浅谈平曲线钢桥加工制作工法
2019-09-03岳全
岳全
(山东高速铁建装备有限公司,山东 潍坊262600)
1 引言
钢桥梁从结构形式上来看,分为板梁、钢桁架梁钢箱梁等基本形式[1],钢桥梁线性主要分为直线型、曲线型两种[2],本文围绕曲线型钢桥梁的加工制作进行研究。
2 结构形式
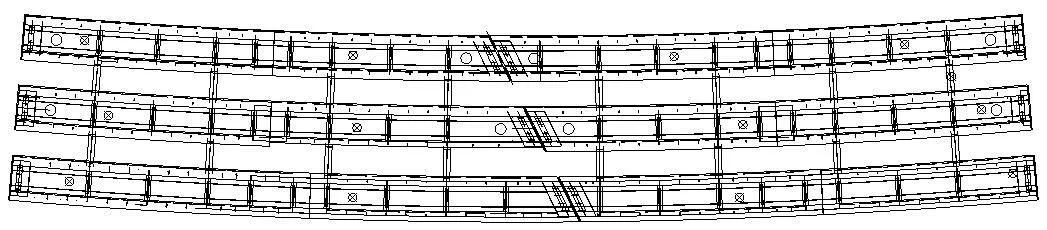
图1 俯视图
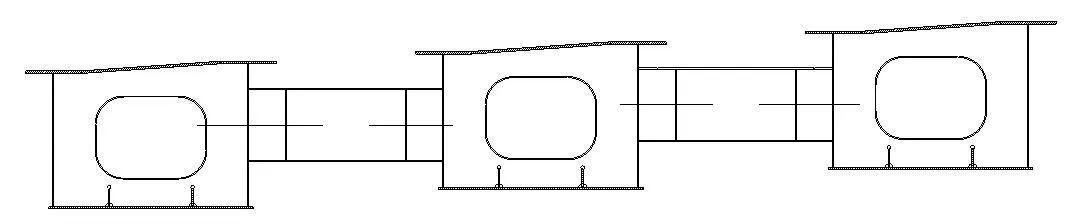
图2 侧视图
本钢箱梁处于R=350m 圆周曲线上,结构包括四部分:底板单元、T 梁单元、横隔板单元、横向联系梁。其中底板由板条肋与底板焊接而成,T 梁单元由腹板与翼板、加劲肋焊接而成,横隔板单元由横隔板与加劲肋焊接而成,横向联系梁为型钢构件。
3 加工制作
3.1 图纸深化
首先利用Tekla 等三维建模软件建立三维模型,在Tekla建模时要充分考虑钢桥位于圆周曲线上,模型建立完成后分解为可下料的工程图纸,因为本桥梁段位于圆周曲线上,钢桥外侧弧长比内侧弧长1897mm,加工单元件时需区分内侧和外侧。
3.2 下料
顶底板下料时应考虑平曲线要素及焊接收缩量。
下料尺寸=理论尺寸+焊接收缩量+加工余量+线形调整量
理论尺寸:Tekla 模型深化尺寸;
焊接收缩量:按照式(1)计算。

K 取0.9,A(α)为焊缝有效面积,L 为焊缝长度,A(b)为构件截面面积。
加工余量:t≤16mm,余量值为+2mm;t>16mm,余量值为+3mm。
线性调整量:直线段或平曲线R≥1500m,调整量+1mm;
平曲线R<1500m,调整量+2mm。
3.3 单元件制作
位于平曲线上的钢桥单元件在加工制作时需考虑平曲线要素,底板单元、T 梁单元为主要控制单元件,横隔板单元、横向联系梁可作为次要控制单元件[3]。
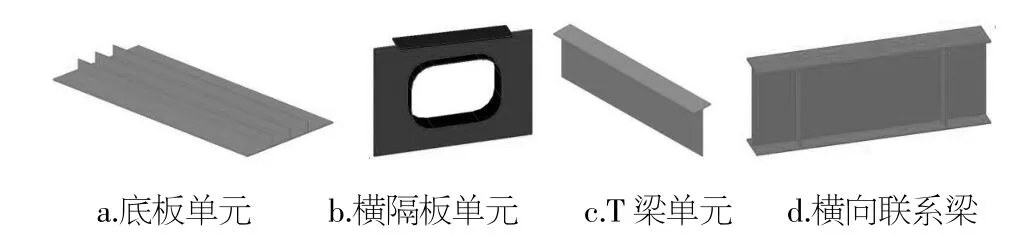
