热力辅助对磨料射流切割45钢表面质量的影响
2019-08-30谢淮北袁帅伟
谢淮北,王 岩,崔 松,袁帅伟
(安徽理工大学 机械工程学院,淮南 232001)
0 引言
常温状态下45钢采用氧乙炔切割方法会导致金属断面产生粘渣和裂纹[1],如果温度控制不准确,还会造成工件“过烧”现象,导致金属切割断面表面粗糙度低。采用激光切割方法切割常温状态下45钢会使金属断面产生切口波纹和挂渣等现象[2],严重制约金属切割断面表面粗糙度的提高。采用磨料水射流切割技术方法切割常温状态下45钢,由于断面磨料的动能分布不均匀和水射流的偏转滞后[3],在切割断面会产生很明显的斜条纹[4],影响了切割断面的粗糙度。
水射流技术是一种以水为能量载体并对材料进行加工的方法[5]。前混合磨料射流技术广泛应用于煤岩钻孔[6]、材料表面除锈[7]及金属或非金属材质切割[8,9]等方面。随着新技术的应用,磨料射流的品种多样化,如脉冲射流、电化学射流、电磁射流和纳米颗粒胶体射流等[10]。李根生等[11]研究了高压水射流和化学方法复合解 堵的新工艺,朱自成[12]建立铣削除冰模型,开展了热力射流融除冰试验研究。叶菁[13]等人利用微波加热技术对矿石进行加热,加速矿石内部产生裂纹,提高矿石的易磨性,得到辅助粉碎效果。钟华栋[14]等人研究了不同射流比r(0≤r≤6.69)下横向射流对加热平板对流换热效率的影响。张凯[15]等人研究了喷涂工艺中微纳米颗粒在等离子体湍射流中流场与颗粒之间的输运现象,优化了喷工艺参数。
本工作基于45钢(140mm×30mm×5mm)研究了给定条件下,运用均布法,采用热力辅助手段和水射流切割技术,依据光切原理[16],测量45钢切割断面表面粗糙度波峰数值和波谷数值,探讨45钢切割断面表面粗糙度波峰数值和波谷数值变化曲线的影响,还对各组内不同编号中45钢切割断面表面粗糙度波峰与波谷之间差值变化曲线的影响进行了研究,为磨料水射流在热场作用下耦合切割金属作业提供基础资料。
1 试验方法与过程
将前混合磨料射流切割装置的喷嘴固定在二维数控操作台执行座上,调节喷嘴与格栅网支撑框之间的靶距,喷嘴移动速度为100mm/min,前混合磨料射流切割的工作压强25MPa。在箱式电阻炉内将45钢试件(140mm×30mm×5mm)加热至650℃后开始保温,保温时间达到要求后,使试件的各部位温度均匀。将试件转移到二维数控操作台格栅网支撑框上,迅速固定试件的位置,并使喷嘴与试件之间的切割靶距5mm,进行热力辅助切割试验,本试验装置的工作原理图如图1 所示。
2 试验方案设计

图1 热力辅助切割试验工作原理图
试验是在热力辅助作用下,采用磨料水射流切割切割45号钢试件。根据射流切割原理及经验,选取影响磨料射流切割的4个主要因素:切割靶距、移动速度、温度、喷嘴压强。为了获得更加准确的试验结果,减少磨料射流切割过程中水的汽化作用对试件温度的影响,减少试件本身的温度与射流介质之间热交换,保证试件尽量在短时间内保持一定的温度范围,试验加工的切割行程相对较短,增设试验切割行程参数。试验按照表1的参数进行试验,根据45号钢试件切割断面表面特性异同,分析热力辅助对45号钢切割断面的影响。

表1 热力辅助切割试验参数
3 试验测量结果与分析
根据水射流切割原理和已布置的切割试验参数进行热力辅助切割试验,得到不同切割效果的试件断面,切割断面采用电荷耦合器件高倍相机搭建的显微镜进行观测,如图2所示。

图2 电荷耦合器件相机观测图像
采用均布法方法,依据光切原理(加一个参考文献关于说明光切法分析系统的)测量被切割试件表面粗糙度RZ的值,测量试件表面粗超度波峰和表面粗超度波谷图像如图3~图5所示。

