角钢定位器在杯基钢柱吊装中的应用技术研究
2019-07-18张胜勇
张胜勇
(中铁十六局集团城市建设发展有限公司 北京 100018)
1 引言
近年来钢结构建筑在我国得到了蓬勃发展,从一般钢结构发展到高层、超高层建筑及大跨度空间钢结构[1]。钢结构工程质量的保证,决定因素除材料合格、制作精度高外,还需依靠科学合理的安装工艺[2]。在厂房建设中,钢柱吊装是钢结构施工中重要节点,是确保整体钢结构工程安全、质量与进度的重中之重[3]。根据实体项目,研发一种适用于杯口基础的钢柱吊装校正工艺方法,既保证施工安全可靠,又保证操作简便、精度高、工效快、通用性强的吊装定位装置。
2 工程概况
科尔沁马城赛事大楼工程位于内蒙古通辽市开发区,总建筑面积约11.3万 m2,地下一层[4],分为酒店、写字楼及后勤库区。其中后勤库区结构形式为钢结构排架结构,基础采用杯口型承台基础。排架系统由排架柱及柱间支撑组成,钢架上柱为实腹式工字型柱[5],下柱为双肢钢管柱,柱距9 m,柱脚采用插入式柱脚。上柱支撑采用交叉撑,采用槽钢组合断面,下柱支撑采用交叉形撑[6],采用槽钢组合断面,上下柱柱间支撑与柱子均采用节点板焊接连接。库区钢构件总计2 400 t,钢柱吊装共计220根。
3 角钢定位器施工原理
定位装置由角钢定位器及辅助钢筋组成,首先采用规格∠50×5的角钢以垂直焊接的方式,根据基础顶面预先弹好的安装控制线对杯口相邻两侧的角钢定位器进行预定位。随后进行吊装钢柱,调整钢柱并校正合格后,采用辅助钢筋设置水平支撑,顶住杯口四壁与钢柱焊接。将剩余两侧的角钢定位器全部焊接完成,通过角钢组合及水平支撑筋完成钢柱的吊装定位。
4 角钢定位器三维建模
通过强大的三维建模功能,在钢柱吊装前进行三维模拟构画,见图1。建立角钢组合的构造模拟,完善组合中各分部角钢的布设,保证现场实际施工的可行性,见图2。
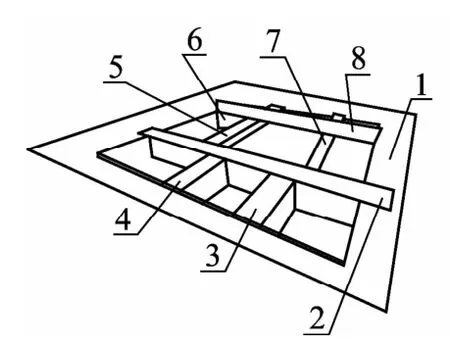
图1 角钢定位器研制结构
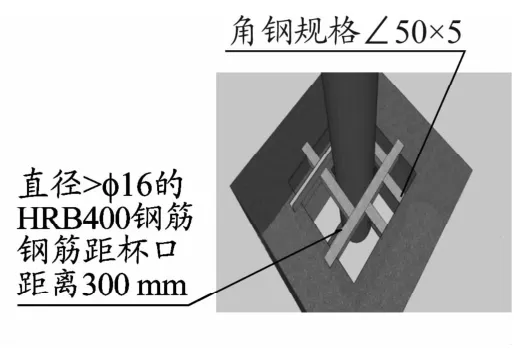
图2 角钢定位器三维图
图1中,1为杯口基础;2为角钢一,与杯口基础左右侧壁垂直顶固;3为角钢二,作为角钢一的侧肢支撑;4为角钢三,作为角钢一的侧肢支撑;5为角钢四,与角钢一垂直焊接,另一侧与杯口基础前侧壁垂直顶固;6为角钢五,与角钢四垂直焊接,另一端与杯口基础左侧壁垂直顶固;7为角钢六,与角钢一垂直焊接,另一侧与杯口基础前侧壁垂直顶固;8为角钢七,与角钢四及角钢六垂直焊接。
5 施工操作要点
5.1 钢柱吊装验算
(1)钢柱重量计算
钢柱总重量约为:4 957 kg。
(2)起重重量
[4 957 kg(钢柱)+300 kg(索具重量)]×1.2(动力系数)=6 308 kg。
(3)起升高度
17.4 m(钢柱底部至柱顶高度)+10 m(索具高度)+0.5 m(安装时提升高度)+0.3 m(室内外高差)+1 m=29.2 m。
(4)起重机选择
由上述数据可知:起重机工作半径R≥8 m,起重高度32.5 m≥29.2 m,起重重量W总10 214 kg≥6 308 kg查起重机性能表,25 t汽车起重机可满足要求。
(5)吊装钢柱钢丝绳验算
①钢丝绳吊装采用钢筋加锁扣勾住柱顶螺栓孔吊装法,钢丝绳的吊索拉力为7.4 t,由于钢丝绳基本都是垂直的,所以钢丝绳采用6×37+1、d=46 mm型号。
② 根据吊装重量,选用6×37+1、d=46 mm、抗拉强度为1 670 MPa钢丝绳时,其破断拉力总和P破=1 040 kN,根据公式[P]=(P破÷9.8)×φ修÷K=(1 040÷9.8)×0.82÷6=14.5 t>6.3 t,故安全。其中:φ修为修正系数,K为安全系数。
5.2 杯口复查
(1)位于杯口基础钢柱安装前,基础养护强度达到75%时,即可使用。同时需要在基础中心标识横纵中心线及标高标记标识。
(2)对杯底标高进行一次水平仪检查和调整,以保证柱吊装后牛腿顶面标高的准确[7]。为使杯底标高调整值(Δh)为正值,柱基施工时,杯底标高控制值一般均要低于设计值50 mm[8]。见表1。
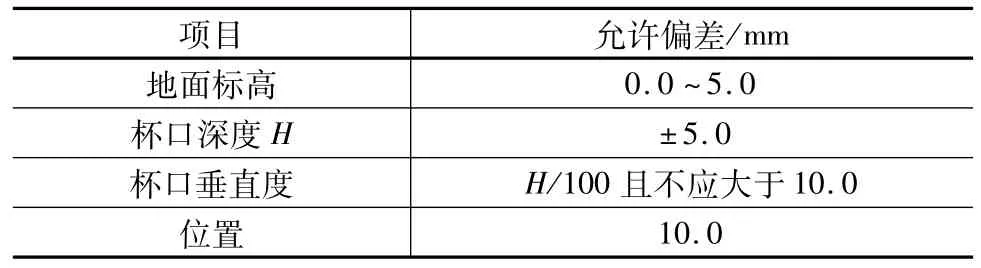
表1_杯口尺寸允许偏差
5.3 角钢组件制作、预定位安装
(1)预制定位器角钢组件
现场对基础轴线进行复测见图3,确定无误后根据定位轴线在基础顶面弹出角钢定位器安装控制线,控制线为角钢定位器内边线,并与钢柱的安装中心线相对应,根据安装控制线及实测基础杯口尺寸提前制作预定位角钢组件。预定位组件由图1中,角钢一与角钢二、角钢三垂直顶固焊接,角钢二与角钢三均匀布设在角钢一左侧,焊接形成独立单体Ⅰ。角钢四与角钢五垂直顶固焊接,角钢五布设于角钢四中线位置,形成独立单体Ⅱ,见图4。

