基于DEFORM-3D的钢球热压成形工艺优化
2019-07-23史慧楠韩亭鹤李月王强
史慧楠,韩亭鹤,李月,王强
(中国航发哈尔滨轴承有限公司,哈尔滨 150026)
优质的球轴承应具备低振动、长寿命以及高可靠性等特点,这就需要使球轴承各零件具有较高的加工精度。作为球轴承的关键零件,钢球质量在很大程度上影响着轴承的动态性能和使用寿命。在轴承工作过程中,钢球承受较高的周期性应力作用,极易产生疲劳损坏,大量试验研究表明,50%~60%的轴承失效是由钢球疲劳损坏而造成的[1]。钢球成形过程有冷镦和热压等方式,国内外对钢球冷镦过程进行了大量研究。文献[2]通过试验对比了锥鼓形和球形球坯的冷镦成形工艺,结果表明,锥鼓形球坯的成品钢球寿命和模具寿命均比球形球坯高,且锥鼓形球坯节约原材料。文献[3]对无环带球坯冷镦技术展开研究,提出无环带球坯可以降低光磨工序的磨削量,提高成形质量及模具寿命。
尺寸较大的钢球,由于受冷镦机动能载荷的限制,需要进行热压加工,作为钢球生产的关键步骤,其直接影响后续加工以及最终钢球的内部组织。文献[4]分析了钢球毛坯热压成形后的常见缺陷及其产生原因,从合理设计钢球毛坯锻件图开始,提出了钢球毛坯热锻成形工艺。文献[5]通过对GCr15钢球热压模拟仿真分析确定了获得球坯质量最佳的圆棒料段长径比。但根据模具及工艺参数对钢球无环带热压过程进行模拟仿真分析相对较少。
钢球热压后存在环带,在工作中承受更高的接触应力和交变载荷,钢球内部金属流线的完整性对抗疲劳性能有较大的影响。环带磨掉后导致钢球内部金属流线中断,轴承高速运行状态下易在金属流线中断处形成表面裂纹,导致轴承失效,所以球坯成形后两极和环带处收缩越小越好,可使成品钢球获得较小的流线切断区域。
现通过DEFORM-3D软件仿真预测热压后钢球内部金属流线及应力分布、内部缺陷及环带尺寸情况,优化球坯参数,保证最小环带尺寸,以避免金属流线被破坏,提高钢球寿命。
1 钢球热压成形原理
对于直径较大的钢球,需采用热压法加工。首先将料段加热到一定温度,再进行镦压,钢球毛坯热镦压后,需进行球化退火,以降低表面强度和获得球状珠光体组织。
为实现环带最小或接近于无环带,采用锥鼓形模具进行加工,锥鼓形模具型腔采用半球和一定锥角的锥体相切而成。
由塑性变形理论可知,金属发生塑性变形时,首先沿阻力最小的方向流动[6-7],如图1所示,A0B0和A′B′接触处的阻力远远大于环带C处的阻力,金属首先流向C处,并开始形成环带,随着两胎模间距a的减小,阻力逐渐增大,当其超过塑性变形金属向两极流动的阻力时,球坯两极被充满。钢球镦压采用锥鼓形模具,与球形模具相比,由于锥角的存在,金属流动阻力小,金属易向两极流动,镦压时金属材料流向两胎模接合面时就能顺利地充满型腔两极,因此可得到最小环带或近于无环带。
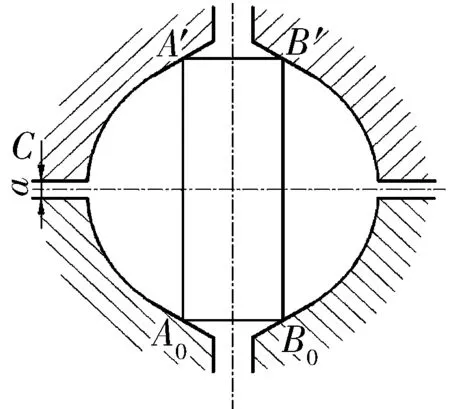
图1 钢球热压成形原理图Fig.1 Schematic diagram of hot pressing forming of steel ball
2 试验设计
为了降低球坯余量,避免因环带尺寸较大造成金属流线破坏,且保证镦压后球坯饱满,需要对下料尺寸进行精确计算。
2.1 计算下料直径和长度
钢球球坯示意图如图2所示,图中:α为锥角;A为环带厚度;K为环带宽度;Dw为球坯公称直径。将球坯分为环带、两极以及球体(除去环带和两极的部分)3个部分,球坯体积V为[8]

