细纱机“三同心”校正方法及对成纱产质量的影响
2019-09-25范伟华屈栋梁刘晓燕
范伟华,屈栋梁,刘晓燕
(山东华兴纺织集团有限公司,山东 泰安 271400)
0 引言
环锭细纱机的“三同心”是要求钢领中心线、锭子中心线和导纱钩小内孔中心线在同一垂线上,即对三者的同轴度要求。“三同心”的状态对成纱的毛羽、最小强力、条干等指标影响较大,尤其对千锭时断头率的影响更大。“三同心”调整不好,会大量增加细纱断头,导致胶辊花量增加,制成率降低,耗棉量增大;还会造成飞花附入等偶发性疵点,加大挡车工工作量,减少看台量,增加吨纱成本。因此,如何快速、高效、高精度校正“三同心”,成为纺织企业的现实需求[1]。
实现“三同心”校正方法有2种:① 传统线型校正法——敲锭子(部分机器是校钢领)、吊线锤,该方法费时费力,效果较差;② 使用新型“三同心”校准器校正法,方便快捷,精度高,值得推广[2]。
1 传统线型“三同心”校正法
1.1 敲锭子法校正锭子与钢领同轴
1.1.1 敲锭子前必须校正钢领板。要求钢领板始终相对于锭杆升降位置成一直线,且整台车钢领板处于同一水平面;钢领必须紧固牢靠,不得松动、歪斜;钢领板升降要灵活,无振动和卡顿等问题。
1.1.2 将钢领板升降到一定位置后固定不动,以钢领中心为定位基准,开机后将钢领、锭子对中心规XG26专用工具套到锭杆上,使工具隔距盘的顶面与钢领顶面相互平齐,观察回转的隔距盘(直径比钢领内径小0.8 mm~1.0 mm)与钢领内径表面的间隙,间隙小的部位代表了锭子的歪斜方向。使用专用工具XG33等敲锭座,使钢领内径一周与中心规隔距盘间隙均匀一致,实现钢领与锭子同轴。
1.1.3 敲锭子法校正锭子与钢领同轴,必须正确认识以下几点:锭子与钢领同轴,是指钢领板升降全程;敲锭子前要剔除麻手、摇头锭子,若出现锭杆弯曲或锭子轴承磨损而使锭子运行不平稳则会影响同轴的校正;敲锭子前要校正锭子垂直,即保证锭子与钢领所在的水平面垂直;必须敲活锭子,即先将锭脚螺母松至80%~90%程度,然后敲锭子,敲正后必须再拧紧螺母以免走动。
1.2 吊线锤法校正导纱钩与锭子同轴
在校正锭子与钢领同轴后,通常再用吊线锤的方法校正导纱钩与锭子同轴。首先,检查导纱板高度一致、摆动灵活、不松动,确保导纱钩与锭子中心偏差不大于0.5 mm。其次,检查导纱板升降杆(俗称“小羊脚杆”)升降灵活,否则需要校正升降杆使其垂直。再次,将线锤穿入导纱钩,使贴在导纱板表面的细线垂直于导纱角铁长向方向,使这根细线在导纱钩上的吊锤点和实纺纱线与导纱钩的接触状态完全相同。调节导纱板在导纱角铁上的长向位置(左右移动)和导纱钩在导纱板上的进出位置(前后移动),使线锤尖对准锭子顶端正中位置,固定导纱板和导纱钩,确保其位置固定。之后,开机并检查气圈状态,及时调整歪气圈,以消除歪锭子和落后锭子,即校“活气圈”。
以上是传统校“三同心”的方法,操作繁琐,基准不易控制,效率低,精度较差。
2 新型“三同心”校准器校正法
图1为无锡市求盛纺织机械配件制造有限公司专利产品,用于专业校正锭子、钢领、导纱钩“三同心”。

