可逆冷轧机张力控制系统简述及故障分析
2019-08-07陈国锋
陈国锋
(中铝洛阳铜加工有限公司,河南 洛阳 471039)
Φ1150mm/450mm×1250mm 4辊可逆式冷轧机是我公司80年代初从德国弗洛林公司引进的初轧机,包括轧机机架、液压压下、左右张力卷取机、左右上卷取机、1台开卷机、1台直头机和链式运输机、2台带材助卷器以及乳液冷却设备等组成部分,与其配套的电气设备为ASEA公司的,控制系统采用模拟直流传动控制系统。该轧机是铜板带厂的关键设备,为铜板带厂下游工序提供重要保障,签于其在铜板带生产中的重要作用,对该设备的维护、检修及故障的快速处理也显得越来越重要。卷取机张力的稳定性直接影响带材的质量和成品率,尤其在带材被拖动动态升降速的过程中,更要保持张力的恒定以免出现断带。所以本文着重对该轧机卷取机的张力控制系统进行简单的阐述,并对常见的张力故障加以分析、总结,以提高设备维护水平,提高产品质量和成品率。
1 卷取机张力控制系统
1.1 控制原理
卷取张力的控制方法一般分为直接张力控制和间接张力控制两种类型。该冷轧机卷取机张力控制属于后者,为最大力矩法控制。如图1所示,卷取单元的作用是控制电机在带材上得到恒张力(不论是开卷还是卷取),张力不受辊径、带材速度﹑加减速约束,这意味着直流电机将提供一个总转矩M(即电动机力矩),包括作用于实际张力部分、动态加减速部分(机械和卷材)以及机械损耗。


