中高速卫生纸机烘缸轴承的振动特征分析
2019-08-28税宇阳张逸成耿逸飞
汤 伟 税宇阳 张逸成 耿逸飞
(1.陕西科技大学电气与信息工程学院,陕西西安,710021;2.陕西科技大学机电工程学院,陕西西安,710021)
近10年来,造纸工业为达到人们对生活用纸质量的要求,改革或关闭了大批规模小、产能低、机械设备落后及环保不达标的小型造纸企业,造纸装备正朝着复杂化、自动化、高速化、多协同化和智能化方向发展[1]。目前全国大约有40%的造纸企业纸机装备达到了国际先进水平[2],纸机系统的规模越来越庞大,各零部件之间的耦合度和相互关联度也越来越强。一旦纸机系统中某个零部件发生故障,则可能引起一系列的连锁故障,轻则导致整个抄纸生产线停机,给造纸企业带来经济损失,重则发生安全事故,造成深远的社会危害[3]。烘缸作为中高速卫生纸机的“心脏”,其稳定运行对纸张的干燥和质量极为重要,轴承是保证烘缸稳定运行最重要的旋转零部件[4]。由于中高速卫生纸机的烘缸轴承长期处于高温、潮湿和高速运转的环境中,极易损坏。因此,如何确保中高速卫生纸机烘缸轴承安全正常运行、减少计划外停机以避免经济损失已成为现今中高速卫生纸机旋转机械维护和管理的一项重要任务。
1 烘缸轴承固有振动频率和故障特征频率计算
纸机常见的轴承有圆锥滚子轴承、圆柱滚子轴承和深沟球轴承,但中高速卫生纸机烘缸轴承不同于常见的类型,它采用的是双列调心滚子轴承,属于滚动轴承范畴[5],结构示意图如图1所示。双列调心滚子轴承的失效形式一般分为疲劳失效、磨损失效、断裂失效、腐蚀失效、胶合失效、保持架失效及塑性变形失效等形式[6]。

