浅谈煅烧炉炉气三通设备优化改造
2019-08-22
(唐山三友化工股份有限公司,河北 唐山 063305)
1 炉气回收流程
湿重碱经离心机二次脱水后,与足量的返碱混合进入煅烧炉,煅烧分解产生纯碱及大量的气体,气体中含有二氧化碳、氨、水蒸汽和碱粉等物质及大量的热量。炉气经回收工序旋风分离器、热碱液塔、母液洗涤塔、换热器、炉气洗涤塔等设备,以达到洗涤、净化和降温目的。在回收炉气中有用介质的同时将母液预热、回收热量,以降低重碱蒸氨工序的蒸汽消耗;将洗涤碱尘后的低浓度热碱液配入一定量的重灰高盐卤或落地碱,制成合格的纯碱液送到盐水精制工序制作苛化液,减少成品碱的使用量。
2 炉气三通存在问题
在纯碱生产工艺中,重碱煅烧过程所产生炉气夹带大量碱尘,含尘炉气经旋风分离器进行一级除尘后,大部分碱尘回收返回煅烧炉,含有少量碱尘的炉气进入下一级炉气洗涤塔,利用循环热碱液洗涤,炉气中的碱尘完全溶解回收。为防止含尘平管气道碱尘降落堆积造成不畅,旋风分离器与炉气洗涤塔之间气道设置热碱液喷淋管。为防止喷淋热碱液回流分离器,旋风分离器与炉气洗涤塔之间气道一般采用下U形防回水弯管设计型式。此型式在我公司已使用多年,运行过程中出现了各种问题,制约着煅烧系统生产能力,具体总结为以下几点:
1)虽然采用循环热碱液进行气道喷淋洗涤,使大部分气道保持通畅,但是在下U形弯头部位无法进行喷淋洗涤,否则会出现碱液喷溅直接回流分离器。因此,在下U形弯头部位仍会产生碱尘堆积及管壁结疤。为保证炉气系统畅通,每班定期清理,倒换停炉,提高真空控制,打开下U形弯头三通清理孔盖进行人工清理。清理频繁,增加化工劳动强度。
2)化工频繁开盖清理易造成系统真空波动,同时破坏生产系统连续作业工况。开盖清理,系统漏人大量空气,影响炉气二氧化碳浓度,对纯碱煅烧、碳化制碱等工序指标控制造成较大影响,并直接影响纯碱产量及消耗。开盖清理时,如司炉真空控制不当,高温炉气喷出易引发灼烫事故发生,存在安全隐患。
3)循环热碱液浓度高,热碱液塔阻力大,存在热碱液填料堵塞的风险,影响系统的稳定运行。且操作中需系统提供较大的真空,真空增大,系统存在漏入空气的风险,影响炉气浓度的同时增加了压缩工序消耗。
4)三通结疤堵塞,流通面积不足,导致炉气系统出气不畅,煅烧炉内压力大,炉头、炉尾密封面冒碱,产生了大量的落地碱,增加了成品碱的损失。

图1 改造前下U形弯管气道结构示意图(A-A剖视图)
3 改进方案
我公司利用4#轻灰炉更新机会,主要针对旋风分离器与洗涤塔之间的气道及喷淋结构形式进行改造。具体是对纯碱制造工艺中重碱煅烧炉气处理系统旋风分离器与洗涤塔之间下U形弯管气道及喷淋结构形式进行改型设计,使之达到免清理维护,高效连续运行的目的。采用垂直隔板折流及喷淋区气道扩容方式,并在喷淋区设置溶解池,替代现有下U形等径弯管设计,消除无法利用热碱液喷淋而产生粉尘降落堆积的弯管段,从而保证气道通畅、无结疤。
与原有下U形弯管气道结构相比,新折流气道结构优势如下:
1)连通开口面积及右侧缓冲喷淋区容积放大,气流速度下降,降低了气流所夹带的粉尘颗粒对气道侧壁惯性粘附。
2)取消了三通弯头,两侧气道直接以垂直立板分割,从而消除了粉尘颗粒在原有弯管气道垂直投影面,粉尘颗粒直接下落至喷淋区,被喷淋液溶解冲走,下部设立溶解池,防止局部死角位置结疤掉落在气道底部堆积。因此,除φ1800筒体与φ1200筒体焊接死角处存在少量结疤,但不影响气流流通,而在其他气道各处不存在粉尘堆积。
4 具体实施方式
将分离器与洗涤塔之间原有下U形弯管连通气道,改为隔板折流连通气道。如图2去除原有三通弯管(φ1200),右侧以φ1800筒体替代,与左侧立管径线相贯焊接,以左侧分离器出气管作为两侧气流隔板,并在上部以等直径高度方孔(1200×1200 mm)联通两侧。右侧φ1800筒体气道下部与入塔φ1200横管贯通连接,底板低于横管,形成溶解池,可防止底部结疤,碱液随进气管进入热碱液塔内。在右侧φ1800筒体内部装设洗涤液中心喷淋管,使用循环热碱液作为喷淋液,喷水高度低于隔板上沿,可防止碱液进入炉气竖管从而进入分离器,导致分离器及其出气管线结疤堵塞,影响炉气系统正常运行。新气道结构外部全部敷设蒸汽伴热管,蒸汽压力不低于7 MPa并增加保温,防止热量损失,保证炉气温度在水露点以上。
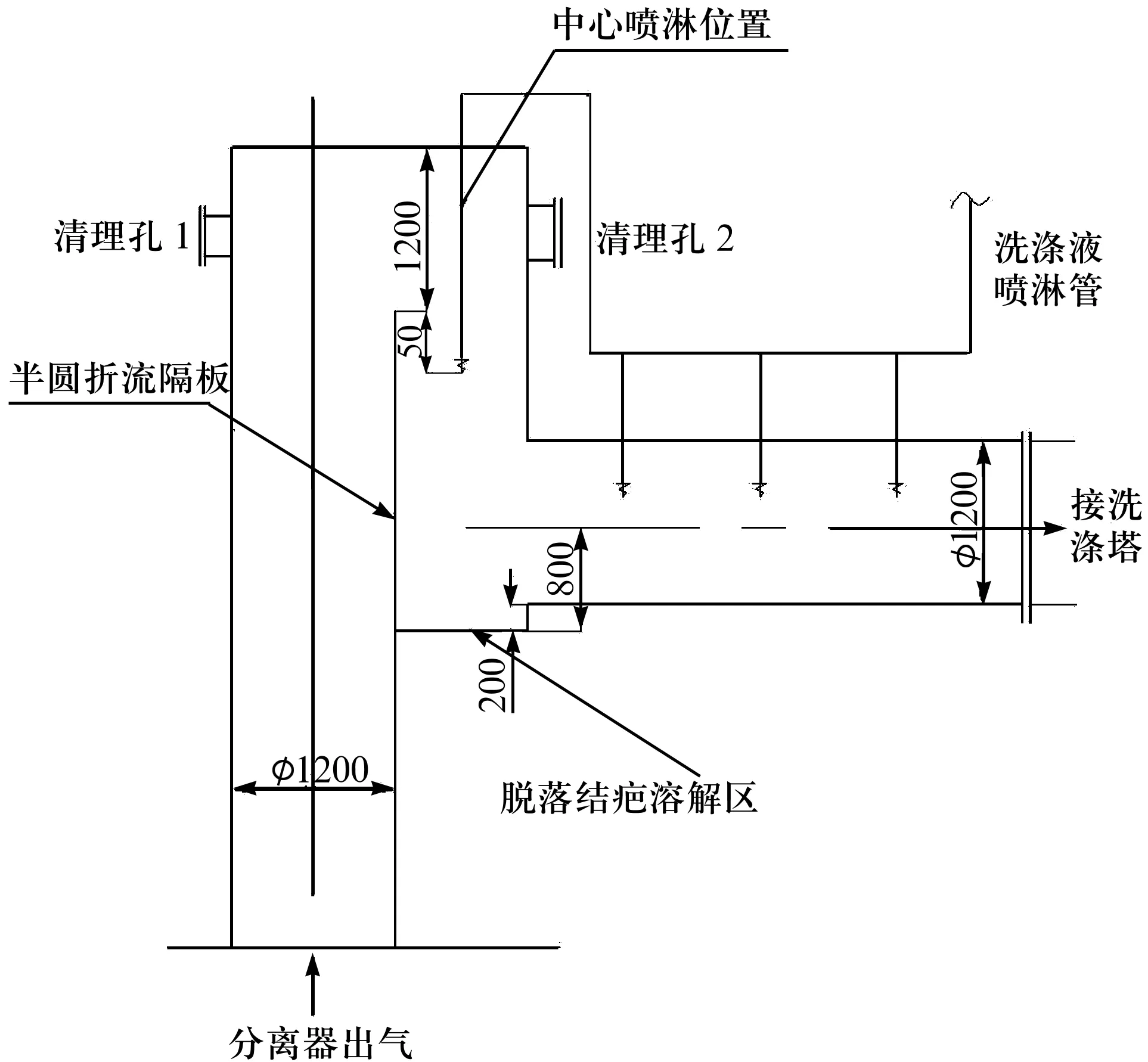
图2 改造后结构示意图(A-A剖视图)
4#轻灰炉更新改造完成后,试运行阶段煅烧炉生产作业量较正常值偏低,新折流气道结构运行平稳,结疤较少,清理周期可延长至每个月一次。使用一段周期后发现,受真空波动,三通顶部气流不能按照气道正常流通,部分炉气形成乱流,且由于中心喷淋面积小,且高度低,无法对筒体顶部进行清洗,造成三通器壁粘碱。长时间运行后,φ1800筒体顶部出现结疤严重现象,气道变窄,致使炉气阻力增大。
通过将中心喷淋高度提高50 mm,并沿三通顶部增加一环形喷淋,实现三通筒体无死角喷淋,加强喷淋效果,减少结疤。此方法的弊端为:环形喷淋液量小,效果不明显;喷淋液量大,造成碱液随炉气乱流回流至旋风分离器出气竖管,造成竖管结疤,且结疤较硬清理困难。鉴于以上原因,我单位决定利用三通清理时间打开环形喷淋液,清洗顶部结疤。系统正常运行时,关闭顶部环形喷淋液,只利用中心喷淋进行炉气洗涤。利用此方法后,φ1800筒体顶部碱疤较之前减少,且硬度低,易于清理,缩短了清理时间,同时降低热碱液浓度,优化生产工况。
5 结 语
4#炉气U形弯管气道结构改造经验,为此类设备的改造提供了有利的依据和参考价值。在今后我们将继续对不同炉气三通结构进行试验,最终实现延长设备使用周期,降低岗位职工劳动强度,提高煅烧炉生产能力;大幅度降低热碱液浓度,消除生产隐患,为实现落地碱的回收打下了基础;进一步提高CO2浓度,优化碳化塔生产工艺,同时降低石灰石煅烧消耗;维持生产无间断运行,大大优化轻灰炉、碳化塔等工序设备作业工况及控制指标,压缩工序的真空资源得到高效利用的目的。