图1 新型“三同心”校准器
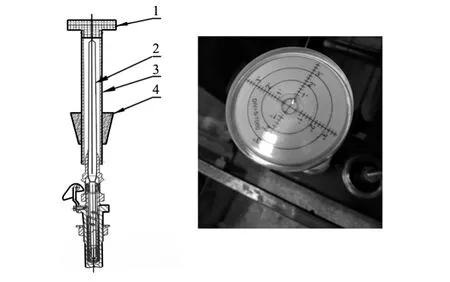
图2 水平仪位置、校准工具压入方向

图3 导纱钩定位装置安装示意
其使用方法如下:关闭细纱机,使钢领板沉底,拔掉管纱,露出锭子;将水平仪装进校准工具,稍用力压紧水平仪,并将校准工具轻轻压入锭子中(如图2所示);观察水平仪水泡方向,调整锭子的垂直度,采用垫铜皮或纸张的方法进行调整,可一次性将整台车所有锭子的垂直度调整好;之后将水平仪取下,安装导纱钩定位装置(如图3所示);上升钢领板使钢领内孔与定位滑块接触;调整导纱钩定位装置的高度,使其尖部正好可以插入导纱钩中;松开清洁器压板螺丝,使钢领处于自由状态;一手轻轻下压滑块,使其与钢领内孔完全接触,一手拧紧清洁器压板及螺丝;取出该工具,调试完成。
使用传统线型“三同心”校正法时,1台细纱机(444锭)用时约4 h/人,而使用新型校准器校正法用时约1.5 h/人,工作效率明显提高。因其校正质量好,校正“三同心”的周期可延长约2个月。
3 “三同心”对成纱产质量的影响
3.1 “三同心”偏移造成断头,产生毛羽
3.1.1 导纱钩中心偏移:直接造成纺纱气圈歪斜,形状和大小变化;严重偏移会使气圈碰纱管头或隔纱板,造成纱线发毛、毛羽增加,甚至出现断头[3]。
3.1.2 锭子中心偏移:即锭杆上的管纱相对钢领中心发生偏移,轻微时纺纱气圈歪斜、不稳定;严重偏移时,会直接造成管纱擦碰钢领导致纱线发毛、毛羽增加,甚至出现断头。
3.1.3 钢领中心偏移:会降低钢丝圈在高速运行中的稳定性而造成断头;严重偏移会使钢领擦碰管纱,纱线发毛、毛羽增加,甚至出现断头,在大、中管纱时表现更明显。
3.1.4 三中心全部偏移:将造成纺纱气圈形状、大小异常;纺纱气圈擦碰纱管头、隔纱板,钢领擦碰管纱,使纱线断头大幅增加;纺纱张力不稳定,钢丝圈运行不平稳,容易磨损、楔住,造成断头;“三不同心”直接造成断头、毛羽剧增,甚至出现“小毛猴”纱,进而影响产质量。
3.2 “三同心”对细纱产量的影响
3.2.1 当钢领板和导纱钩的升降柱(俗称“大、小羊脚”)与轴孔磨损过大或有飞花阻塞而造成升降不平稳或顿挫问题时,会严重影响“三同心”,造成断头。
3.2.2 校正不精准,维护保养不及时,就会出现三不同心,纺纱时气圈异常,使纺纱张力增大,造成重复断头。为减少断头,提高成纱质量,必须严格执行大小修理、揩车及预防性检修,提升细纱机平修质量,以保证“三同心”。
3.3 “三同心”对成纱质量的影响
3.3.1 纺 CJ 7.3 tex纱“三同心”调整前后成纱质量对比,见表1。由表1可以看出,通过消除摇头锭子、歪斜锭子,调整“三同心”后,条干CV值改善了0.59个百分点,CVb值改善了1.11个百分点,-50%千米细节减少了41.67%,成效显著;同时,千锭时断头数由原来的7根下降到4根。

表1 “三同心”调整前后纺CJ 7.3 tex纱成纱质量对比
3.3.2 “三同心”调整后,可稳定纺纱气圈,减少强力弱环,提升整体强力。其调整前后纺CJ 7.3 tex纱强力对比,如图4所示。

图4 “三同心”调整前后强力对比
由于升降过程中的振动、打顿使钢领板发生位移,造成整台车多数锭子三不同心,气圈歪斜,纺纱张力增大,从而造成纺纱弱环,断头增多。通过消除设备故障,校正钢领板,实现“三同心”后,图4中的平均强力提高了5.19%,最小强力提高了17.53%,强力CV值降低了12.38%。最小强力和平均强力的提高,可直接减少细纱断头,减轻细纱值车工的接头工作量,同时可提高织机的效率,减轻织布工人的劳动强度。
3.3.3 “三同心”调整后,毛羽明显改善。其调整前后纺CJ 7.3 tex纱毛羽对比,如图5所示。

图5 “三同心”调整前后3 mm毛羽数对比
当锭子、钢领与导纱钩“三同心”偏差较大时,增大了钢丝圈在钢领上的摆动、倾斜和楔住概率,使纱线发毛、毛羽增加。通过认真、精确校正“三同心”后,由图5可以看出,3 mm毛羽根数明显降低,纱线更光洁,可使织物纹理更清晰,适于纺制高档产品。
4 结语
锭子、钢领与导纱钩“三同心”对纱线的毛羽、断裂强力影响很大,保证“三同心”状态可有效提高纱线的质量。“三同心”有偏差时,细纱断头明显增加,既增加了值车工的工作量,又影响了产质量。新型校准器校正法与传统线型校正法相比,明显提高工作效率。在日常的设备保全保养工作中,无论是使用传统线型方法校正“三同心”,还是使用新型“三同心”校准器,都必须认真细致地校正每个锭子,提高平揩车技术,减少因“三同心”出现的断头和毛羽问题,达到提升产量和质量的目的。