图1 双列调心滚子轴承结构示意图
1.1 振动机理及相应振动频率
现假设某一滚动轴承有z个滚动体,滚动体公转频率为fc,滚动体经过外圈滚道表面缺陷故障的频率为fr,随内圈一起转动的旋转轴频率为fs,滚动体经过内圈滚道表面缺陷的故障频率为fi,滚动体表面缺陷的故障频率为fb。滚动轴承系统内部因素引起的轴承振动机理及相应振动频率如下[7]。
1.1.1 滚动轴承结构参数引起的振动
(1)当滚动轴承旋转并产生轴向位移时,其主要振动频率分量为zfc。
(2)当旋转轴受力发生弹性变形时,其主要振动频率分量为zfc+fs。
(3)当滚动体与滚动轴承其他元件不匹配时,旋转轴会产生异常振动,其主要振动频率分量为fc。
(4)当滚动轴承各元件轴向材料刚度不同时,会产生异常振动,其主要振动频率分量为zfc+fr。
1.1.2 制造误差引起的振动
滚动轴承的外圈滚道表面、内圈滚道表面和滚动体表面沿圆周方向存在不同程度的波浪形制造波纹和金属凸起,波纹度和金属凸起数表示滚动轴承各元件表面的粗糙度。波纹和金属凸起是引起滚动轴承振动、噪声和轴线发生偏心运动的主要原因。
(1)当波纹位于外圈滚道表面,金属凸起数达到nz±1时,滚动轴承产生的主要振动频率分量为nfc。
(2)当波纹位于内圈滚道表面,金属凸起数达到nz+1时,滚动轴承产生的主要振动频率分量为nfi+fx。
(3)当波纹位于滚动体表面,金属凸起数达到2n时,滚动轴承产生的主要振动频率分量为2nfb+fc。
1.1.3 装配不当引起的振动
安装滚动轴承时,由于人为操作和安装精度等因素,导致旋转轴和滚动轴承内圈配合程度不达标,在运行过程中会产生周期脉冲,并且由于轴承座本身具有较强的刚性,导致振动信号具有非线性特性,滚动轴承产生的主要振动频率分量有:fs、nfs和fs/n。
1.1.4 滚动轴承各元件表面缺陷引起的振动
当外圈滚道表面存在缺陷时,引起的振动只与滚动轴承固有转动频率和滚动体个数有关。由于轴承外圈固定在轴承座上,当滚动体通过外圈滚道表面缺陷时将产生冲击性脉冲,并具有周期性,其时域波形和频谱如图2所示。