图2 球坯示意图Fig.2 Diagram of ball billet
V=2V两极+V环带+2V球体=

(1)
β=90°-α。
在钢球热镦压过程中不考虑火耗及其他影响因素,金属的体积和质量基本保持不变,因此热压后球坯体积和下料体积基本相等。根据球坯体积计算结果可得下料直径和长度分别为
(2)
式中:d为棒料直径;L为棒料长度;λ为压缩比,锥鼓形球坯压缩比为2.2~2.4,可获得最好的锥鼓形球坯[6]345。锥鼓形球坯模具的锥角α应根据材料的性质、钢球直径以及压缩比等因素在47.5°~55°[6]345内通过试验进行选取,为保证热压后毛坯球环带最小以及生产时的工艺参数,参考环带厚度A选取0.1~0.4 mm。
2.2 试验分析设计
根据(1)式可以看出,球坯体积与锥角、环带厚度及环带宽度有关,以直径19.05 mm的钢球热压加工为例进行仿真分析及试验验证,根据以上公式及数据可得棒料直径为13.4~14.1 mm,取13.5~14.2 mm,建立试验因素水平表,见表1。

表1 试验因素水平表Tab.1 Test factors level table
采用正交试验法对钢球热压加工过程进行仿真,分析各因素对环带尺寸、内部应力分布及镦压力的影响,从中选出最优参数。正交试验表见表2[9]319。

表2 正交试验表Tab.2 Orthogonal test table
3 建模及仿真
采用DEFORM-3D软件在试制加工前模拟钢球热压加工过程,可实现模具的优化设计,材料的力学性能分析,工艺参数优化,不仅节约材料,提高生产效率,还可以快速获得最佳工艺方案。
3.1 棒料及模具建模
钢球在热压成形加工前,首先将棒料切段加热,然后放入两模具中镦压成球坯。根据前文设定的球坯体积及棒料直径,可求得每组模拟试验的压缩比及料段长度,进而建立每组料段三维模型。根据锥角和环带厚度可以得出模具球窝半径、球窝深等参数[10],建立上下胎模的三维模型。
首先将NX UG软件中建立的上下胎模及棒料的三维模型导出扩展名为*.stl文件,分别导入DEFORM-3D软件中,导入后的模型如图3所示。由于锻压加工是在材料加热后进行的,按加热温度计算热尺寸放大系数,对棒料尺寸进行放大。

图3 导入后模型Fig.3 Imported model
3.2 材料建模
定义棒料材料为进口轴承钢M50,DEFORM-3D材料库中无此材料,需借助于文献[11]中M50钢的高温本构方程及化学成分,本构方程为

(3)

3.3 接触设置
钢球镦压过程中,模具与工件之间相互作用,使工件发生塑性变形,仿真时选用剪切摩擦,由于热压过程中无润滑,选择摩擦因数为0.6。热传递系数不考虑模具温度变化,选择DEFORM-3D软件推荐值。
3.4 运动参数设置
钢球热压加工过程中,上模为主动模,根据实际情况及设备参数,设定总行程为160 mm,打击频率为32 次/min,停止条件设为上下模间距等于环带厚度。
3.5 后处理
运行结束后对数据进行后处理,分析锻压后材料是否充满模具,是否存在折叠或裂纹,以及毛坯球内部金属流线、应力分布等,对加工结果进行评价。
4 结果分析及参数确定
4.1 结果评价标准
考虑热压加工后加工留量和对最终成品的影响,根据以下选取标准对结果进行分析[12]:
1)根据软件模拟接触分析结果判断是否存在折叠等缺陷,球坯内部是否存在无折叠角。
2)充满度,根据毛坯球尺寸及是否有环带与两极判断热压后钢球是否充满模具型腔。
3)钢球热压后为光球,即球坯在2块铸铁板中施加压力使球在沟中滚动;因此球坯的环带处公称直径D、球高H和45°方向D1尺寸均需满足光球工序工艺要求。
4)三向尺寸越相近,球坯圆度越好,光球工序加工时间越短。
5)相同的环带厚(试验设计中设定相同)情况下,环带宽越小,环带体积越小,后续加工金属流线断裂程度越小。
6)镦压加工中在保证毛坯球质量的同时,模具受力越小,模具的寿命越长。
4.2 工艺参数的确定
分别对表2中16组参数进行仿真,结果如图4所示。仿真试验数据见表3。由图4可知,1#,2#,4#,5#,8#,12#,14#球坯未充满球胎,球坯无明显两极及环带,不满足工艺要求;3#,13#球坯两极尺寸不满足光球工艺要求;对比6#,7#,9#,10#,11#,15#,16#球坯圆度、环带宽度以及模具受力情况,11#球坯的工艺参数为最优组合。

