率大于S1、S3,对照表3可知,S1、S3成分中耐腐蚀元素Ni略低于S2、S4,说明在相同腐蚀条件下,Ni元素能有效地提高材料的耐腐蚀性能。该4块试板的腐蚀速率均符合相关产品的技术条件要求。
(5)弯曲试验。
按照GB/T 2653-2008分别对4块试板取大侧弯(垂直和平行焊道各 2 件,D=4a,a=10 mm,α=180°)、小侧弯(垂直和平行焊道各2件,D=4a,a=3 mm,α=180°)进行弯曲试验,弯曲后经检查堆焊层、堆焊层与基材结合面均无裂纹产生。
(6)金相组织。
分别对4块试板的基材使用5%硝酸酒精溶液腐蚀,堆焊层使用10%草酸溶液电解浸蚀,制作金相试样。在金相显微镜下进行观察,结果如图2~图5所示。
由图可知,基材均以珠光体+铁素体为主,堆焊层组织多为奥氏体,呈现严重枝晶化,且大范围枝晶发展方向一致,这样容易造成堆焊层组织各向异性,影响整体性能。镍基合金热传导能力相对较弱,堆焊层成长为规则的枝晶组织,说明在焊接过程中存在较大过热,且熔池冷却速度过快,熔敷金属成分来不及均匀化,形成枝晶,这也是焊接快速冶金过程的重要特征[3-5]。而焊后热处理由于温度达不到堆焊层组织再结晶温度,对于这种由枝晶组织造成堆焊层成分偏析,进而导致耐腐蚀性能下降的作用无法缓解。