当内圈滚道表面存在缺陷时,因为内圈随旋转轴一起转动,所以内圈滚道表面缺陷所处的位置也在时刻改变。导致缺陷处的载荷分布及振动传递途径也在不断变化。内圈滚道表面缺陷引起的冲击脉冲随内圈旋转呈现周期性变化,而且脉冲周期为滚动轴承的转动周期,其时域波形和频谱如图3所示。
当滚动体表面存在缺陷时,由于滚动体自身的转动加上轴承内圈的转动,其振动特性类似于内圈滚道表面缺陷引起的振动。滚动体表面缺陷每自转一周分别与内、外圈滚道表面各接触一次,所以会产生两个冲击脉冲,但滚动体表面缺陷与内圈滚道表面接触产生的冲击力远不及与外圈滚道表面接触产生的冲击力,所以滚动体表面缺陷引起的振动信号是强弱相间的冲击脉波,脉冲周期为滚动体公转周期的T/2,其时域波形和频谱如图4所示。
从滚动轴承的振动源角度分析,振动可分为弹性相关振动和各元件表面状态相关振动两种类型。所谓弹性相关振动即滚动轴承自身的固有振动,与滚动轴承的运行状态无关。而各元件表面状态相关振动只有当滚动轴承外圈滚道表面、内圈滚道表面或滚动体表面出现缺陷时才发生。因此,与各元件表面状态相关振动可以反映轴承的实际故障情况。
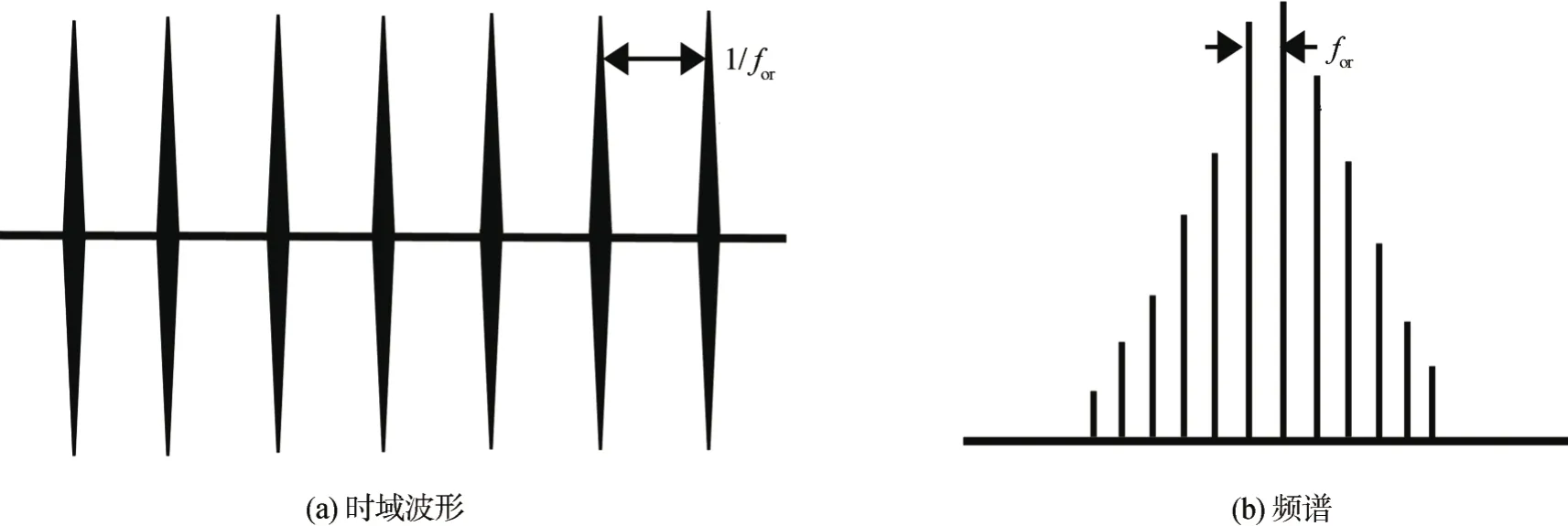
图2 外圈滚道表面缺陷时域波形和频谱
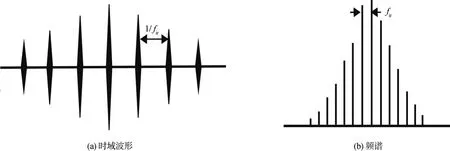
图3 内圈滚道表面缺陷时域波形和频谱
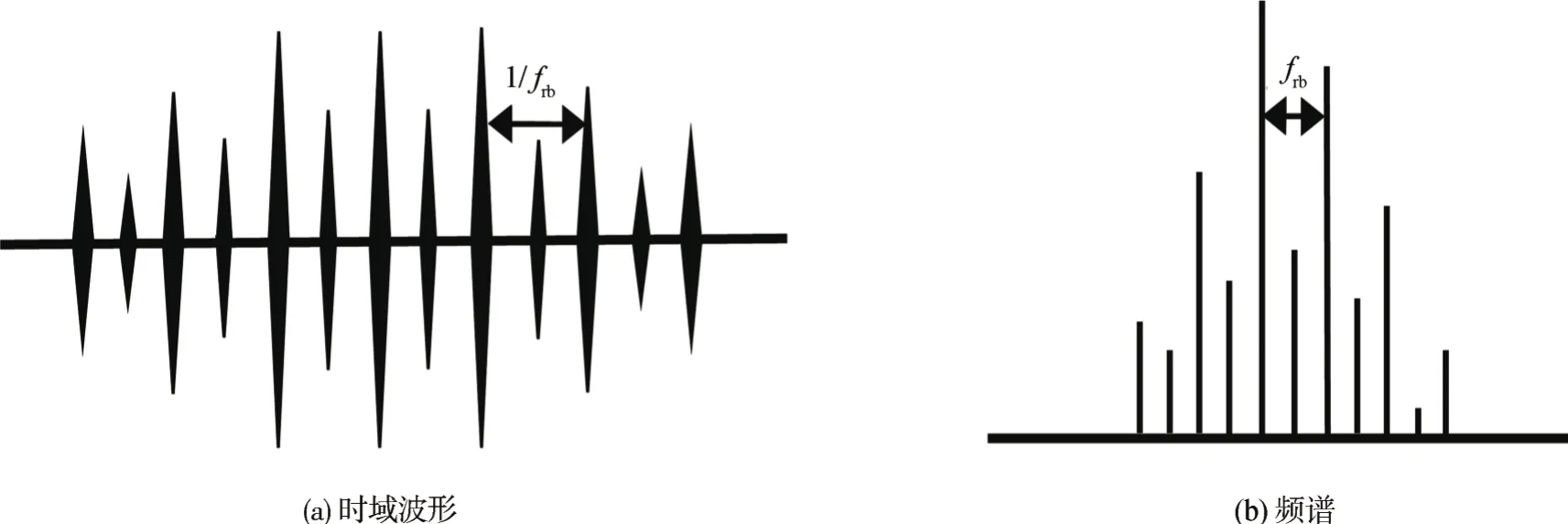
图4 滚动体表面缺陷时域波形和频谱
1.2 固有振动频率计算
在滚动轴承运行过程中,若滚动体表面与轴承内、外圈滚道表面发生摩擦或碰撞,将产生异常振动。当异常振动的频率与滚动轴承自身的固有振动频率相同时,滚动轴承振动加剧,并产生共振现象。固有振动频率与滚动轴承运行的转动速度无关,只与滚动轴承自身的材质密度、弹性模量和结构等因素相关。固有振动频率计算过程如下[8]。
滚动轴承内、外圈滚道固有振动频率fn的计算公式如公式(1)所示(刚性材料)。