图3 基础测量复核标高及轴线
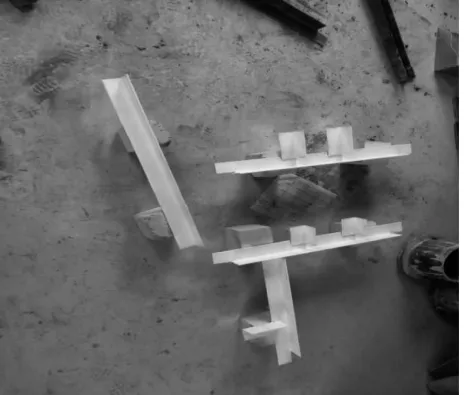
图4 制作完成的角钢组件
(2)角钢组件预定位安装
根据安装控制线预先安装预定位角钢组件(独立单体Ⅰ、独立单体Ⅱ),基础复查及支座安装合格后,运用垂直焊接的方式,在杯口预定位两侧安装角钢定位器[9]。边框角钢端头预切50 mm×50 mm卡槽,卡挂在基础杯口顶面并顶紧,独立单体Ⅰ选用角钢一双侧搭接顶位,独立单体Ⅱ选用角钢四临基础侧搭接顶位,反方向与独立单体Ⅰ垂直满接,以防止定位器位移。卡槽应根据杯基卡位处随型调整且保证满卡,见图5、图6。
5.4 线坠吊架焊接
钢柱吊装前预先在柱顶焊接水平短钢筋作为线坠吊架。截取4根25 cm长12钢筋,对应平行于基础的定位轴线分别垂直焊接在柱顶横梁上,钢筋吊架距柱边20 cm处,分别拴系线坠并垂吊至柱底。线坠使用5 kg钢质线坠,尼龙丝线垂吊,在柱顶钢筋处捆绑牢固,防止滑移,见图7。