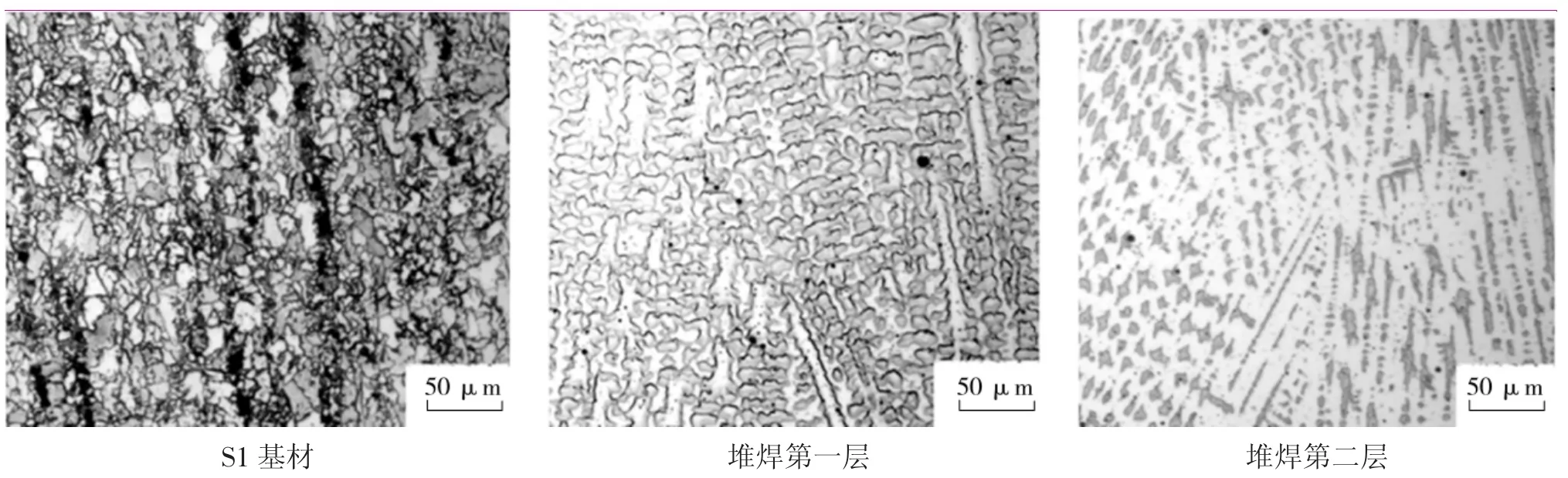
图2 S1手工CO2气体保护药药芯电弧焊(FCAW)基材及堆焊层组织
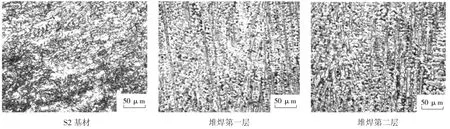
图3 S2焊条电弧焊(SMAW)基材及堆焊层组织
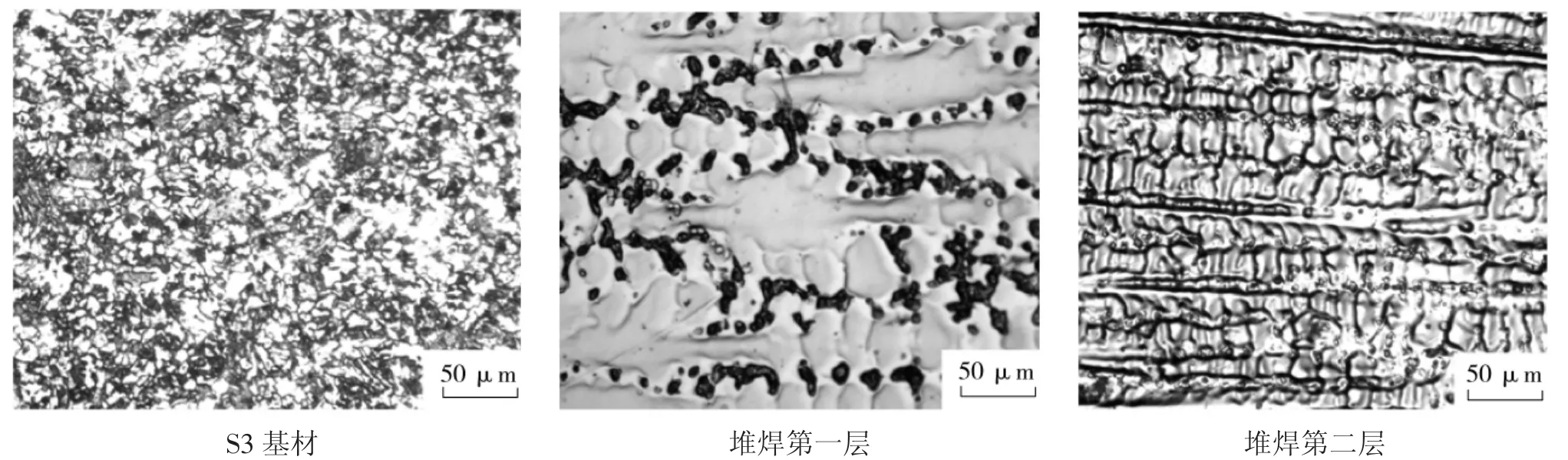
图4 S3双层埋弧带极(SAW)基材及堆焊层组织
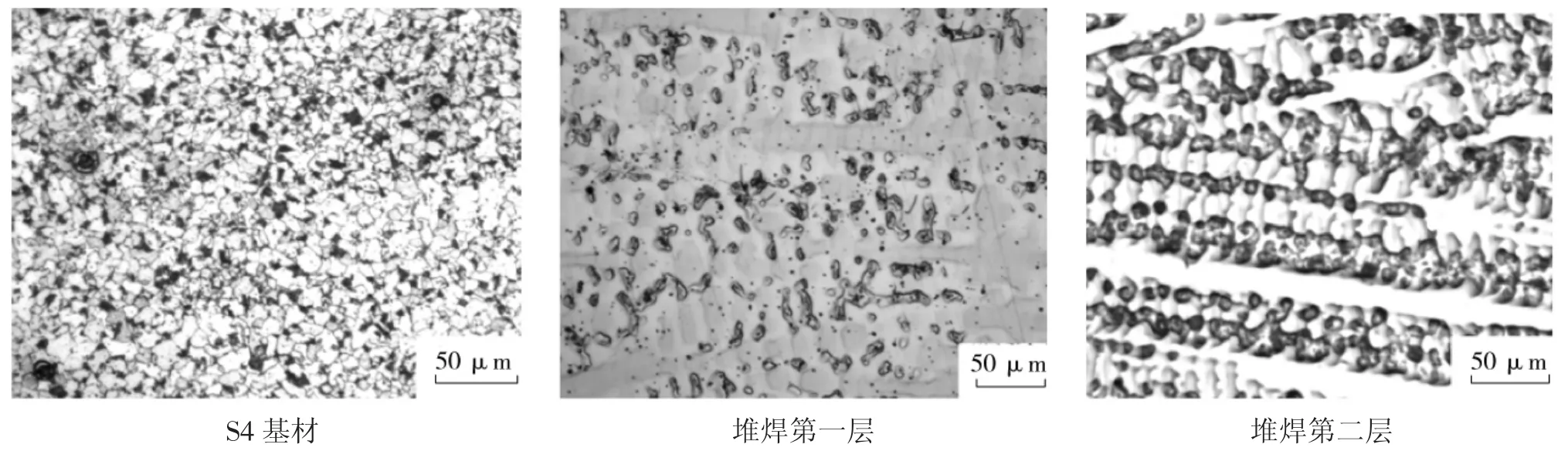
图5 S4双层电渣带极(ESW)基材及堆焊层组织
对比4种焊接工艺得到的堆焊组织可以看出,带极堆焊层晶粒度明显大于手工焊堆焊层,且排列整齐,说明带极堆焊层整体热输入量大,熔敷金属晶粒生长较为规则。
2 结论
(1)CO2气体保护药芯焊丝堆焊、焊条电弧堆焊、双层埋弧带极堆焊、双层电渣带极堆焊4种焊接方法得到的INCONEL 625合金堆焊层均能满足相关标准及技术条件的要求。
(2)镍基合金堆焊层熔敷金属热传导能力较弱,为保证耐腐蚀性能,在焊接过程中使用较小焊接电流、较高的焊接电压以及较快的焊接速度以控制晶粒的成长及形态。