图3 第一组波峰和波谷测量结果图
从图3可以看出,在热力辅助作用下,采用磨料水射流切割切割3号45钢试件的表面粗超度波峰和表面粗超度波谷变化较大,但是整体各组折线趋于平缓,只有极少数折线波动范围较大。4号45钢试件表面粗糙度部分波峰数值在20μm以下, 且其波谷数值可以达到10μm。图3(a)中,其他7组45钢试件表面粗糙度波峰数值均在20μm~50μm之间。图3(b)中,除7号和3号45钢试件的表面粗糙度部分波谷数值在30μm以上,其他几组45钢试件表面粗糙度波谷数值在10μm~30μm之间。
从图4可以看出,图4(a)中,3号、5号和9号45钢试件的表面粗超度部分波峰数值超过45μm,部分试件的表面粗超度部分波峰数值低至15μm。图4(b)中,3号45钢试件的表面粗超度波谷数值超过35μm,并且还有上涨趋势,部分45钢试件的表面粗超度波谷数值低至5μm。可以得出:在同样条件下,45钢试件的表面粗超度波峰数值范围为20μm~50μm,其表面粗超度波谷数值范围为10μm~30μm,这与图3的到的结果基本一致。值得注意的是:图4中45钢试件的表面粗超度部分波峰数值和部分波谷数值超出得出的范围。
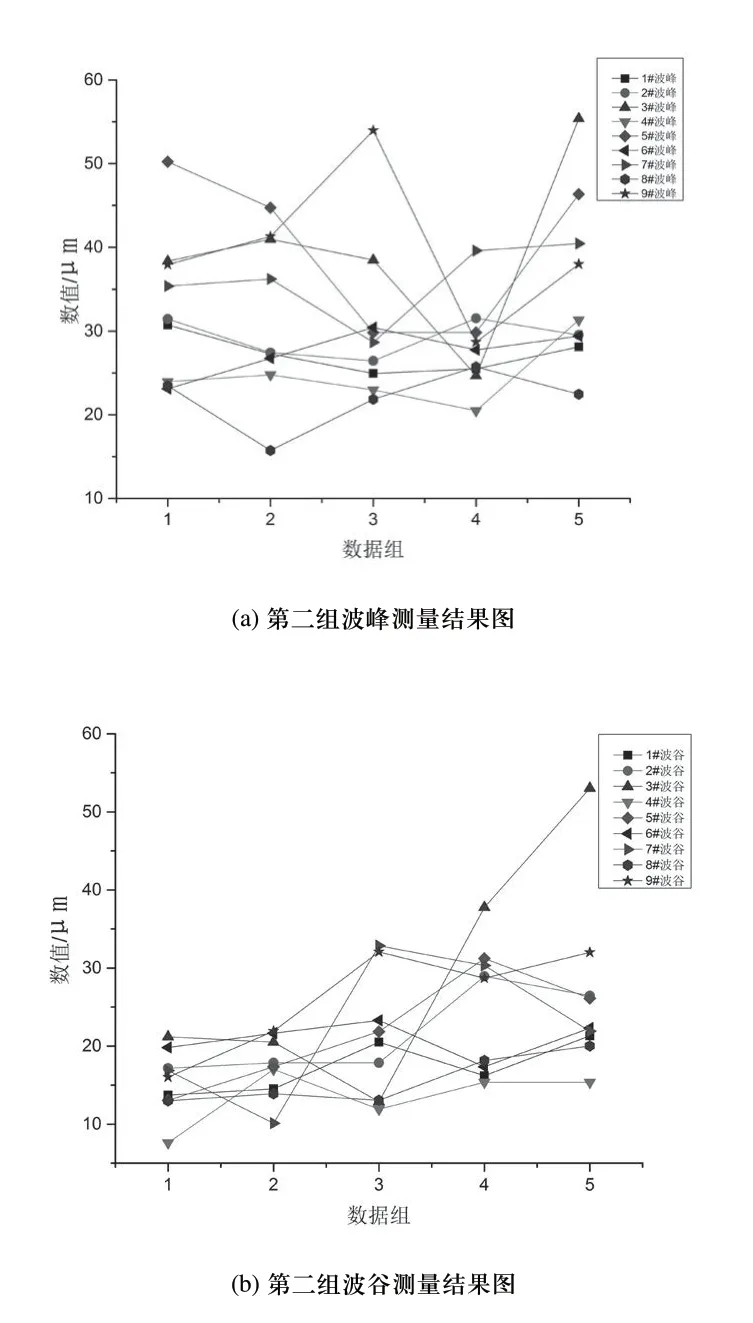
图4 第二组波峰和波谷测量结果图