图5 定位器预安装三维图

图6 定位器双侧角钢垂直焊接
5.5 钢柱吊装
钢柱安装采用滑行法在跨内依次进行[10]。起吊时吊机将绑扎好的钢柱缓慢吊起垂直下放到杯口上方,稳住柱脚插入杯口落于杯底支座上,并贴紧已安装的预定位角钢,按照安装控制线找正平面位置,随即利用柱顶预先垂吊的线坠检测钢柱垂直度。用钢尺分别从两个方向测量吊线至钢柱距离,同时指挥吊车并使用钢管撑杆斜顶法调整垂直度偏差,保证钢柱按设计位置安装就位,见图8、图9。

图7 线坠吊架焊接实物

图8 钢柱吊装示意
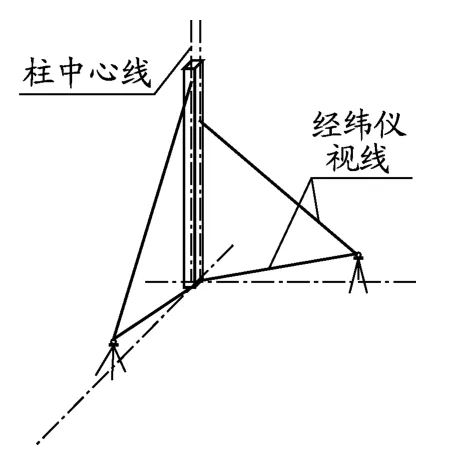
图9 钢柱垂直度校正测量示意
5.6 支撑筋焊接、角钢组件安装完成
(1)支撑筋焊接油漆标记,以使支撑点受力位置一致保证准确稳固。焊接时将钢筋支撑顶紧杯壁及钢柱中心,焊机电流适当调大,采用断弧焊工艺将钢筋支撑与钢柱焊接牢固,见图10。

