超声辅助磨削SiCf/SiC陶瓷基复合材料*
2019-09-18康仁科朱祥龙董志刚
康仁科,赵 凡, 鲍 岩, 朱祥龙, 董志刚
(大连理工大学, 精密与特种加工教育部重点实验室, 辽宁 大连 116024)
碳化硅纤维增强陶瓷基复合材料(SiCf/SiC)是在SiC陶瓷基体中加入SiC纤维增强相而制成的,它结合了SiC纤维和SiC陶瓷基体的优点,具有耐高温、低密度、高比模、高比强、高耐磨、耐化学腐蚀、低热膨胀系数等材料属性[1-3],同时,由于存在纤维的增韧作用,提高了陶瓷基材料的断裂韧性[4-5],因而其在航空发动机、飞行器热防护系统、高档汽车刹车系统等方面得到了大量应用[6-7]。
SiCf/SiC复合材料制备多数采用近净成形的制备方法,但为了满足高精度装配和使用的要求,一般都需要对其二次加工,以达到其表面质量和尺寸形状精度等的要求。采用传统机械加工工艺加工时,由于其硬度高、脆性大、各向异性等材料属性,会造成其表面塌边和边缘破损,纤维抽出断裂和砂轮磨损、堵塞等现象,严重影响其加工质量[8-9]。
为解决传统机械加工中的上述问题,特种加工技术逐渐被应用到SiCf/SiC复合材料的加工中。焦健等[10]利用高压水射流法对SiCf/SiC复合材料进行切削和打孔加工,发现在试验参数内高压水射流法能够提高打孔质量,但当加工厚度增加时,其表面容易产生毛刺、崩边等现象。MUTTAMARA等[11]将普通电火花成型机和辅助电极电火花加工相结合,成功在陶瓷工件上加工出了微型孔;但陶瓷材料导电性差异较大,且电火花加工中电极磨损较为严重,导致加工成本较高[12]。HU等[13]对SiCf/SiC复合材料进行超短脉冲激光加工微小通孔和盲孔的试验研究,分析了激光加工的加工特性,发现超短脉冲激光加工可以提高微孔加工精度和壁面质量,但激光加工过程热影响严重,且精细加工中材料会出现微裂纹等现象[12]。
超声辅助磨削可改变磨粒与工件之间的接触和作用状态,从而提高工件表面质量和加工效率、降低刀具磨损[14-16],现已成为实现碳纤维增强陶瓷基复合材料(Cf/SiC)构件高效、低损伤加工的有效方法之一。DING等[17]将超声作用于电镀金刚石杯型砂轮进行Cf/SiC复合材料的侧面磨削,发现超声辅助磨削可以有效降低其表面和亚表面损伤,减小纤维断裂尺寸。王明海等[18]对三维五向整体编织的Cf/SiC复合材料用超声扭转磨削加工,发现与传统磨削相比,超声扭转振动磨削可以有效降低磨削后的表面粗糙度。