图4 球坯仿真结果Fig.4 Simulation results of ball billets
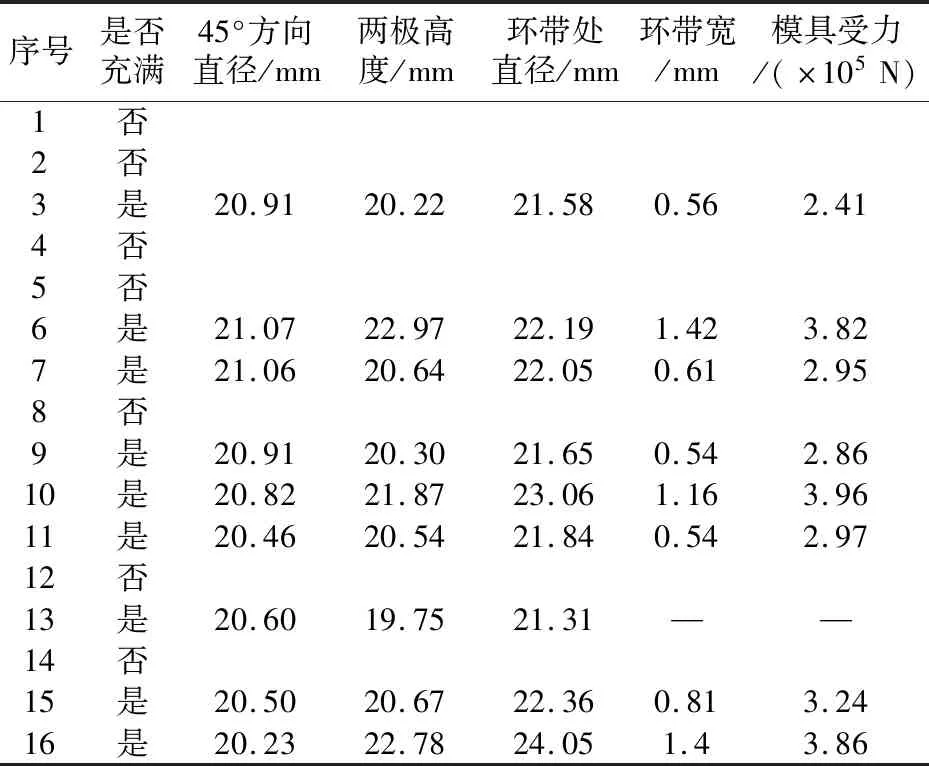
表3 仿真试验数据Tab.3 Simulation test data
4.3 仿真结果分析
采用锥鼓形模具加工且工艺优化后的11#球坯内部金属流线如图5a所示。对比用原球形模具加工的球坯内部金属流线(图5b)可知,采用锥鼓模具加工的球坯环带及两极处收缩成形更小,金属纤维流线完整性更好。

图5 2种模具加工的球坯内部金属流线Fig.5 Internal metal flow line of ball billet processed by two kinds of molds
对比使用锥鼓形和原球形模具热压加工的模具受力,如图6所示。由图可知,采用球形模具热压加工,其上模具受力为6×105N左右,使用锥鼓模具热压加工时模具最大受力为3×105N左右,减小了50%,提高了模具的使用寿命。

