喷涂机器人作业精度提升研究
2019-09-26乔宪光李欢欢汤海荣任伟杰赵玄李大平杨凯选
乔宪光,李欢欢,汤海荣,任伟杰,赵玄,李大平,杨凯选
喷涂机器人作业精度提升研究
乔宪光,李欢欢,汤海荣,任伟杰,赵玄,李大平,杨凯选
(诺博汽车系统有限公司,河北 保定 071000)
文章对保险杠喷涂线体中喷涂机器人与生产输送链、喷涂挂具和喷涂产品之间的精度关系和设计要求进行了研究。对保险杠喷涂线体在设计和安装时规范要求提供借鉴。
喷涂机器人;输送链;喷涂挂具
1 综述
涂装生产线自动化应用比例越来越高,大多数喷涂线体均采用喷涂机器人进行产品喷涂。在产能和效率提升的同时,喷涂产品质量对喷涂机器人的要求越来越高。汽车内外饰行业喷涂机器人的仿形基本都是技术人员先应用离线编程,然后在线示教完成的。喷涂机器人系统偏差与离线编程准确度存在直接关系,即喷涂机器人系统偏差越大,离线编程准确度越差。某知名喷涂机器人厂家要求保险杠静电喷涂系统偏差≤±5mm,如偏差在±(5~10)mm则会影响膜厚和喷涂质量,如偏差>10mm会严重影响膜厚和喷涂质量。在当前设备技术条件下,提高喷涂机器人等相关设备系统精度,既可以有效提高产品喷涂质量稳定性,又可以节省涂料,同时提高技术人员编程效率。
基于喷涂机器人工作精度优化的理念,经过多个项目的实践总结,在新工厂建设和编程调试中,将喷涂机器人作业精度综合误差设计在±5mm范围内,在生产中可得到了预期的效果。
影响喷涂机器人作业精度误差主要由滑橇公差、滑橇运行公差、一次/二次挂具公差和喷涂机器人公差导致(如图1)。

图1 喷涂喷涂机器人作业精度综合误差
2 喷涂机器人精度要求
2.1 喷涂机器人底座安装精度要求
喷涂机器人底座是承载喷涂机器人本体和连接固定喷涂的重要组成部分,相当于喷涂机器人系统的“基石”。喷涂机器人安装底座可以给喷涂机器人本体提供平整可靠的基础,对于同一线体中各个喷涂机器人的水平相对高度和水平度均有重要作用,因此,喷涂机器人底座安装的好与坏直接影响喷涂机器人本体的安装精度。
喷涂机器人底座一般使用厚度(10~30)mm的正方形钢板承载喷涂机器人本体,钢板下有4个支撑柱支撑(如图2)。对于其安装精度要求:1、平台相对高度和水平度使用专业的调平测量仪器进行测量和调整;2、平台(正方形钢板)的相对高度≤0.5mm,倾斜角度≤3°且钢板上可刻画如图2辅助安装线。

图2 喷涂机器人安装底座精度控制
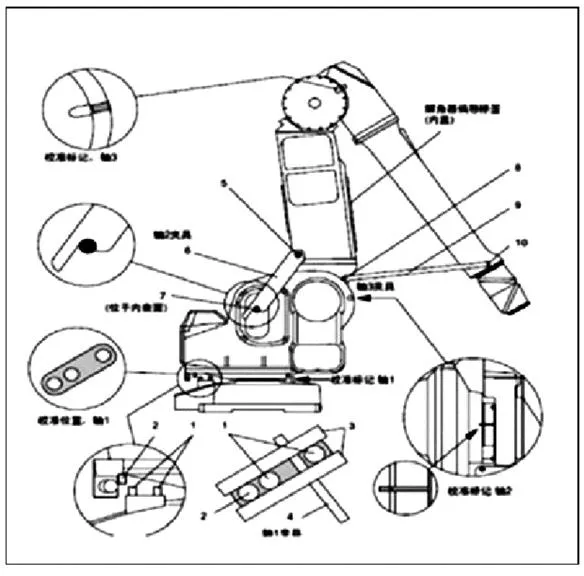
图3 喷涂机器人零位校准
2.2 喷涂机器人校零
喷涂机器人控制系统需要始终掌握工具中心点(TCP)的点坐标和方向,这就需要基准点(零点),通过零点可以计算点坐标位置和方向。这个零点就是喷涂机器人零位也是喷涂机器人操作模型的初始位置。当零位不正确时,喷涂机器人不能正常运动。因该坐标位置数据关系到喷涂机器人正常工作,必须把各关节轴的点坐标调到固定位置,这个过程被称为校准。进行零位校准时,喷涂机器人的各关节轴移动到图3中的目标位置,这个位置被称为机械零位(图3以某厂家喷涂机器人为例说明)。目前机器人校零位采用专业工具进行,提高喷涂机器人精度。
3 输送精度对喷涂机器人作业的影响
3.1 喷涂机器人运行方式
喷涂机器人的运动轨迹是按照三坐标X、Y、Z方向线性运动的,其运动误差在校零后≤0.15mm。喷涂机器人主要有6个轴,分别可实现左右旋转,前后摆动,上下摆动和45°旋转摆动及360°旋转(图4)。