肖春芳等[19]对碳纤维复合材料进行超声辅助磨削并对其加工机理进行分析,发现超声辅助磨削可以将材料的表面粗糙度降低10%~30%,且还具有减少工具堵塞、延长刀具使用寿命的优点。LIU等[20]进行2D-Cf/SiC复合材料的超声辅助磨削试验研究,结果显示:在进给方向和纤维方向的任何夹角下,超声辅助磨削都可以显著降低其磨削力和加工后工件表面的三维表面粗糙度。FENG等[21]对Cf/SiC复合材料进行超声辅助钻孔,发现在超声作用下可以有效降低其进给力55%以上,进而减轻孔出口撕裂等缺陷,提高了加工质量。
与Cf/SiC复合材料相比,SiCf/SiC复合材料虽具有类似的制作工艺和材料属性,但SiCf/SiC复合材料中SiC纤维的断裂韧性更低、刚度更大、与SiC基体的结合强度更高,材料去除具有新的特点。因此,需要对超声辅助磨削SiCf/SiC复合材料的切削加工性能、表面微观形貌、加工质量评价等进行研究,但至今尚未见超声辅助磨削技术在SiCf/SiC复合材料构件加工中应用的报道。
对二维正交编织的SiCf/SiC复合材料进行超声辅助磨削,探究工艺参数对超声辅助磨削过程中磨削力的影响规律,研究超声辅助磨削中超声作用和超声振幅对磨削后的表面形貌和三维表面粗糙度的影响,并对超声辅助磨削中的材料去除机理进行分析。
1 试验条件
1.1 工件材料
试验材料为二维正交编织结构的SiCf/SiC复合材料,磨削试样尺寸为45 mm×20 mm×10 mm。材料的组织结构如图1中所示,包括SiC纤维胎网层、正交SiC纤维束层及大量孔隙[22]。与普通纤维增强陶瓷基复合材料不同,该材料在正交SiC纤维束层之间分布大量无规律纤维交错的SiC纤维胎网层,同时由于大量孔隙的存在,进一步加剧了该材料的复杂性和不均匀性。在本次微观形貌和表面粗糙度的试验研究中,不考虑孔隙和SiC纤维胎网层的影响。

(a)SiCf/SiC复合材料截面Cross section of SiCf/SiC composites(b)SiC纤维胎网层SiC fiber mesh layer(c)正交SiC纤维束层Orthogonal SiC fiber bundle layer图1 SiCf/SiC复合材料组织结构Fig. 1 Structure of SiCf/SiC composites
1.2 加工及检测条件
