我国清洁柴油生产的热点和难点
2019-08-27瞿国华
瞿国华
(上海石油学会,上海 200020)
1 我国油品市场及消费柴汽比的变化
改革开放40年以来,汽车保有量从143万辆爆炸性地增长到2.17亿辆,增长150多倍,特别是2010年以后年均增速达6.8%。与此相应,我国汽柴油消费量也急剧攀升,到2017年已超过300 Mt,其中柴油消费在2014年达到176 Mt的峰值后,开始出现零增长或负增长。柴油消费增速低于汽油消费增速将成为今后的常态,其主要是受国家通过“公转铁、公转水”等措施来调整交通运输结构、提高综合运输效率的影响所致,也就是为解决在交通运输体系中过去对公路运输过分倚重的问题,以及减少重型柴油货车尾气排放所产生的大气污染。同时我国加快了发展铁路货物运输进程,准备通过3年集中攻坚,到2020年实现全国铁路年货运量较2017年增加110 Mt,增长比例达30%;水路年货运量增加500 Mt,增长7.5%;沿海港口大宗货物公路年运输量减少440 Mt,这将导致我国柴油消费量及消费柴汽比的逐年降低。2000年后国内成品油消费柴汽比基本保持在2.1~2.2,2005年达到2.31的高点,2012年回落至1.97,2013年上半年又回落至1.93的新低点。预计2025年柴油消费量为168 Mt,小于当年汽油消费量,将出现消费柴汽比小于1的局面[1]。有观点认为:社会发展的阶段决定了一个国家消费柴汽比的变化,工业化后期消费柴汽比将进入长期下降的趋势。如美国消费柴汽比已从0.52降至0.47,日本消费柴汽比从2.32降至1.39,法国消费柴汽比从2.4降至1.94。欧洲推行了轿车柴油化以后,柴油消费量上升,法国消费柴汽比又再次回升至3.23。法国的案例和欧洲实行的民用轿车柴油化做法可以给我们在调整、优化消费柴汽比方面一个很好的启示。表1为2010—2025年我国主要石油产品需求及预测情况。

表1 2010—2025年我国主要石油产品需求及预测情况 Mt
2 我国柴油质量发展历程及柴油标准[2]
长期以来我国柴油一直供不应求,历史上国产柴油主要任务是要满足市场需求,质量一直较差。如20世纪我国柴油的硫质量分数控制在不大于0.2%(2 000 μg/g),2003年9月开始执行的国Ⅱ柴油标准是硫质量分数不大于500 μg/g,随后开始快速降低,2016年执行的国Ⅴ柴油标准则降低到不大于10 μg/g。柴油硫脱除率为99.5%以上,实际上已经达到超低硫水平,这主要得益于我国炼油工业大力发展国产化加氢技术,生产质量良好的超低硫加氢柴油。在世界油品市场中,由于美国炼厂加工委内瑞拉、加拿大和墨西哥等国的劣质高硫原油,因此它所生产的柴油硫质量分数一直偏高,直到2017年美国柴油硫质量分数才开始执行不大于10 μg/g标准。这也是世界上柴油轿车比例一直是欧洲最高(2004年柴油轿车销售比例已超过45%),美国偏低的一个原因。