式中,D为烘缸轴承平均直径,mm;n为固有频率的阶数,阶;h为轴承壁的厚度,mm。
滚动轴承滚动体固有振动频率fbs的计算公式如公式(2)所示。

式中,r为滚动体半径,mm;E为弹性模量,钢材为2.1×104 N/m2;ρ为材料密度,钢材为7.86×10-6kg/mm3。
在此需要说明的是,上述所有公式是在滚动轴承置于理想状态下推导出来的,而实际运行环境较为复杂,因此按照上述公式计算所得的固有振动频率只是一个理论参考值,与实际运行的滚动轴承固有振动频率值有所差异。
1.3 故障振动特征频率计算
由于中高速卫生纸机烘缸轴承在运行过程中外圈固定在轴承座内,所以轴承外圈保持不动,对应的旋转频率为0。假设中高速卫生纸机烘缸轴承平均直径为D,滚动体个数为z,滚动体直径为d,滚动体与外圈滚道接触角为α。中高速卫生纸机烘缸轴承各元件之间的相对运动示意图见图5,根据相似定理可知,A点的线速度见公式(3)。

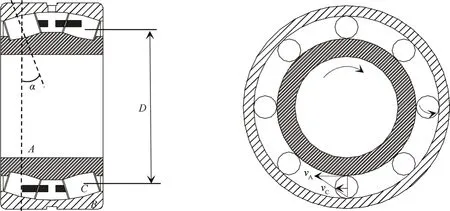
图5 烘缸轴承各元件之间相对运动示意图
由于2vC=2πfcD,所以公式(3)转换见公式(4)。

进一步推导见公式(5)。

在滚动轴承运行过程中,轴承各元件之间存在相对运动,且保持架与滚动体的公转频率保持一致。因此,设滚动体自转频率为fb,此时B点的线速度见公式(6)。

进一步推导见公式(7)。

当滚动轴承外圈滚道表面、内圈滚道表面和滚动体表面出现缺陷时,轴承将产生一定周期性的异常脉冲振动,且波形陡峭、作用时间短。当缺陷出现在不同轴承元件表面时,产生的故障特征频率也不相同。因为中高速卫生纸机烘缸轴承是双列调心滚子轴承,所以当轴承各元件表面存在缺陷时,按一列滚动体个数计算,进而推得[9-10]。
(1)当轴承外圈滚道表面存在缺陷时引起的振动特征频率见公式(8)。

(2)当轴承内圈滚道表面存在缺陷时引起的振动特征频率见公式(9)。

(3)当轴承滚动体表面存在缺陷时引起的振动特征频率见公式(10)。

式中,for为轴承外圈滚道表面存在缺陷时的振动特征频率;fir为轴承内圈滚道表面存在缺陷时的振动特征频率;frb为轴承滚动体表面存在缺陷时的振动特征频率。
2 故障诊断系统简介
实际测试中采用自主开发的基于LabVIEW的故障诊断系统。该系统利用LabVIEW的主、从设计模式,搭配队列功能和簇函数实现按自定义顺序转换不同模块的功能[11-13]。根据故障诊断系统的功能模块划分,包括以下6个部分:信号采集、文件管理、信号预处理、MATLAB程序调用、特征提取及故障特征频率计算[14-16]。硬件部分包括:加速度传感器、恒流适配器及数据采集卡等,它们构成了故障诊断系统的硬件部分。研究学者大都采用NI-USB系列的数据采集卡[17],而本故障诊断系统选用NI-MCC系列的1608G型号的数据采集卡,该采集卡具有16位高速USB器件,采样率最高达250 kS/s、16路单端(SE)或8路差分(DIFF)模拟输入、8条数字I/O线路、2个32位计数器输入和1路定时器输出。在价格上较NI-USB系列的数据采集卡便宜,同时能够准确地对振动信号进行模/数转换,可为科研学者节省经费。硬件选型如表1所示。

