碳化尾气系统的改造
2019-08-22
(中盐吉盐化集团内蒙古吉兰泰碱业有限公司,内蒙古 阿拉善左旗 750333)
1 碳化塔运行状况的介绍
纯碱生产中,氨盐水碳酸化过程(简称“碳化过程”)是涉及工艺条件最多、影响因素最广、物理和化学变化最复杂的一个工序。碳化工序处于纯碱生产的中心部位,素有制碱“心脏”之称。它的操作状况和工艺指标如何,不仅反映出一个碱厂的技术和管理水平,而且对产品产量的高低、质量的优劣及物耗的多少,即碱厂经济效益,具有举足轻重的影响。
碳化工序操作的基本职能是,使氨盐水在碳化塔内很好地吸收CO2,并经适当而充分的冷却降温,尽可能提高碳化度,以取得原盐NaCl转化率高、NaHCO3结晶粗大、杂质含量很少的悬浮液,送往滤过工序进行固液分离。
碳化塔是碳化过程的主要设备,也是纯碱生产中的关键性设备。它利用气液对流原理,维持气液连续稳定流动,进行质量与热量传递,以氨盐水吸收CO2,析出形状规则、粒度粗大的NaHCO3结晶,并要求尽可能达到食盐转化率高、制碱周期长。碳化过程又是一系列的放热反应过程,大量反应热需要从塔内移出。因此,碳化塔的构造需要尽可能同时满足液体力学、吸收、结晶、冷却等过程以及运转周期正常的要求。
所谓碳化尾气是在碳化塔内没有完全反应吸收的气体。碳化尾气主要含有NH3、CO2和随气体带出来的NaHCO3、NH4HCO3、NaCl、H2O的碳化液,统称叫回卤。回卤的存在不仅在管道内容易形成NaHCO3、NH4HCO3、NaCl的混合物结晶,而且使碳化液在塔的停留时间缩短,从而影响产量和转化率。因此,碳化尾气带卤量是我厂一直在致力解决的难题,此问题得以妥善的控制直接影响着碳化塔的能力、碳化转化率及氨的消耗等关键性指标的完成。
2 碳化回卤及尾气压力对生产的影响
碳化回卤是从制碱塔和清洗塔尾气带出的碳化液。碳化尾气经过尾气分离器分离后,回卤进入中和水储桶,气体进入碳化尾气净氨塔。碳化回卤与中和水混合后,再进入制碱塔内。由于这部分液体(碳化回卤)在生产中循环,会增加母液当量,减少产量。

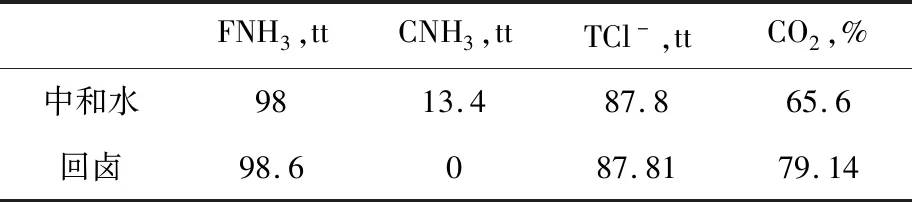
表1 中和水和碳化回卤的成分对比
3 碳化尾气系统存在的问题
3.1 回卤集中,尾气压力不稳定
我厂共有5座碳化塔,排成前后2排,1#、2#塔在前排、3#、4#、5#塔在后排,碳化尾气管线从5#塔起,通过4#、3#、2#塔,末端到1#塔,然后进入碳化尾气分离器,所以碳化尾气管线是“U”形。
因为碳化尾气管线是一条联通的“U”形管线,所以,各塔尾气带出来的回卤最后集中到1#塔和碳化尾气分离器处,使1#塔塔压波动,分离器分离效果下降,导致碳化尾气压力不稳定、波动大,最终影响到每个塔塔压不稳定,导致碳化塔出碱不稳,造成纯碱整个系统波动。
3.2 碳化尾气总管向塔内串卤
如图1,单塔出气管线为φ400,总管直径为φ700,随尾气带出的碳化卤进入总管后由于体积突然增大(直面积增大了3.06倍),气液部分分离,尾气沿流向有向各塔存在反流的现象,且起靠近分离器的塔超严重,反流卤水因氨损失量大,影响碳化指标及能力。