现代清洁柴油另外一项重要质量指标就是柴油中芳烃/多环芳烃的体积分数,这对于降低柴油机尾气中的颗粒物排放(PM排放)有重要影响。我国国Ⅵ柴油标准中的多环芳烃体积分数从11%降低到7%,略低于欧Ⅵ标准的8%,稍高于美国柴油标准(美LEVⅡ)。但实际上近几年我国一些大型炼油厂的汽柴油产品出厂质量数据早已经达到比国Ⅴ/国Ⅵ标准还要优秀的水平,所以生产国Ⅵ标准汽柴油已经是水到渠成。如柴油硫质量分数国Ⅴ/国Ⅵ标准要求为小于10 μg/g,目前大型炼厂实际出厂仅仅为3.8~5.11 μg/g;柴油多环芳烃体积分数国Ⅵ标准规定为不超过7%,实际达到1.6%~2.6%,相当于美LEVⅡ柴油标准。这两个指标的改善为今后我国清洁民用柴油轿车的开发奠定了环保基础。
我国汽柴油标准近年来提升速度很快,油品质量升级用了10年左右时间走过了欧美国家花了20~30年的道路。柴油质量升级进程相比汽油稍晚一些,但近年来也已经迅速赶上。另外一个特点是前期我国油品质量升级思路主要是从限制杂质为主,而现今则进入到优化油品的烃族组成和馏分分布为主的阶段。如前所述,柴油质量主要是限制多环芳烃体积分数。
2015年,国家发展改革委员会发布加快我国成品油质量升级工作方案,加快了汽油和柴油质量标准的升级步伐,方案要求自2017年1月起全国实施车用柴油国Ⅴ标准,2018年1月起全国供应与国Ⅴ标准相同硫质量分数的普通柴油,2019年1月起全国供应国Ⅵ标准清洁柴油。我国油品标准(GB 19147—2016)中规定的最新国Ⅵ阶段车用柴油的主要指标如密度、硫质量分数和多环芳烃体积分数等已经达到了欧洲现阶段车用柴油的质量要求,在个别技术指标如多环芳烃体积分数的要求上已经略优于现行的欧盟标准(EN 590/2013)[3]。
国Ⅵ标准车用柴油质量的主要特点有:
(1)进一步降低多环芳烃体积分数。由国Ⅴ标准的芳烃体积分数不超过11%降低到国Ⅵ标准的7%以下,比欧盟标准8%还要严格。
(2)新增总污染物含量指标,要求不大于24 μg/g。
(3)调整车用柴油的密度、闪点等指标,国Ⅵ标准规定了柴油密度的上限指标。
3 清洁柴油生产研发的技术创新
炼厂柴油池包括直馏柴油、催化柴油和焦化柴油,随总流程的不同还可能有加氢裂化柴油、溶剂脱沥青油等组分加入,其中直馏柴油的品质相对较好,催化柴油品质最差。表2是我国某炼厂柴油加氢装置原料的性质。