3.2 输送运行方式
本文主要针对滑橇式输送链的精度设计分析,滑橇式输送可以实现滑橇的运行,停止,升降,旋转等功能,大大提高涂装线体输送的灵活性,便于线体的设计、改造和生产效率的提高。滑橇运行使用短节距滚子链和锚链做滑动摩擦提供动力,其缺点是对滑橇运行存在晃动问题(图4)。

图4 喷涂机器人定点作业时滑橇运行对精度的影响
4 滑橇运行精度
滑橇及滑橇运行过程中精度要求:1、滑橇公差≤1.5mm;2、滑橇运行公差≤1.5mm,且要求滑橇在同一喷漆室内输送链上不存在跳动、左右来回摆动情况。
以汽车保险杠生产线的滑橇精度问题举例。针对图4中滑橇在锚链上运行出现的左右摆动、倾斜问题,可以使用在输送导轨两侧安装定位轮的方式改善。定位轮安装于喷涂室的一段输送链导轨两侧,每侧定位轮间距设计小于滑橇长度,目的是可以有效固定滑橇位置(图5)。

图5 喷涂室滑橇一种定位方式
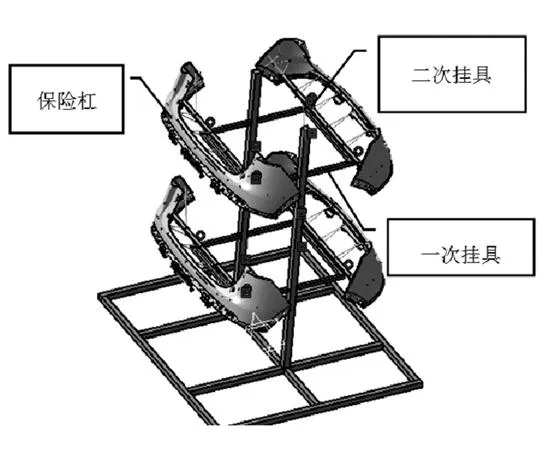
图6 保险杠挂件方式
本文只是提出一种简便经济的设计方式,但缺点是需要设备人员定时维护和校正,增加设备维护人员工作量。根本性的解决滑橇在输送中运行摆动问题需要专业的输送设计人员进行整体设备构造的设计、计算并严控现场的安装精度。总之涂装线体要提高喷涂机器人喷涂的精度,输送的精度需要重视并在设备设计和安装过程中重点关注。
5 挂具的精度对喷涂机器人作业的影响
5.1 一次/二次挂具
保险杠喷涂不同于车身喷涂,保险杠因本身为塑料材质且自身结构复杂,无法稳固的置于滑橇上,需要使用保险杠对应结构的二次挂具支撑,并使用一次挂具将二次挂具固定于滑橇上(图6)。
一次挂具相对于二次挂具可算作一个生产线的标准件,在线体设计建造时已有相应的图纸和制作标准,其安装精度主要取决于一次挂具制作厂家的制造水平,一般要求精度控制在±0.5mm以内。
二次挂具相对比较复杂,其结构和用材均由喷涂产品决定,要求其精度控制在±1.5mm以内。生产线喷涂的保险杠结构复杂,对应设计的二次挂具结构就会复杂,如挂具制作厂家做工水平一般,批量生产时喷涂机器人喷涂精度误差波动就很大。无论制作精度多高的二次挂具,因为其使用方钢或钢筋进行制作,且批量(相同结构复制品)制作的数量较大,过程生产受外力也会产生形变导致精度波动很大。
5.2 一次/二次挂具对喷涂机器人作业的影响
保险杠自动喷涂特点为喷涂机器人以一种固定运行轨迹重复对每橇相同保险杠进行喷涂作业,即每橇保险杠挂件后产品位置存在偏差会直接影响喷涂机器人喷涂效果,从而造成漆膜流漆、露底等缺陷,甚至发生喷涂机器人碰撞等安全问题。
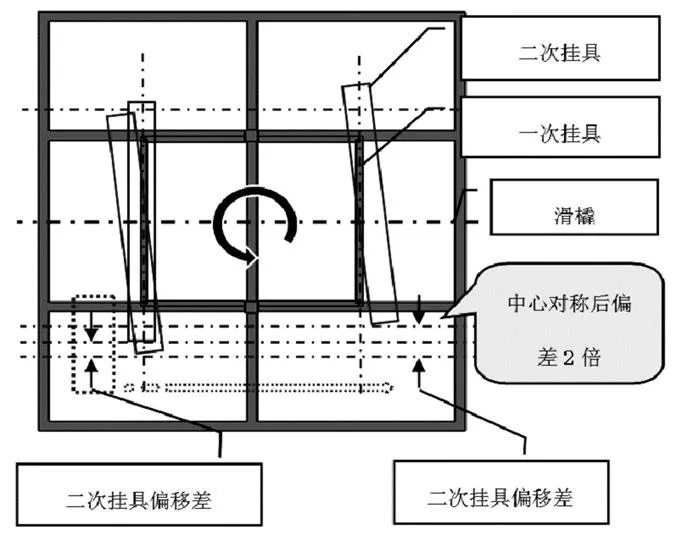
图7 一次/二次挂具精度影响
针对两侧产品喷涂的输送生产线,喷涂机器人安装时已考虑中心对称的精度校正。喷涂机器人编程保险杠轨迹时一般仅编程一侧,然后离线运行无异常后,镜像即可得对侧轨迹,这样可以大大的缩短产品编程调试周期,提高调试效率。
由图7可以看出,若一次/二次挂具存在偏差,其中心旋转对称后偏差将放大2倍。例如二次挂具向一端偏差为10mm,中心对称后相对原来的偏差距离为20mm;二次挂具倾斜3°,中心对称后相对原来的偏差倾斜6°,且距离偏差也会增大,镜像后程序与实际偏差也会变大。
5.3 一次/二次挂具制作设计和维护要求
