焊后热处理工艺对堆焊层Fe含量稀释率的研究
2019-09-28
(上海锐迈重工有限公司,上海201101)
0 前言
稀释率是评价堆焊层组织的重要参数之一,其大小决定着堆焊层的质量及合金元素的利用率。稀释率越低意味着合金成分被母材成分的冲淡越小,在满足使用条件下,堆焊层越少越节约堆焊材料。随着海底深水项目的开发,越来越多的海底管线需要采用堆焊复合管,在节约成本的同时,也面临着堆焊层被稀释的问题,特别是对于堆焊镍基合金625材料,对Fe元素的稀释率要求控制在5%以下,同时对于有特殊要求的合金,堆焊后还需要进行热处理。热处理后Fe元素的稀释率情况如何仍然是需要探寻的问题,为此,通过对比焊后热处理需要与否,研究不同堆焊复合材料(堆焊材料均为Inconel 625),为生产提供可行性指导方案。
1 试验内容
1.1 试验材料
试验母材材质为A350 LF2(壁厚15 mm)、A182 F316(壁厚 18.26 mm)及 A694 F70(18 mm),复合层材料为Inconel 625。复合层金属通过由可编程控制器控制的专用焊接设备和专用焊枪采用热丝TIG自动堆焊而成,堆焊层总厚度不低于3 mm,堆焊至少2层。
1.2 检测设备
试验化学元素分析采用公司PMI光谱检测分析设备。
1.3 试验方法
将以上三种不同的材料分成2组,一组经过堆焊后直接按要求测量不同位置Fe含量;另一组堆焊后放置实验室电阻炉内,进行焊后热处理,然后再测试不同位置Fe含量。热处理设备型号为RJ-30-3的实验箱式电阻炉,热处理工艺参数见如表1所示。
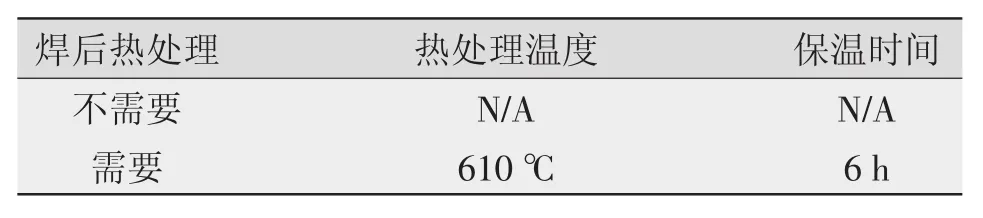
表1 焊后热处理工艺Table 1 Heat treatment parameters after welding
2 试验结果及分析
2.1 试验结果
根据标准ASTMIX BPVC-2017要求对相关位置进行数据收集,详细情况如表2所示。
由表2可知,选用的焊丝Fe含量均在0.19%,低合金钢(A350 LF2和A694 F70)经过堆焊后,熔合线以上2 mm(FL+2 mm)处Fe含量约为4%,熔合线以上3 mm(FL+3 mm)处Fe含量约为3.5%;不锈钢(A182 F316)经过堆焊后,熔合线以上2 mm和3 mm的Fe含量均约为3.0%,后者略低一些。
焊后热处理主要目的是降低焊接过程形成的内应力,同时焊后热处理不能降低基材的性能。目前公司对堆焊后进行的热处理温度在580~620℃左右,在这个温度范围内Fe元素的扩散非常缓慢;表2中数据也进一步证明,焊后热处理对Fe元素的扩散影响非常小。
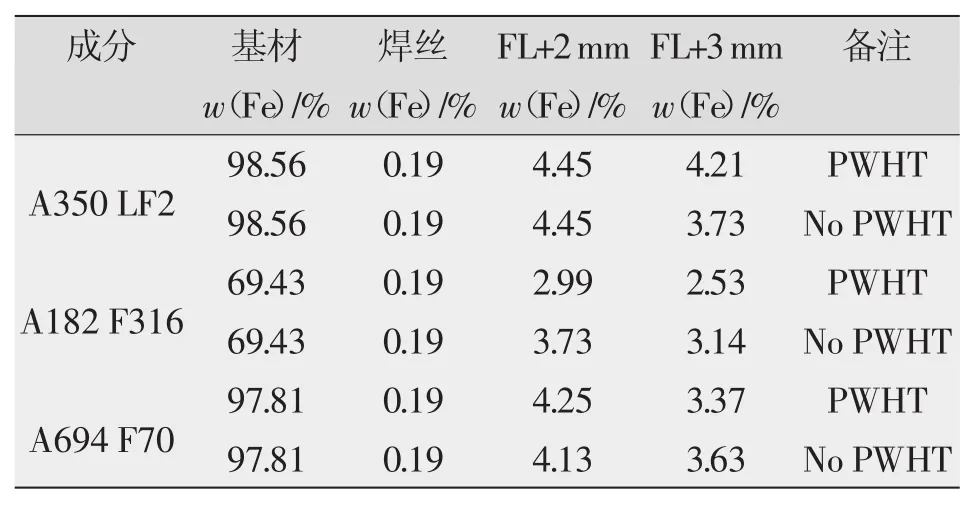
表2 基材和堆焊层的化学成分Table 2 Chemical composition of base material and weld overlay Inconel 625
2.2 数据分析
将收集好的数据按经验公式:Fe稀释率(堆焊层)=[Fe%(堆焊层)-Fe%(焊丝)]/[(Fe%(基材)-Fe%(焊丝)],分别计算堆焊层Fe含量稀释率,不同热处理工艺对堆焊层Fe含量稀释率的影响如图1所示。

图1 不同热处理工艺对堆焊层Fe含量稀释率的影响Fig.3 Effect of heat treatment process on dilution rate of Fe content at weld overlay layer
对比图1可知,热处理对堆焊层Fe含量稀释率无明显影响。距离熔合线2 mm的Fe含量稀释率比距离熔合线3 mm的Fe含量稀释率平均高约0.6%。对于基材为316,堆焊625合金,距离熔合线2 mm处的Fe含量稀释率超过5%,经过对分析现场焊接参数可知,这主要是焊接电流偏高造成的。
基于以上分析,焊后热处理对堆焊层Fe含量的稀释率无明显影响,公司可以针对性地对相关堆焊产品进行批量生产。
3 结论
(1)焊后热处理对堆焊层Fe含量稀释率无明显影响。
(2)距离熔合线越近,Fe含量的稀释率越大。
(3)通过本试验研究结果,对于堆焊625产品,只要严格控制焊接参数,堆焊层Fe含量稀释率基本可控制在5%以下,公司可以对该类产品进行批量生产。