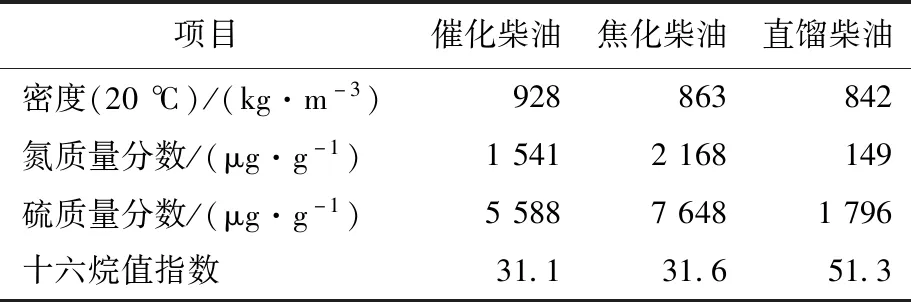
表2 我国某炼厂柴油加氢装置原料的性质
3.1 调整和优化柴油池中催化柴油含量
我国是一个催化裂化大国,催化柴油产量很大,在传统柴油池中催化柴油比例较高,一般可达到30%左右,因此我国清洁柴油生产的难点之一是调整和优化柴油池中催化柴油(催化轻循环油,LCO)的含量和为催化柴油寻找合理的出路。
目前,我国催化裂化总加工能力为200 Mt/a左右。催化柴油是催化裂化的主要副产物之一,其产率约为25%,2015年全国催化柴油总产量达到40 Mt。催化柴油因其十六烷值很低且在常规加氢精制中改质困难而不宜全部直接作为柴油调和组分。催化柴油中富含芳烃,即便石蜡基原料的催化柴油芳烃总体积分数也达到60%以上,中间基类原料的LCO的芳烃体积分数更达到80%以上。目前催化柴油合理利用的方向包括:一是通过混合加氢方式将一半左右的催化柴油和直馏柴油、焦化柴油混合后加氢成为清洁柴油;二是合理利用其芳烃资源,将催化柴油转化为高辛烷值汽油和石油芳烃。
3.1.1 混合原料中压柴油加氢精制
采用加氢精制工艺生产柴油的流程比较简单,成本也低,因此一直是我国生产柴油的传统工艺。近年来,我国炼厂普遍配置了国产化的大型柴油中压加氢精制装置,加氢精制能力已接近原油加工能力的一半,2000年加氢精制能力占常压蒸馏能力的11.2%,2015年已迅速提升到46.8%,此比例还在上升。近年来,柴油质量有了突飞猛进地进步与此有直接关系。
在相似条件下,直馏柴油和裂化柴油的混合原料加氢比各自单独加氢的饱和效果更好,因此目前我国炼厂大多采用混合原料加氢工艺。今后炼厂生产国Ⅵ标准柴油时首先要考虑的是用好、开好现有的已建成的一批中压柴油加氢精制装置,可以通过对催化剂更新换代和在混合原料加氢过程中采用优化、调整催化柴油比例等措施,生产出合格的国Ⅵ标准柴油产品。
(1)用超深度加氢脱硫催化剂
我国某加工劣质原油大型炼油厂(炼厂A)在一套6.0 MPa中压加氢装置上成功使用壳牌公司最近研发的柴油超深度加氢脱硫催化剂DN-3636加工LCO和焦化柴油混合原料,得到的加氢柴油硫质量分数低于8 μg/g,多环芳烃体积分数为9.3%(已基本上接近国Ⅵ柴油7%的标准)。该厂主要通过提高反应温度以及将加氢反应压力提升至8.0 MPa,同时适当调入低多环芳烃的其他柴油组分(如加氢裂化轻柴油等)后,生产多环芳烃体积分数为7%的国Ⅵ标准柴油。表3是炼厂A原料和加氢产品性质。