图6 2种模具受力对比Fig.6 Load comparison between two kinds of molds
11#球坯温度场及等效应变如图7所示。由图可知,最高温度在上下接合面即环带处,整体温度较热压前升高,这是由于金属在变形过程中内部被激活使得温度升高;球坯整体锻透性良好,且最低应变发生在上下半球的二分之一处。
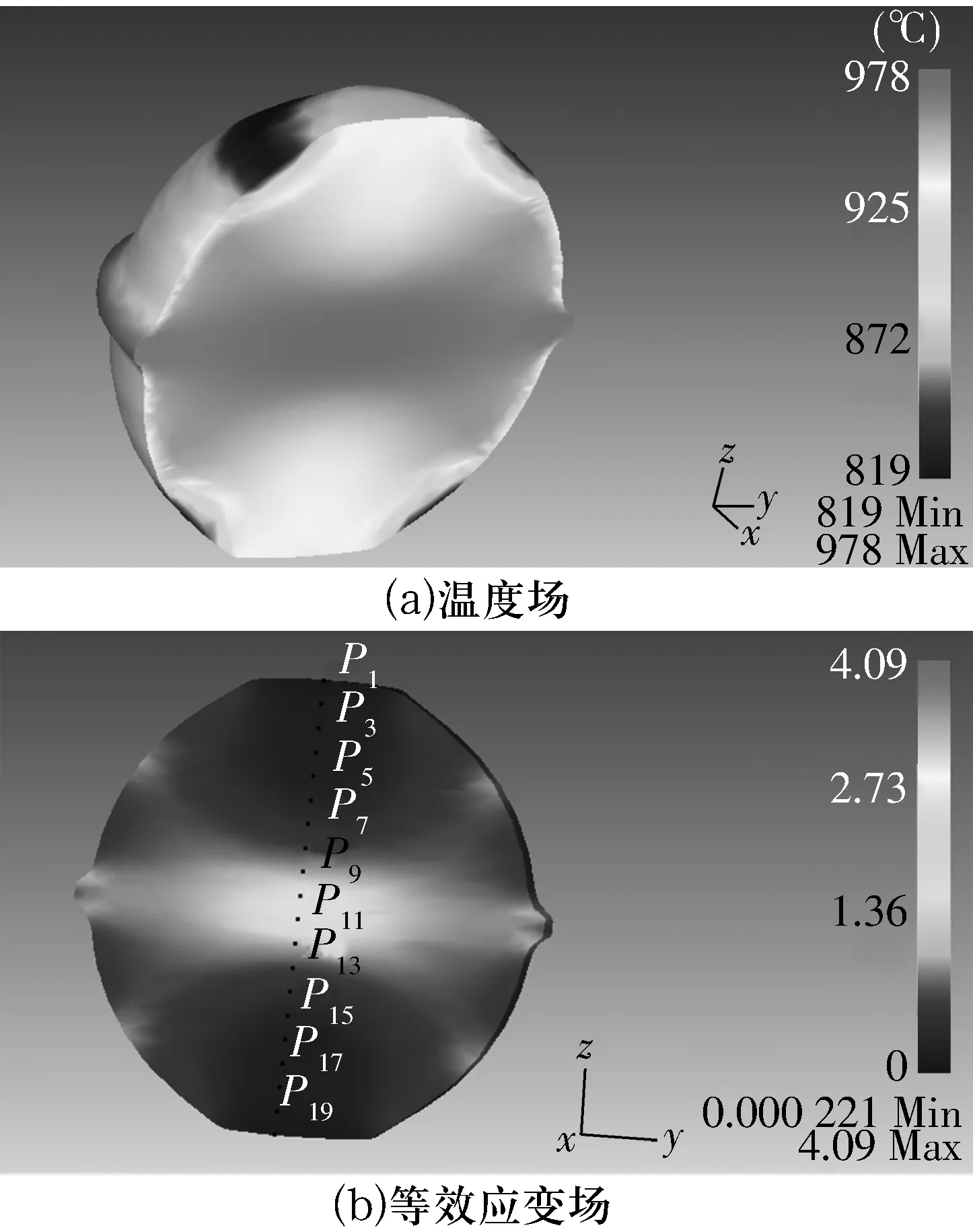
图7 温度场及等效应变场Fig.7 Temperature filed and equivalent strain field
4.4 试验加工对比分析
采用锥鼓形模具胎对工艺优化后的11#球坯进行试验加工(图8),结果证明,仿真与试验球坯外形基本一致。热压后的球坯无折叠等缺陷,对其尺寸进行测量,环带、两极及三向尺寸均与仿真结果一致。

图8 仿真与实物球坯图Fig.8 Simulation and real ball billets
对热压后球坯沿两极切割,经酸洗腐蚀后其流线特征如图9所示。由图可知,球坯流线特征与仿真结果基本吻合。

图9 实物球坯金属流线特征Fig.9 Metal flow line characteristic of real ball billet
5 结束语
建立了仿真正交试验,基于DEFORM-3D对钢球热压成形过程进行了有限元分析,通过对热压成形后球坯有无缺陷、充满度、三向尺寸、环带宽度以及模具受力进行对比,得出最优的加工工艺参数。结果证明,无环带锥鼓球的内部金属流线更合理,且模具受力更小。该研究对模具主要参数的选取,以及实际生产加工中针对不同尺寸钢球热压模具的设计具有指导意义,在一定程度上与钢球实际热压加工过程相吻合。