试验在集成超声振动系统的三轴立式数控机床上进行,机床主轴最大转速12 000 r/min,超声辅助系统的额定功率300 W,输出超声振动频率16~35 kHz。磨削工具为φ8 mm的电镀金刚石砂轮,金刚石粒度代号80/100,砂轮通过弹簧夹头与刀柄固定连接。SiCf/SiC复合材料工件用石蜡粘接在夹具上,夹具固定在Kistler 9119AA2压电测力仪上,测力仪再通过螺栓紧固在机床平台上。超声辅助磨削加工试验平台如图2所示,超声辅助磨削加工示意图如图3所示。图3中砂轮轴线垂直于待加工工件表面,超声振动方向平行于砂轮轴线方向。砂轮对刀后在主轴的带动下高速旋转,按指定磨削深度进行磨槽试验加工。
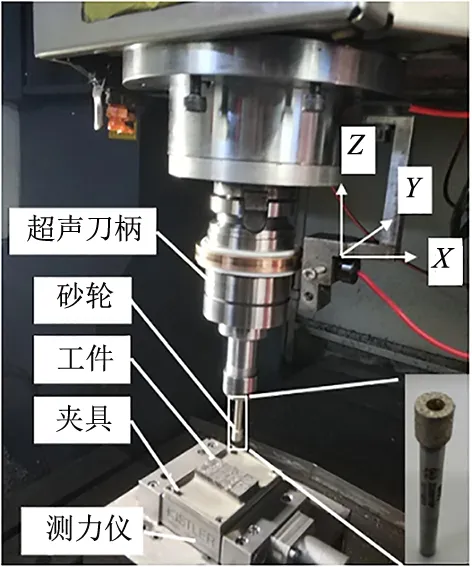
图 2 超声辅助磨削加工试验平台
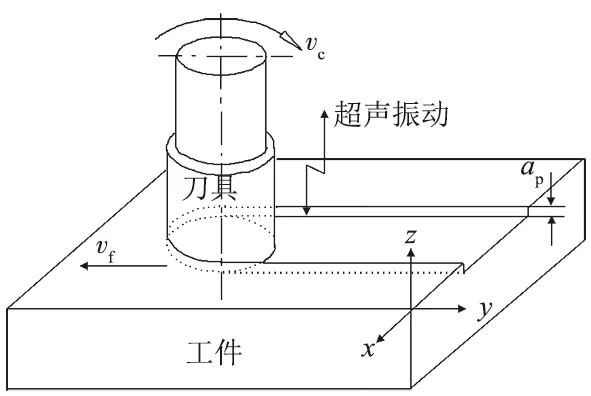
图 3 超声辅助磨削加工示意图
由于SiCf/SiC复合材料各向异性的特点,磨削后的表面质量不能再使用表面粗糙度Ra为评价标准,因为Ra只能反映一个或几个方向的轮廓数值分布,而三维表面粗糙度Sa则是在整个测量区域内采点取样,更能反映SiCf/SiC复合材料表面的微观形貌[23],因此采用3D表面形貌仪(ZYGO NV5000 5022S)测量Sa。由于SiCf/SiC复合材料的Sa测量值离散较大,所以重复测量六次,去除最大值与最小值后取平均值为其最终值。
用扫描电子显微镜(FEI Q45)观测磨削加工后复合材料的表面微观形貌,探讨材料去除方式及超声辅助中超声作用和超声振幅对表面形貌的影响规律。
2 试验结果及讨论
2.1 磨削力
为探究磨削深度、进给速度、磨削速度对超声辅助磨削SiCf/SiC复合材料磨削力的影响规律,选择合理的工艺参数进行超声辅助磨削及普通磨削的单因素试验。试验中超声振动频率为26.3 kHz,超声辅助磨削时超声振幅取10 μm,普通磨削时超声振幅为0 μm。有无超声的磨削力试验参数如表1所示。

表1 磨削力单因素试验参数Tab. 1 Single factor test parameters of grinding force
在表1所示的加工参数下,对SiCf/SiC复合材料进行超声辅助磨削和普通磨削的法向力、切向力和进给力进行测量,由于进给力较小,所以主要测量法向力Fn、切向力Ft,测量结果如图4、图5、图6所示。

(a)磨削深度对法向力的影响Effect of grinding depth on normal force (b)磨削深度对切向力的影响Effect of grinding depth on tangential force图4 磨削深度对磨削力的影响Fig. 4 Effect of grinding depth on grinding force