(2)采用级配加氢催化剂生产清洁汽油
最近报道,我国某加工劣质原油大型炼油厂(炼厂B)一套加工能力为2.5 Mt/a中压柴油加氢装置,为了适应生产国VI标准柴油,经过改造增加了一个反应器,将空速降低到1.0 h-1,采用中国石油化工股份有限公司抚顺石油化工研究院(FRIPP)开发的FHUDS-5/FHUDS-6/FHUDS-8级配加氢催化剂,利用混合原料成功生产出国V/国VI标准清洁柴油。催化剂采用S-RASSG级配装填技术,一反上、下装填FHUDS-5/FHUDS-6催化剂,主要发生芳烃加氢饱和反应。二反上、下装填FHUDS-8和FHUDS-5,实现超深度脱硫反应[4]。
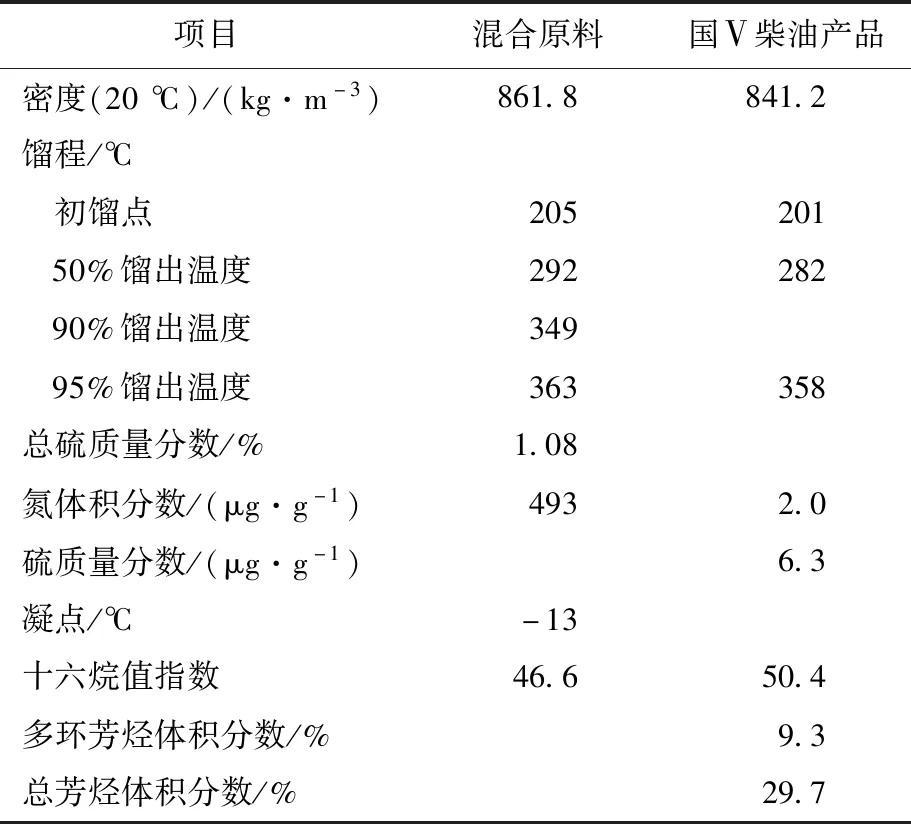
表3 炼厂A原料和加氢产品性质
生产标定的混合原料为直馏柴油、催化柴油和焦化柴油,催化柴油比例不超过20%(实际为15%),焦化柴油比例不超过15%(实际为13%)。表4为该厂的混合原料和柴油产品性质。

表4 炼厂B混合原料和柴油产品性质
从表4中可以看出:产品性质均能满足国VI标准要求,密度降低20.7 kg/m3,低于标准845 kg/m3的规定,十六烷值提升了6个单位,多环芳烃体积分数为3.9%,小于标准7%以下的规定。
FRIPP开发的FHUDS-5、FHUDS-8及FTX体相催化剂级配体系已在炼厂B成功生产国VI标准的柴油产品。该厂在不改变柴油加氢装置现有条件的情况下,通过优化原料配比及性质、降低空速、优化操作条件等措施,于2017年7月成功生产出符合国VI标准的柴油产品,并带来了可观的经济效益。
(3)调整和优化加氢混合原料中催化柴油比例
近年来,我国炼厂由生产国Ⅴ标准柴油转向生产国Ⅵ标准柴油时,情况还是较顺利的。如某炼厂(炼厂C)在保留原有催化剂体系的基础上,对一些工艺条件进行适当的优化,重点是控制好进料中催化柴油的比例。本案例中生产国V标准时催化柴油原比例为22.21%,生产国VI标准时催化柴油实际比例下降到14.19%(外加焦化柴油比例为18.09%)就可以得到符合国VI标准的柴油。也就是说今后炼厂催化裂化得到的催化柴油一部分仍可以作为生产清洁柴油的原料,而其余需要通过开发的其他加工工艺进行转化。表5为炼厂C国VI柴油质量升级前后原料配比变化情况。
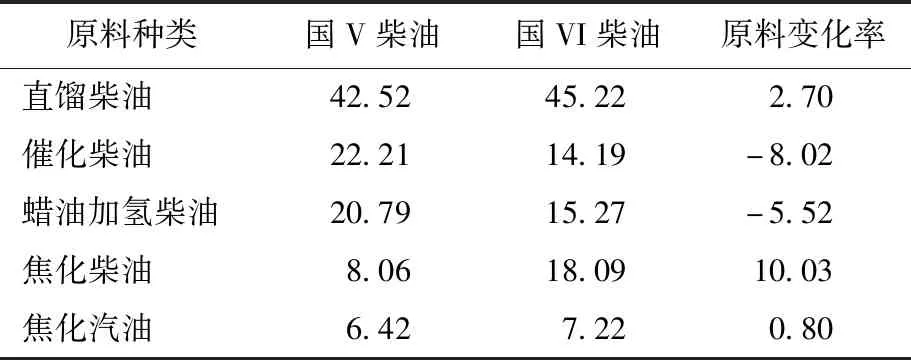
表5 炼厂C国VI柴油质量升级前后原料配比 %
3.1.2 中、深度柴油加氢脱硫、脱芳和加氢改质技术