3.3 碳化尾气调节阀调节不方便
为了更好的提高生产能力和相应指标,在碳化尾气总管上增加调节阀是不二的选择,最初选用DN700的蝶阀,担心结晶卡涩就将阀板用气焊沿阀板的边缘割掉10 mm,正常运行调节阀开度仅20%,由于管径大阀位略有一点调整就使得调节量变化过大(即调节精度差),碳化塔压力波动太大,难以实现碳化塔的平稳操作。
3.4 碳化尾气净氨塔底圈液位波动
由于尾气带卤量波动大,另一方面碳化尾气净氨塔出液“U”形管高度不合理导致净氨塔液位波动,现有净氨塔出液液封易出现出液带气的现象,加剧了液位的波动,引起碳化塔压波动,同时提高了氨的损失。
4 碳化尾气系统改造
4.1 碳化尾气总管
为分散碳化尾气回卤,使尾气压力分布均匀进行改造。
将碳化尾气“U”形管改为“H”形管,即各塔碳化尾气串联改为并联,具体改造(如图1),将3#、2#塔尾气管线断开,5#、4#尾气管线中间与2#、1#尾气管线中间连在一起,形成“H”形管。改造后,碳化尾气总管压力提高至70~75 kPa,塔压很平稳,出碱效果明显改善,碳化转化率达到75%左右,达到了预期效果。

图1 碳化尾气系统改造图
4.2 碳化尾气大阀
最初选用碳化尾气大阀是DN700手动蝶阀,调节灵敏度和精度低,达不到调节要求。为了使碳化尾气压力调节更加灵敏和精确,根据碳化尾气流量变化,将现用DN700手动蝶阀改为DN550自动调节阀。目前,碳化尾气压力调节效果非常好。通过一年的试运行碳化淡氨盐水含氨降低了1.0 tt。
4.3 碳化尾气净氨塔出液管
由于尾气带卤量波动大,另一方面碳化尾气净氨塔出液“U”形管高度不够导致净氨塔液位波动,现有净氨塔出液液封易出现出液带气的现象,加剧了液位的波动,引起碳化塔压波动,同时提高了氨的损失。
通过碳化尾气管线的改造,已解决碳化尾气带卤现象。但由于碳化尾气净氨塔出液“U”形管高度不够而净氨塔液位还有波动。为了解决碳化尾气净氨塔液位波动,将以前 “U”形管位置改在地面,使“U”形管高度与淡氨盐水贮桶高度在同一个水平线,使碳化淡氨盐水平稳进桶。通过改造,碳化尾气净氨塔气、液平稳,取得了显著效果。
4.4 用废淡液冲洗尾气调节阀
目前碳化尾气调节阀易出现结晶、卡涩的现象,但用废淡液冲洗后,很快就溶解结晶,随时消除阀门阀板的结晶,恢复正常。
5 改造成效
通过改造从根本上解决了分离器回卤不畅;碳化卤水反串;净氨塔底圈液位不稳定影响碳化塔压;碳化尾气调节精度差等问题,加之在提高了碳化尾气压力的上限(即从0.6 MPa提至0.7 MPa),碳化带卤量得到了很好的控制, 真正实现了高塔压高液位操作。2017年减少蒸氨塔结疤项目取得突破性进展,蒸量从原来200~215 m3/h,提升至200~245 m3/h, 10~12月产量连续三个月历史性突破3万吨大关,为完成今年33.67万t提供了坚实的保障。