表1 硬件选型
3 现场数据分析
由于中高速卫生纸机烘缸传动侧包含了变频调速三相异步电动机、减速机、二级传动机构及轴承座等多个振动源,外部影响因素较多。而烘缸操作侧结构相对简单,只有轴承及轴承座支撑旋转。因此,本文对四川绵阳某造纸厂车速为1000 m/min,烘缸直径为3660 mm的2#中高速卫生纸机烘缸操作侧轴承的运行状态进行了监测,加速度传感器安装于烘缸操作侧轴承座的垂直径向,如图6所示。从采集的振动信号中提取烘缸操作侧轴承正常运行情况的振动特征和异常运行情况的振动特征,结合双列调心滚子轴承振动特征的理论依据对其进行故障判断。

图6 中高速卫生纸机烘缸操作侧轴承运行状态监测
3.1 正常情况下的振动频谱
通过询问现场操作工得知,2#中高速卫生纸机正常生产时车速为720 m/min,烘缸直径为3660 mm,操作侧轴承选用SKF公司生产230/530CAK/W33型号的双列调心滚子轴承,参考转速为450 r/min,极限转速为800 r/min,其工频在7.5~13.3 Hz之间。监测中高速卫生纸机烘缸操作侧新换轴承3天后的运行状态,所测振动信号频谱如图7所示。从图7中可以看出,12 Hz处有明显的频率峰值,但振动峰值很小,符合轴承工频范围。此外,从图7中还可以看出振动频谱比较简单,没有过多的非线性谐波频率,直观地表达了双列调心滚子轴承运行时的振动特征。
3.2 异常情况下的振动频谱
3.2.1 轴承的早期故障
中高速卫生纸机烘缸操作侧轴承运行一段时间后,在线监测其运行状态如图8(a)所示。从图8(a)中可以看出,有明显的轴承外圈滚道故障导致的非线性谐波频率,但幅值较小。随后待计划性停机时对烘缸操作侧轴承进行拆卸检查,未发现任何剥落或磨损故障。更换烘缸操作侧轴承后再次进行监测如图8(b)所示。从图8(b)中可以看出,原先故障导致的谐波频率消失,振动幅值减小。因此判断轴承更换前的故障属于早期故障。
3.2.2 外圈滚道的磨痕故障
随着烘缸操作侧轴承运行时间的增加,继续在线监测烘缸操作侧轴承的运行状态,所得频谱如图9(a)所示。从图9(a)中可以看出,烘缸操作侧轴承振动信号频谱在中、高频区域出现明显的故障频率,并伴随着少量的边频,但波峰较小。随后待计划性停机时对烘缸操作侧轴承进行拆卸检查,未发现任何剥落故障,但轴承外圈滚道承载区有光亮磨痕。根据造纸企业维修人员经验,将轴承外圈旋转90°后重新安装,待烘缸转速稳定,再次监测烘缸操作侧轴承的运行状态,所得频谱如图9(b)所示。从图9(b)中可以看出,高频区域故障频率及边频消失。因此,判断烘缸操作侧轴承的故障为外圈滚道的磨损故障。
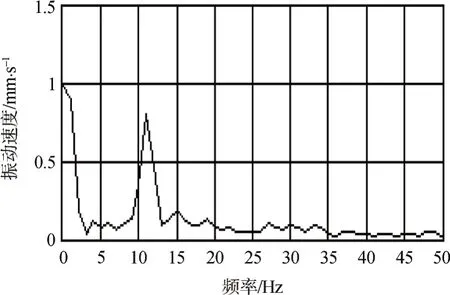
图7 正常情况下烘缸操作侧轴承振动频谱
3.2.3 内圈滚道的较浅剥落故障
利用故障诊断系统继续在线监测烘缸操作侧轴承的运行状态,所得频谱如图10(a)所示。从图10(a)中可以看出,中、高频区域出现明显的故障频率波峰,峰值虽小,但故障频率两边有少量的边频存在。
烘缸操作侧轴承振动信号的时域波形如图10(b)所示。从图10(b)中明显看出,轴承振动信号的峰值较小,也没有明显的周期性冲击。因此,判断烘缸操作侧轴承故障为内圈滚道剥落故障。随后待计划性停机时对烘缸操作侧轴承进行拆卸检查,发现轴承内圈滚道有一个较浅剥落故障。
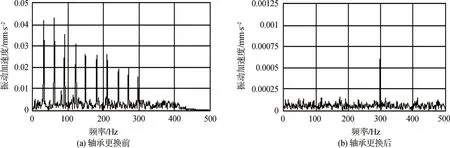
图8 轴承的早期故障