LCO深度加氢技术目的要求是其脱氮率达到90%以上,脱硫率达95%以上,颜色和安定性得到大幅度改善;双环芳烃转化率达70%以上,三环芳烃转化率达80%以上;密度下降25 kg/m3以上;十六烷值提高5~10个单位。
中国石油化工股份有限公司石油化工科学研究院(RIPP)和FRIPP开发的提高柴油十六烷值的加氢改质技术包括:MCI技术(FRIPP研发)和RICH技术(RIPP研发)等,都可以加工LCO。在加工劣质LCO时,MCI技术的总体积空速为0.8~1.6 h-1,反应压力为6.0~12.0 MPa,可以生产硫质量分数小于10 μg/g的国Ⅴ/国Ⅵ标准清洁柴油。柴油收率可达93%~98%,十六烷值提升8~20单位。使用FC-18专用催化剂的MCI技术已广泛应用于在国内炼厂,得到的加氢柴油的硫质量分数为5.8 μg/g,远低于10 μg/g的要求[5]。
由RIPP开发的RICH技术的特点是在保持高柴油收率的前提下,降低柴油密度0.035 kg/m3以上,提高十六烷值8~10个单位,且氢耗比较低,适用于十六烷值缺口不大的炼厂。在第一代RICH技术的基础上,RIPP相继开发了第二代RICH-Ⅱ、第三代RICH-Ⅲ技术,无论是MCI技术还是RICH技术的开发核心都是高活性加氢催化剂的开发。对于加工某些劣质原油得到的性质较差的LCO时,采用RICH技术得到的柴油质量和规格可能与国家标准有一定的差距,这和原油劣质化和催化裂化反应条件更加苛刻化有关。
3.1.3 利用LCO为原料生产高辛烷值汽油的技术
我国利用LCO芳烃资源生产轻芳烃技术的研究已取得了较好的结果,主要有3条工艺路线:加氢处理-加氢裂化、加氢处理-催化裂化、加氢处理-芳烃抽提-加氢裂化等生产轻芳烃(BTX),前两条路线已得到工业化应用[6]。由RIPP自主研发的将催化裂化劣质柴油转化为高辛烷值汽油或轻质芳烃的新技术(LTAG),具有创新性突出、知识产权自主、经济效益显著、技术国际领先的特点。该技术能够实现催化裂化劣质柴油高价值利用,进一步降低柴汽比,增产高辛烷值汽油,具有装置改造简单、投资少、操作灵活等特点,满足了炼化企业调结构、提效益的迫切需求。
LCO含有的芳烃主要是双环芳烃,在催化裂化反应中相对稳定,直接用催化裂化方式将LCO生产轻芳烃是行不通的,需先将其中的双环或三环芳烃进行饱和。简单来说LTAG技术就是将LCO先加氢后催化裂化,配套专用催化剂,实现最大化生产高辛烷值汽油/BTX芳烃[8]。值得注意的是,在LCO加氢过程中,目的不是脱硫和脱氮,而是选择性加氢饱和催化柴油中的芳烃。LCO加氢催化剂采用的是专用催化剂(RHC-100),可使80%多环芳烃饱和,单环芳烃选择性达到70%以上。