图10 支撑筋焊接完成
(2)角钢组件安装完成
为尽量节省钢柱吊装校正期间的焊接工作量,在安装预定位角钢时,根据安装控制线预先制作预定位安装组件并焊接,此项工作可在钢柱吊装前完成,不占用钢柱吊装总体时间,钢柱校正合格且支撑筋焊接完成后,其余两侧定位角钢可不设置侧肢支撑,直接采用垂直焊接的方式与预定位角钢连接,为节省材料用量并进一步压缩操作时间。其余两侧定位角钢垂直焊接工艺流程由图1中角钢六(独立单体Ⅲ)、角钢七(独立单体Ⅳ)按照实量尺寸现场加工制作。独立单体Ⅲ紧贴钢柱进行安装并与独立单体Ⅰ垂直焊接,另一侧卡槽卡在基础杯口顶面并顶紧。独立单体Ⅳ紧贴钢柱并与独立单体Ⅱ、Ⅲ反方向平铺垂直焊接,整体角钢定位器安装完成,见图 11、图 12。
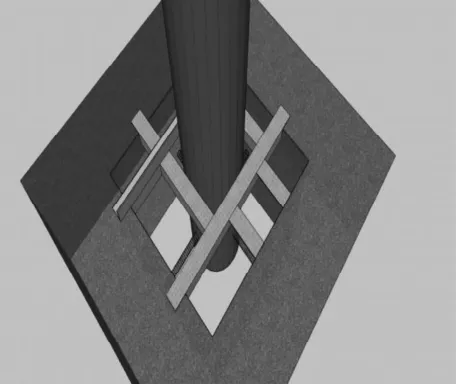
图11 定位器三维图

图12 定位器安装完成
5.7 杯口混凝土浇筑
在浇筑混凝土前,应先清除杯口内部、基础顶面的垃圾、泥土或钢柱吊装所使用的残余材料,防止浇筑时落入杯基中。
杯口采用C35细石混凝土浇筑,采用小型振捣棒振捣密实,振捣时严禁碰触角钢组件、支撑筋及钢柱,以免振捣时导致钢柱位移,待浇筑的混凝土强度达到设计要求后,方可拆除角钢定位器[11],进入下一步工序施工。
6 角钢定位器创新优势
(1)在钢柱吊装校正的施工过程中,国内传统做法一般采用槽钢固定架配合钢筋支撑固定校正钢柱或采用螺旋千斤顶配合经纬仪定位校正钢柱[12]。采用角钢定位器配合线坠定位校正钢柱做法优点:一是无需缆风绳及地锚,节省大量手拉葫芦、钢楔子等材料机具,避免投入大量人工;二是无需锚固螺栓,避免钻孔破坏基础结构,角钢及辅助钢筋材料使用量较小,现场焊接工作量较少,节省人工;三是使用线坠校正钢柱垂直度,工序简单,操作方便,无需多人配合经纬仪检测,施工效率高;四是角钢定位器制作简易,充分利用现场边角余料,质量可靠,安全性好,保证快速进入下道工序施工。
(2)在经济上的优势:以本工程施工难度最大的节点工期为例,采用角钢定位器运用在钢柱吊装校正施工之中,钢柱安装质量得到很大提高,施工工期得到了很大缩减,施工安全可靠,为后期工序施工提供了坚实的保障。结合所依托项目实际情况所得数据,采用角钢定位器定位校正钢柱比未使用此项技术指导下的施工节省工期20 d,人工费成本降低70%,机械费成本降低20.4%。
综合测算:采用角钢定位器比传统缆风绳定位校正钢柱成本降低43.6%,人工费、材料费、机械费总成本为13.27万元,折合每根钢柱综合单价为296.2元/根;采用传统缆风绳多方位锚固校正钢柱人工费、材料费、机械费总成本为23.52万元,折合每根钢柱综合单价为525.2元/根。本工程累计可节省成本约10.25万元。
7 结束语
本工程通过对钢柱吊装校正的综合研究,以安全保障、质量标准、施工效率、人工成本等方面为出发点,通过前期的三维构建,进行现场初试,以达到后期普遍应用的效果;缩短了工期,同时节约了人工的投入,创造了显著的社会效益及经济效益。同时,该技术在项目上的研发和应用获得“一种杯口基础吊装校正钢柱的定位器”国家实用新型专利(专利号ZL 201720733449.8)。此项创新解决了钢柱吊装校正施工中重难点问题,在我国钢结构施工中具有很强的实用性和推广性。