图1 张力卷取示意图Fig.1 Tension coiling schematic diagram

1.2 张力控制系统分析

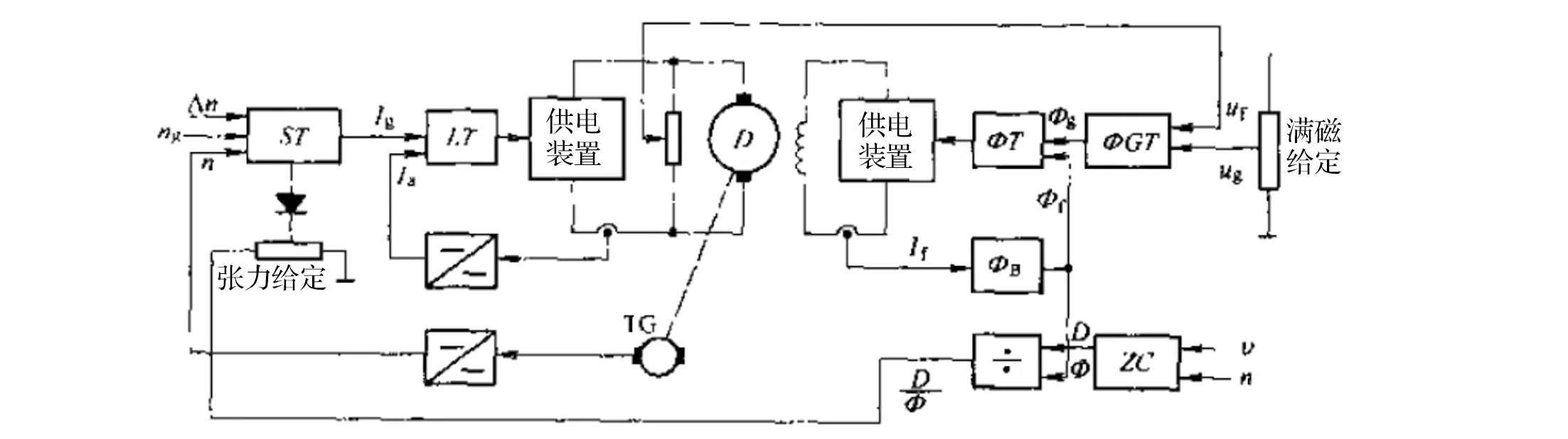
图2 按最大力矩原则的张力控制系统原理图Fig.2 Schematic diagram of tension control system based on maximum torque principle
2 冷轧机常见张力故障的处理
(1)高速掉张力的问题。检测卷径信号变化混乱,检查脉冲发生器连线断,焊接后好。
(2)故障现象,冷轧机右卷取投不上张力。处理过程,翻到电气图纸1500页,查到张力接通信号B465,显示在PLC柜中的物理位置为+K1/A31/B28.06,由PLC的信号清单查到该信号的存储器地址为4475,在程序清单中对应该存储器地址的程序为:
4473 OR B253 M 10.1 TENS ORDER
4474 OR B000 I A11.P0 I Lamp TEST
4475 STO B465 O 10.1 HIX REC TENS
4474为灯测试信号,在主操作台上测试,灯亮正常,故查4473,与4473对应的程序为:
4453 OR B253 M 10.1 TENS ORDER
4454 STO 030 M 10.1 TENS ORDER
由程序可以看出B253的信号直接影响着4473的值,与B253对应的存储器地址为4423,对应的程序为:
4415 OR B024 I 10.1 HI REC TENS
AND 742 M 10.1 ROP1+ROP2(准备信号)
OR B253
AND 001 MJOB1
ANDC 327 TO T8 10.1 TENS DO
ANDC 752 M TENS OFF REC R
STO B253 M10.1 TENS ORDER
在张力没有接通的情况下,查到 4420 为”1”,即不正常状态;与4420对应的程序段为:
4407 AND 500 I 10.1 HO—N REC TENS(张力断开)
4410 AND 143 O A31 EN REC R(允许有下卷取工作)
4411 AND 020 M 10.1 ROP1(准备信号)
4412 AND 122 I A31 RP REC R EXP(卷筒涨大)
4413 OR 267 M BLOCK TENS OFF(张力断开锁定)
4414 STO 001 MJOB1
4412为1,意味着卷筒已经涨大,与实际情况不符合。通过程序清单中4412附带的信息,翻到图纸214页及313页,可以查到4412在PLC柜中对应的物理地址为+K3/B10.15,通过查询+K3的信号清单,找到对应的变量为B302,对应的程序段为:
5474 OR B465 O 10.1 ST REC EXP
5475 AND 426 I 10.1 GSR REC EXP
5476 AND 153 I 10.1 GSR POS 支撑进位
5477 OR 302-------
5500 ANDC 001 MJOB1
5501 STO 302 O A31 RP REC R EXP
查到5476 为0不正常,到现场去看,卷筒支撑上方有一个接近开关的线接反,将线重新处理,此开关右信号,但是仍投不上张力,把卷筒缩小再涨大后,试车正常。结论为投不上张力系卷筒支撑信号不到位,与卷筒涨大也有关系。
(3)故障现象,冷轧机右下卷取机张力数值表一会有数字,一会变黑,当它变黑后,张力电流往上升,然后跳电。处理过程,更换与张力表相关的计算机电路板QHDC131,不行。后发现主操作台显示轧机速度的表在摆动,一会回到0,一会到100m/min,查到计算机柜中与速度表有关的电路板H125.16,将此板拔出再插上,速度表不摆动,且右卷取张力数值表显示也正常,后来又推了一下H125.16,计算机又跳电,张力表也不正常,把此板插头拔下拆开,发现A13和A8插孔松动,且已氧化发黑,处理后,速度表与张力表显示皆正常。
冷轧机右卷取张力表黑屏,电动转速特别慢,测点动给定(YXM143 X1:9)只有-0.11V,而左卷取点动给定值为2.86V,上楼上计算机柜,把计算机板H125.11(右)和H125.10对换,仍是如此,量计算机柜MK2内B50 X3:52和53也只有0.11V,把h125.11板子前边插座拔下,校线正常,再插上送电,点动速度正常,张力表显示也正常,测10.1的YXM143X1:9为2.68V。
处理思路,此处理过程遵循先动口后动手及先清洁后维修,在实际维修过程中,密切关注故障发生、发展的过程及趋势,掌握丰富的现场信息,透过现象查到故障的根源。故障原因为电路板插头氧化严重。解决办法为擦洗、清洁电路板插头。
(4)左卷取掉张力,且张力电流很小,检测积分变化正常,清擦卷取单元和YXR162,装上后张力电流仍很小,测量从计算机来的TENSREF为0.06,右卷取的为2.36,把左卷取的YXM162,YXM163参数校验后,其他基本没有变化,再试张力电流仍是很小,把计算机柜内这两块板对调,仍是如此。从柜内找一块YXM162换上,参数整定完后不会积分,又把原来的YXM162装上,再试电流仍是很小,但是TENSREF为2.36V,积分也正常。
3 结语
冷轧机常见故障还有卷取机掉张力、电枢过电压、励磁欠电流、现场的阀不动作等,大部分故障都是编码器内部松动、接触不好、接头氧化、电缆坏或者接近开关不到位造成的,排查方法与上述举例大同小异,在此不再赘述。