LTAG技术可以有3种操作模式,炼厂可根据自身需要进行选择:模式一,先将LCO进行馏分切割,所得的重馏分进行加氢然后和轻馏分混合进行催化裂化;模式二,加氢LCO和重质原料一起进入催化裂化回炼;模式三,直接将全馏分LCO加氢后再单独进行催化裂化。
表6是模式二下的LCO及加氢LCO性质比较,该LCO循环加氢后,其中的双环芳烃定向饱和为单环芳烃。表7是采用LTAG技术前后产物分布变化情况,LCO基本上可转化为催化汽油和液化气,其中近80%转化为催化汽油。LTAG技术优势在于能够有效降低柴汽比,装置改造简单(只是对催化装置中的反应器进行改造),投资成本低。该技术更适合于加氢能力富余的炼厂,如果加氢能力不足则可能导致催化装置处理量下降,相应催化重整装置原料油供给有一定的影响。
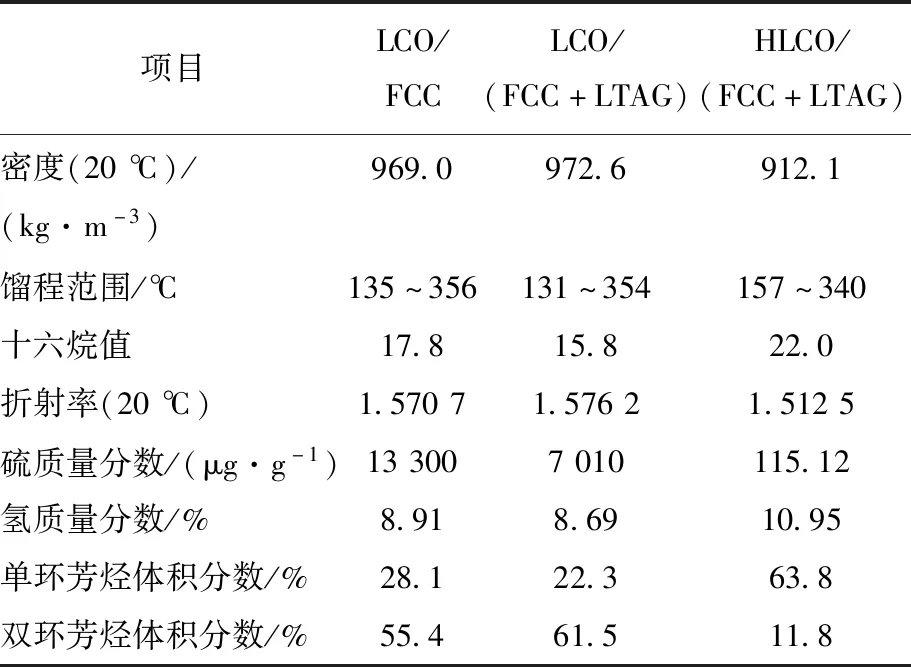
表6 模式二下的LCO及加氢LCO性质比较

表7 采用LTAG技术前后产物质量分数分布 %
3.2 技术经济分析
我国清洁柴油生产技术的研发主要可分为两大方向,即含LCO的混合原料加工生产清洁柴油、LCO单独加工生产清洁柴油和清洁汽油/轻芳烃的方向。二者技术方向都是可行的,后者更多采用组合工艺。开发利用劣质LCO富含的重质芳烃资源生产高价值的轻质芳烃技术,不仅可以大幅提高LCO的经济价值,而且为增产市场需求强劲的“三苯”找到了新的途径,为解决芳烃与烯烃资源矛盾提供了新解决方案。
与石脑油重整生产轻芳烃路线相比,利用LCO生产轻芳烃,其经济优势主要取决于二甲苯、石脑油和LCO的市场价格对比。根据近几年的市场价格走势,LCO的价格一直比石脑油低100美元/t,且随柴油标准的提高,两者的市场差价今后还会进一步拉大,所以用LCO作原料生产BTX不仅比石脑油重整的生产成本低而且可以获得更多的二甲苯来源,两者的增值利润差价也会进一步拉大,今后可能是一条经济潜力很高的技术路线。从产业化实践结果来看,如果以降低消费柴汽比为目的,推广LTAG技术一定要做好投入产出分析。当汽柴油差价大于一定值以后(如大于600元/t),则采用该技术的经济效益较好,同时如果汽柴油差价发生变化,柴油的市场前景看好时,则应慎重考虑。
4 结语
近年来我国柴油标准快速发展,清洁柴油质量已经处于世界较高水平。柴油生产的热点是消费柴汽比问题和清洁柴油标准问题,而其难点则是生产技术的开发和创新,重点是在针对LCO的合理利用及转化。我国RIPP开发的LTAG技术已达到世界水平并成功在国内多套装置上实现工业化应用。