图3 单元件图
3.4 整体预拼装
3.4.1 胎架制作
胎架制作严格按照设计图中平曲线要素及预拱度放样。

图4 胎架放样图
3.4.2 底板铺设
底板铺设至胎架上部,并与胎架临时固定,底板上画隔板单元组装线。
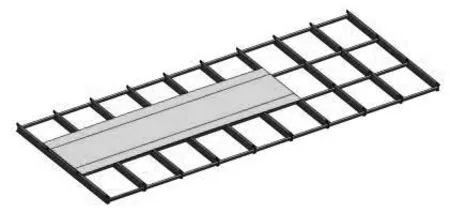
图5 底板组装划线图
3.4.3 隔板单元组装
隔板单元根据底板单元上组装线组装隔板单元。
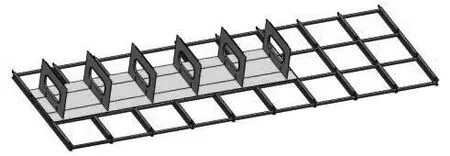
图6 隔板单元组装图
3.4.4 T 型梁单元组装
T 型梁单元根据底板单元上组装线组装T 梁单元。
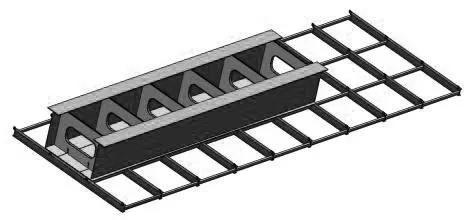
图7 T 梁单元组装图
3.4.5 板条肋组装
板条肋穿过隔板与底板组装,因为该桥为R=350m 平曲线钢桥,板条肋需后组装。
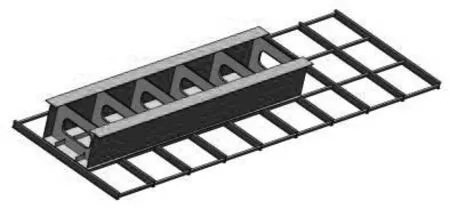
图8 板条肋组装图
3.4.6 总拼装
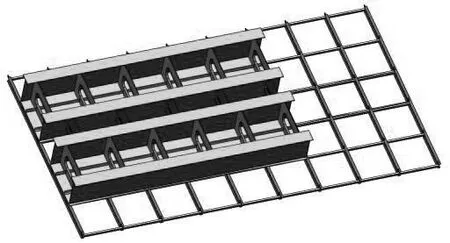
图9 整体预拼装图
4 控制要点
①底板、顶板采用多头数控火焰切割机下料,下料时应考虑平曲线要素,CAD 放样完成后导入数控下料设备进行下料,下料精度在1mm 以内;
②腹板下料曲线为钢桥预拱度及竖曲线要素的叠加,下料时应充分考虑曲线要素;
③底板划线、隔板组装时,此工序是严格按照钢桥曲线R=350m 画隔板组装线,精度需控制在±0.5mm 以内;
④T 型梁单元组装时,腹板需与隔板单元磨光顶紧,误差在1mm 以内;
⑤单元件组装完成后复测钢桥预拱度,待验收合格后进行施焊工作。
5 结论
本文主要以德上线巨野至单县段王官屯枢纽A 匝道钢桥加工制作工序为例进行分析,重点介绍了曲线钢桥梁组装工艺及控制要点,并阐述一种常规平曲线钢桥施工工法,可用于指导同类钢桥的加工制作。