从图4可以看出:磨削深度增加,普通磨削和超声辅助磨削中的法向力Fn和切向力Ft均增大;在同一磨削深度下,相比于普通磨削,超声辅助磨削的法向力Fn和切向力Ft都降低,法向力Fn最大降低了37%,切向力Ft最大降低了49%。
从图5可以得出:进给速度增加,普通磨削和超声辅助磨削的法向力Fn和切向力Ft都随之增大;相同的进给速度下,相比于普通磨削,超声辅助磨削的磨削力均减小,法向力Fn最大降低了30%,切向力Ft最大降低了51%。
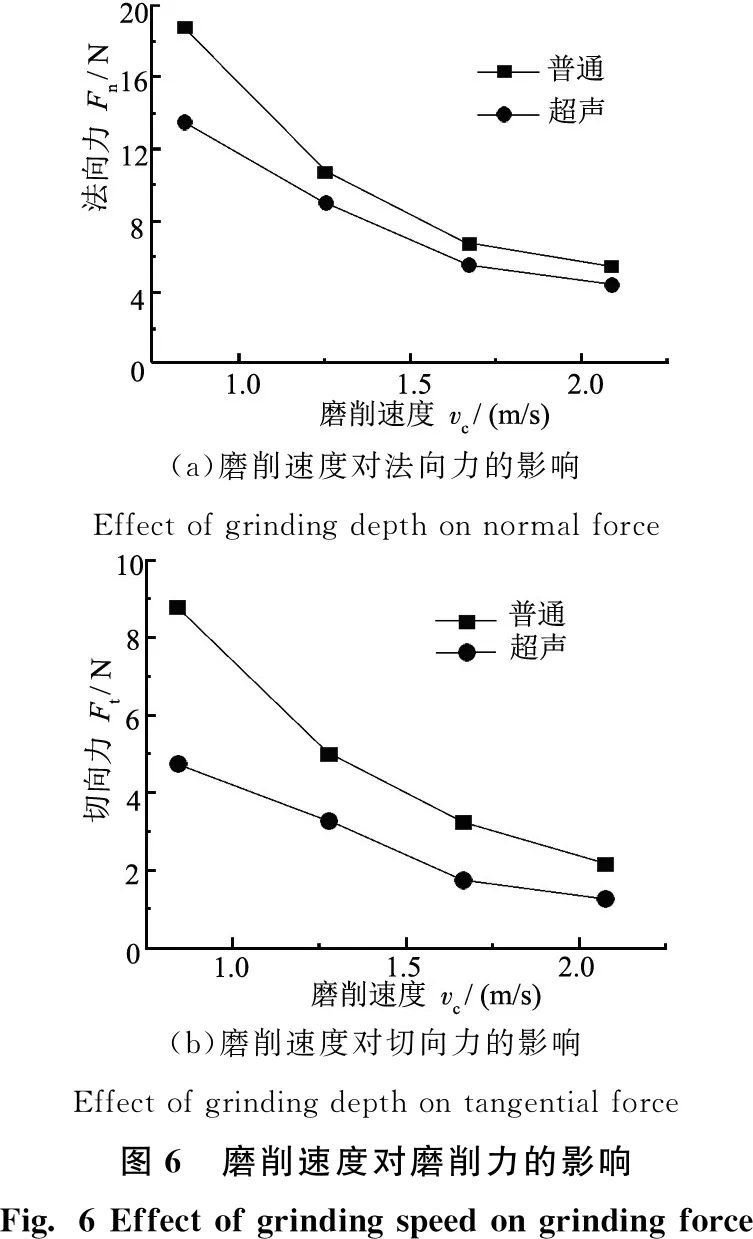
(a)磨削速度对法向力的影响Effect of grinding depth on normal force (b)磨削速度对切向力的影响Effect of grinding depth on tangential force图6 磨削速度对磨削力的影响Fig. 6 Effect of grinding speed on grinding force
从图6可以看出:磨削速度增加,普通磨削和超声辅助磨削的法向力Fn、切向力Ft都呈下降趋势,且同一参数下超声辅助磨削的磨削力要小于普通磨削的磨削力,法向力最大降低了27%,切向力最大降低了46%。因此,由磨削力试验结果可见,超声辅助磨削可以显著降低其磨削力。
2.2 表面微观形貌
图7为磨削深度0.1 mm、进给速度0.6 m/min、磨削速度1.26 m/s时,0、5、10 μm不同超声振幅下磨削后在扫描电子显微镜下观测到的材料表面形貌。

(a)250倍、0 μm振幅×250 & 0 μm amplitude (b)700倍、0 μm振幅×700 & 0 μm amplitude (c)250倍、5 μm振幅×250 & 5 μm amplitude (d)700倍、5 μm振幅×700 & 5 μm amplitude (e)250倍、10 μm振幅×250 & 10 μm amplitude图 7 不同超声振幅磨削后SiCf/SiC复合材料的表面形貌Fig. 7 Surface morphology of grinding SiCf/SiC composites with different ultrasonic amplitudes