图9 外圈滚道的磨痕故障
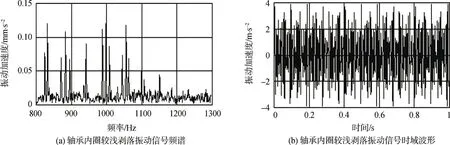
图10 内圈滚道的较浅剥落故障
3.2.4 内圈滚道的较深剥落故障
利用故障诊断系统在线监测烘缸操作侧轴承的运行状态,所得频谱如图11(a)所示。从图11(a)中可以看出,中、高频区域出现明显的故障频率峰值,振动峰值较大,并且故障频率两边伴随着少量振动峰值较高的边频。烘缸操作侧轴承的时域波形如图11(b)所示。从图11(b)中可以看出,轴承的振动信号波形峰值较大,且没有明显地周期性冲击。因此,判断烘缸操作侧轴承故障为内圈滚道较深剥落故障。随后待计划性停机时对烘缸操作侧轴承进行拆卸检查,发现轴承内圈滚道有一个较深剥落故障。
3.2.5 内圈滚道的较严重剥落故障
利用故障诊断系统在线监测烘缸操作侧轴承的运行状态,所得频谱如图12(a)所示。从图12(a)中可以看出,振动速度峰值逐渐减小,但振动强度逐渐增大。离线频谱图如图12(b)所示。从图12(b)中可以看出,中、高频区域有明显的故障频率峰值并向低频区域转移,同时故障频率两边还伴随着较多数量峰值超过轴承内圈滚道故障频率峰值的转速边频。因此,判断烘缸操作侧轴承故障为内圈滚道的较严重剥落故障。随后待计划性停机时对烘缸操作侧轴承进行拆卸检查,发现轴承内圈滚道有严重的剥落故障。
3.2.6 内、外圈滚道的严重剥落故障
利用故障诊断系统监测烘缸操作侧轴承的运行状态,第一天所得频谱图如图13(a)所示。从图13(a)中发现,低、高频区域出现明显的故障频率峰值,峰值较大,且高频区域故障频率两边的转速边频峰值超过轴承内圈滚道故障频率峰值。
为保证烘缸操作侧轴承状态监测的准确性,间隔一天后再次监测操作侧轴承的运行状态,第三天所得频谱如图13(b)所示。从图13(b)中可以看出,轴承故障频率峰值较前一天有所减小。间隔一天后再次监测操作侧轴承的运行状态,第五天所得频谱如图13(c)所示。从图13(c)中可以看出,轴承故障频率峰值再次升高且超过3天前监测到的故障频率峰值。因此,判断烘缸操作侧轴承故障为内圈或外圈滚道严重剥落故障,甚至已经断裂。随后待计划性停机时对烘缸操作侧轴承进行拆卸检查,发现其内圈滚道存在严重剥落故障,外圈也出现明显裂纹。
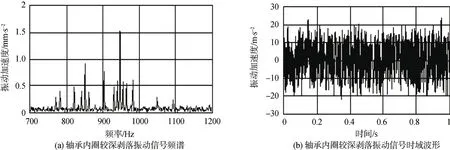
图11 内圈滚道的较深剥落故障
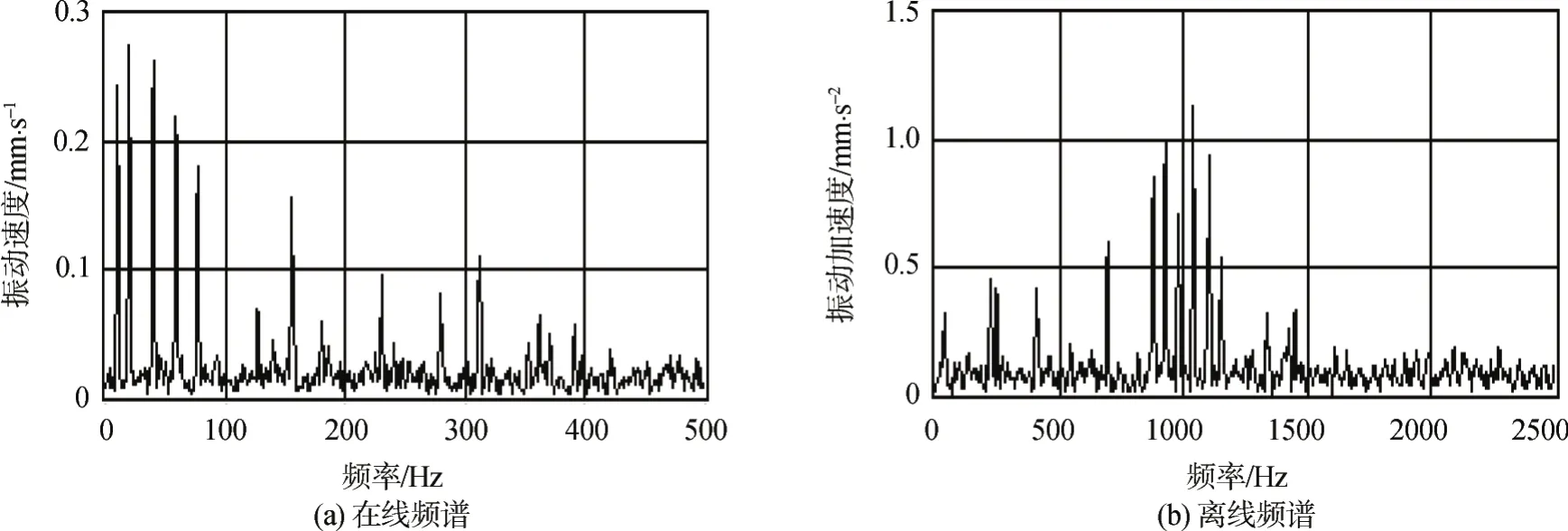
图12 内圈滚道的较严重剥落故障