设计要求:一/二次挂具要求专业设计人员绘制图纸并符合受力结构,同时二次挂具有设计校准检具(图8)。
维护要求:过程生产中因一/二次挂具会沾污油漆等因素,使用过程中会受到外力而产生变形,故生产过程需定时对挂具进行清洗和校准,使用一定年限后需报废后重新制作,避免挂具本身材料老化而无法校准不可逆的变形。
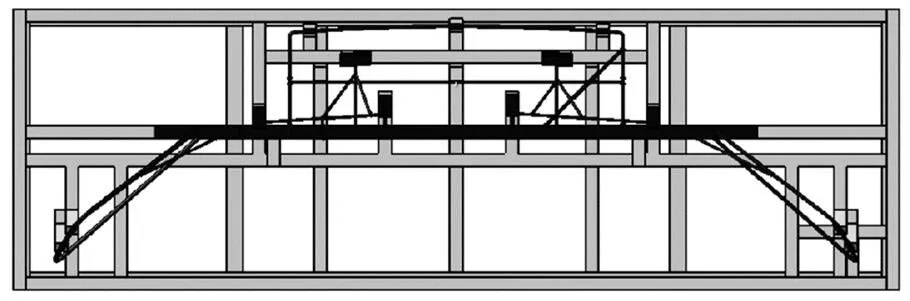
图8 挂具和检具
6 总结
涂装线喷涂机器人作业精度的提高对喷涂产品质量稳定性有着重要作用,其不仅可以缩短编程技术人员的工作量从而缩短编程周期,而且提高了产品的喷涂合格率,节约工厂生产成本。在新工厂建设当中将输送链、滑橇、挂具和喷涂机器人的安装设计和调试科学系统的结合,使得涂装线体更趋于系统、合理化。产品过程开发中科学精细的设计和制作产品挂具可以有效改善喷涂机器人调试周期和产品合格率。
[1] 杨学淳.工程机械涂装输送设备最新进展[J].专论与综述,1007- 9548(2016)08-0024-02.
[2] Gang Liu, Chao Yun.A Fast Approach for Time Optimal and Smooth Trajectory Planning of Robot Manipulators [J].Journal of Harbin Institute of Technology (New Series), 1005-9113.2016.05.004.
[3] 宋永石.何仁琪.关于实效公差带的研究[J].工程技术,1672-3791(2016)06(c)-0043-02.
[4] 杜亮.六自由度工业喷涂机器人定位误差参数辨识及补偿方法的研究[J].中国知网,TP242.2/2016.5.
Research of Improving the Working Accuracy of Painting Robots
Qiao Xianguang, Li Huanhuan, Tang Hairong, Ren Weijie, Zhao Xuan, Li Daping,Yang Kaixuan
( Nobo Automotive System Co. Ltd., Hebei Baoding 071000 )
In this paper, the precision relationship between the painting robot in the automobile bumper painting line and the production chain, painting hangers and painting products is discussed. The design requirements are studied.It can be used for reference in the design and installation of automobile bumper painting line.
The painting robot; Production chain;Paintinghangers
TP242.2
A
1671-7988(2019)18-213-03
TP242.2
A
1671-7988(2019)18-213-03
乔宪光,就职于诺博汽车系统有限公司。
10.16638/j.cnki.1671-7988.2019.18.073