从图7可以看出:超声磨削和普通磨削中,SiCf/SiC复合材料表面的材料去除方式主要为SiC纤维束的阶梯状脆性断裂,且断口边界形貌为不规则曲线[24-25]。但超声振幅0 μm(普通磨削)加工后,材料表面除了SiC纤维阶梯状断裂之外,还存在着大量SiC纤维从基体上剥落留下的凹槽及折断的SiC纤维(图7a、图7b); 而超声辅助磨削中,脱离SiC基体的SiC纤维被完全去除,SiC纤维剥落减少,SiC基体中不存在剥落凹槽,其表面质量提高(图7c、图7d)。同时,在超声辅助磨削中,振幅从5 μm变化到10 μm时,超声冲击作用变大,SiC纤维束的阶梯状脆性断裂边界曲线变得更加明显(图7e)。
SiCf/SiC复合材料的磨削去除过程如图8所示。图8a中的普通磨削加工时,由于SiC基体的脆性大于SiC纤维的脆性,SiC基体会先因磨削作用而开裂,裂纹扩展到纤维和基体交界处暂时被阻止。随着磨粒的剪切应力和挤压应力进一步加强,由于纤维和基体交界处的结合强度较弱,基体和纤维产生非同步横向收缩,裂纹会重新产生并进一步扩展。且普通磨削过程为连续接触加工过程,所以SiC纤维会发生脆性折断,其断屑尺寸较长,然后从基体上被剥离。
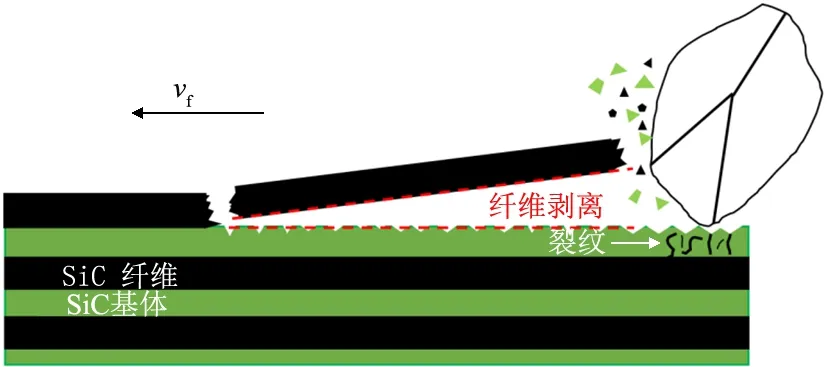
(a)普通磨削加工

(b)超声辅助磨削加工
超声辅助磨削加工时(图8b),SiCf/SiC复合材料除了受到普通磨削作用外,同时还受到超声的冲击作用。超声的冲击作用先将SiC纤维切断,使SiC纤维变为多截短纤维,然后以短纤维的方式去除,减少了SiC纤维直接从基体上剥离的现象,对表面质量起到积极作用。同时,超声辅助磨削中,磨粒除了原有的高速旋转和进给运动之外,在轴线方向还具有高频往复运动,磨粒单位时间内运动轨迹变长,切削速度和加速度增大,提高了材料的去除能力。并且,超声作用产生的高频微撞击使被加工材料表面产生微裂纹,改变了材料的去除机理,材料由连续切削去除变为间歇性切削去除,使得超声辅助磨削中的平均磨削力较普通磨削大幅降低,从而减小了SiC纤维和SiC基体间磨削过程中的应力突变,这也有利于其表面质量的提高。但超声振幅进一步增大时,超声冲击作用加剧,SiC基体的破碎较严重,SiC纤维束的纵向断裂尺寸加大,反而会造成工件表面起伏变大,表面质量下降。
2.3 三维表面粗糙度
表面粗糙度试验中,选择超声振幅和磨削深度为试验条件,各参数如表2所示。其中,超声振幅为0 μm 时即为普通磨削加工。

表2 表面粗糙度试验加工参数 Tab. 2 Surface roughness test machining parameters