图5 第三组波峰和波谷测量结果图
为了获得更加准确的45钢试件的表面粗超度波峰和波谷的范围,选用10组数据分别测得试件的波峰数值和波谷数值。从图5(a)可以看出,1号、4号、5号和10号45钢试件的表面粗超度部分波峰数值超过55μm,部分试件的表面粗超度部分波峰数值低至15μm。从图5(b)可以看出,1号、2号、3号、4号和9号3号45钢试件的表面粗超度波谷数值超过35μm,部分波谷数值甚至超过50μm,部分45钢试件的表面粗超度波谷数值低至5μm。
综上所述,得出如下规律:在喷嘴移动速度为100mm/min,前混合磨料射流切割的工作压强25MPa。45钢试件保温至650℃后喷嘴与试件之间的切割靶距5mm的条件下,得到45钢试件表面粗糙度波峰数值范围为20μm~50μm,其表面粗糙度波谷数值范围为10μm~35μm。试件表面粗糙度也存在部分波峰数值超出50μm,这是因为试件与试件之间的金相组织存在差异性,试件在受到高温作用,使试件产生局部“过烧”现象,其金相组织发生变化,造成试件的表面粗糙度波峰数值不断上探,试件表面粗糙度也存在部分波谷数值低于5μm,因为试件被以较高的速率喷射磨料水射流冲击,试件与磨料水射流之间的温度相差比较大,产生热交换作用比较强,并且试件在“拟淬火”状态下,试件表面硬度提高,试件切割断面受磨料水射流中磨料的打磨作用,使试件断面趋于平整。这也是获得波峰数据和波谷数据折现图像趋于平缓的原因之一。
以第三组试件表面粗糙度波峰数值与波谷数值为参考依据,得出每组内不同编号对应的波峰与波谷之间的差值Rz(μm),如图6所示。
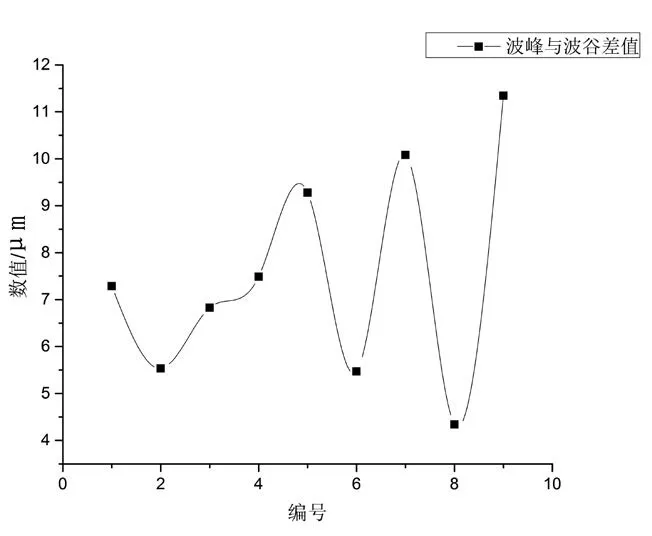
图6 各组内不同编号波峰与波谷之间的差值
从图6可以看出,各组内不同编号的波峰与波谷之间的差值变化较大,但在大部分数值在5μm~10μm之间,这说明热力辅助作用下,采用前混合磨料射流切割45钢金属断面表面粗糙度趋于平整,这比常温状态下45钢的金属断面质量表面粗糙度要高。由于在一些高温环境下,试件的力学性能、变形行为和断裂机理等都呈现出不同特征。在磨料水射流和热力辅助作用下试件受到冷热耦合冲蚀,试件处于高度状态下,表面温度过高,试件在进行磨料射流切割过程中发生汽化现象,试件表面覆盖一层蒸汽膜,将试件与液体淬火介质隔开,只能通过蒸汽膜传递热量,冷却速度较慢。试件处于水淬状态下,虽然试件也受到磨料磨粒的撞击与磨削作用,但试件表面的硬度增加,不仅水射流的水楔作用被减弱,而且对磨料射流的撞击与磨削作用也在一定程度上有所减弱。在其他参数不变的情况下,热力辅助作用下的切割试件要比常温下的切割试件需要的工作压力要高。同等条件下,采用热力辅助切割45钢的切割能力相对有所下降。
4 结语
本文采用热力辅助条件下,运用前混合磨料射流切割45钢,通过测量45钢断面表面粗糙度波峰与波谷数值,对测量结果进行对比分析,得出:在喷嘴移动速度为100mm/min,前混合磨料射流切割的工作压强为25MPa,45钢试件保温至650℃后喷嘴与试件之间的切割靶距5mm的条件下,得到45钢试件表面粗糙度波峰数值范围为20μm~50μm,其表面粗糙度波谷数值范围为10μm~35μm。
通过分析各组内不同编号的波峰与波谷之间的差值变化,得出各组内不同编号的波峰与波谷之间的差值多数位于5μm~10μm之间。这表明:热力辅助作用下,采用前混合磨料射流切割45钢金属断面表面粗糙度趋于平整,这比常温状态下45钢的金属断面质量表面粗糙度要高。
由于45钢处于高温状态下进行磨料射流切割,试件在“拟淬火”状态下,试件表面硬度提高,在其他参数不变的情况下,热力辅助作用下的切割试件要比常温下的切割试件需要的工作压力要高。同等条件下,采用热力辅助切割45钢的切割能力相对有所下降。
通过分析,可以得出,热力辅助在热射切割45钢获得的金属断面质量中占重要影响地位,且本文中仅涉及45钢金属断面质量,并未涉及45钢金属断面金相组织的变化带来的影响,不能完全表征热力辅助对射流切割机制及结果的影响程度,有待进一步试验验证。