图13 内、外圈滚道的严重剥落故障
4 结 论
本课题在中高速卫生纸机烘缸轴承振动机理的基础上,结合烘缸轴承的自身结构和失效形式,研究了烘缸轴承内、外圈滚道和滚动体表面存在缺陷时的时域及频域特征,并给出固有振动频率及各种故障的振动特征频率方程,利用故障诊断系统在线监测中高速卫生纸机烘缸操作侧轴承的运行状态。
4.1 当轴承无故障时,振动信号频谱图中显示的频率处于烘缸操作侧轴承工频范围之内(7.5~13.3 Hz)。
4.2 当轴承存在早期故障时,振动信号频谱图中包含多个非线性谐波频率,但幅值较小;当轴承存在外圈滚道磨痕故障和内圈滚道较浅剥落故障时,振动信号频谱图的中、高频区域会出现明显的故障频率,波峰较小,并伴随着少量的边频。
4.3 当轴承存在内圈滚道较深剥落故障时,振动信号频谱图的中、高频区域出现明显的故障频率,峰值较大,并且故障频率两边伴随着少量峰值较高的边频;当轴承存在内圈滚道较严重剥落故障时,振动信号频谱图中出现的频率峰值逐渐减小,但振动强度逐渐增大。
4.4 当轴承存在内、外圈滚道严重剥落故障时,振动信号频谱图的低、高频区域出现明显的故障频率,峰值较大,且高频区域故障频率两边的转速边频峰值超过轴承内圈滚道故障频率峰值。