按表2中的加工参数加工SiCf/SiC复合材料,试验结果如图9所示。从图9可以看出:在同一磨削深度下,超声振幅5 μm时的Sa最小,均小于振幅0 μm(普通磨削)和10 μm时的Sa。这说明超声辅助磨削中合适的超声振幅会提高磨削后的表面质量,但大振幅磨削后其表面质量会降低,这与SiCf/SiC复合材料磨削后的表面形貌观测结果相符合。

图 9 振幅对表面粗糙度的影响
根据超声振幅对三维表面粗糙度影响的试验结果,选取超声振幅5 μm,磨削深度为0.10、0.15、0.20、0.25 mm时,超声辅助磨削和普通磨削的三维表面粗糙度试验结果如图10所示。
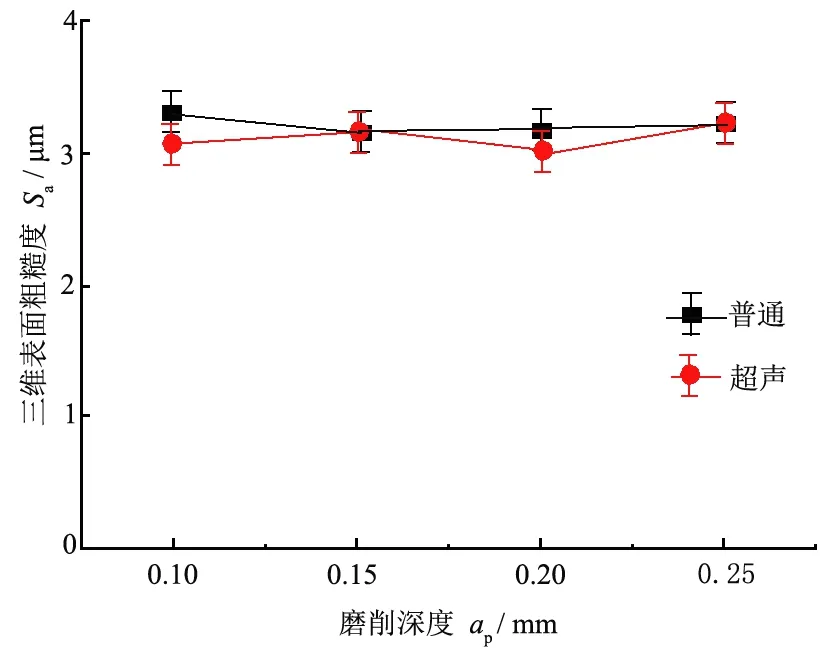
图 10 磨削深度对表面粗糙度的影响
从图10可以看出:超声辅助磨削和普通磨削加工后复合材料的Sa变化不大,均在3~4 μm,且随磨削深度的变化趋势也一致;但在同一磨削深度下,超声辅助磨削的Sa较普通磨削的Sa略微减小。所以,为了提高SiCf/SiC复合材料的磨削加工效率,可以采用超声辅助磨削的方法,并适当提高磨削深度,以提高单位时间材料的去除率。
3 结论
通过对SiCf/SiC复合材料进行超声辅助磨削及普通磨削单因素试验,分析了磨削深度、进给速度、磨削速度对磨削力的影响规律,观测了磨削后材料的表面形貌,对超声辅助磨削SiCf/SiC复合材料的材料去除机理进行分析,探究了超声振幅和磨削深度对该材料三维表面粗糙度Sa的影响规律。得出以下结论:
(1)在试验参数范围内,普通磨削和超声辅助磨削的法向力Fn、切向力Ft均随磨削深度、进给速度的增加而变大,随磨削速度的升高而降低。在同一参数下,超声辅助磨削的磨削力显著小于普通磨削的磨削力。
(2)SiCf/SiC复合材料的磨削加工中,材料去除的主要形式为SiC纤维束的阶梯状脆性断裂。普通磨削中,SiC纤维会发生折断后从基体上剥离,并在基体上留下凹槽;超声辅助磨削中,SiC纤维会被超声的冲击作用切断为多截短纤维,以短纤维的形式被去除,从而减少了SiC纤维的折断和剥离现象。
(3)在试验参数范围内,在同一参数下,超声振幅5 μm磨削后的三维表面粗糙度Sa要略小于普通磨削的;但振幅10 μm时,超声磨削后的Sa要略大于普通磨削的。在磨削深度从0.10 mm变化到0.25 mm时,超声辅助和普通磨削后材料的Sa差异不大。在SiCf/SiC复合材料的磨削加工中,可以选择超声振幅5 μm并适当增加磨削深度来提高材料加工效率。