预处理对回收包装纸颗粒分散性的影响
2019-07-16陈敏杰胡芳园蔡国雄2涂登云胡传双章胜男
陈敏杰,胡芳园,蔡国雄2,涂登云,云 虹,胡传双,章胜男
(1.华南农业大学材料与能源学院,广东 广州 510642;2.贺州市林业局,广西 贺州 542899)
1 引 言
在全球提倡低碳环保的大环境下,随着资源的渐渐匮乏和环境保护要求的提高,废纸包装材料的回收利用已成为越来越重要的课题。纸板和纸包装已极为普及,但其造成的纸废品率上升迅速。例如,在占英国家庭平均废物四分之一的包装废弃物中,纸板和纸包装所占的比例最大,约为10%[1]。并且大部分废纸包装材料都含有塑料,降解期相对较长:据估计,PE在100年内的降解率小于0.5%,如果暴露在阳光下,2年也约只能降解1%左右[2]。
随着低密度聚乙烯(LDPE)覆膜包装纸废弃量的增和近年来木塑复合材料的普及,包装废物资源的利用又有了新的发展方向:采用热压的方式使用回收的包装盒制备成复合材料[3-9]。2009年,Maurizio Avella等[10]对于纸箱包装的研究更近一步,采用造粒挤出成型的工艺并添加马来酸酐接枝聚乙烯(MAPE)成功制备了废纸含量高达60wt%的废包装纸碎片/高密度聚乙烯(HDPE)基复合材料。但是研究所得的复合材料力学性能差异性大,废包装纸碎片不能很好的在复合材料里分散。
废纸粉碎后其表面附带大量绒毛,这些绒毛必然会相互产生机械结合,而且纤维含有大量氢键,也会产生吸附性结团。碱处理是一种传统的植物纤维改性方法,一方面它可以使植物纤维中的部分果胶、木质素和半纤维素等低分子杂质等被溶解除去;另一方面,碱处理可促进纤维原纤化,使纤维束分裂成更细小的纤维。1999年,Gassan J等[11]研究了氢氧化钠处理黄麻纤维对其与环氧树脂复合材料性能的影响,研究表明使用氢氧化钠处理过的黄麻纤维能使复合材料疲劳行为减少,其中冲击韧性与碱浓度存在良好的相关性。2003年,Cantero G等[12]研究了10%NaOH溶液和Epolene E-43 MAPP处理纤维制备聚丙烯(PP)基复合材料的分散和吸水问题,研究表明,丝光化处理可以使纤维在复合材料中不规则分散。
2011年,Qin Z等[13]研究了纤维的质量分数和碱浓度对可生物降解复合材料的力学性能的影响。结果表明,当碱溶液的浓度为8%时,复合材料的拉伸强度和冲击强度均为最佳。碱处理条件尤其是碱液浓度、体系温度和处理时间对植物纤维的性能影响很大。
大量文献报导了改性处理对植物纤维性能明显的影响。2009年周箭等[14]发现1.0wt%TF3改性木粉能提高木塑复合材料(WPC)的力学性能,TF17则能促进经紫外线辐照后WPC内自由基之间的交联反应;2014年周亚巍等[15]研究了用乙酸酐溶液进行酯化后的桉木粉所制备的HDPE/桦木粉木塑复合材料的性能,发现有效控制酯化反应的程度可以改善纤维形态和微观形貌,使制得的材料具有更佳的力学强度。但至今鲜有系统的研究预处理条件,尤其是碱处理条件对覆LDPE膜废包装纸粉碎后的分散性能的研究。本研究采用正交试验,通过化学分析、扫描电子显微镜(SEM)、傅立叶变换红外光谱分析(FTIR)和 X射线衍射分析(XRD)等手段表征了NaOH预处理前后纸粉结构和性能的变化,旨在探究出较好的NaOH预处理工艺条件。分析了用所生产纸粉作为填料和用市场通用木粉作为填料在同等条件下制备的HDPE基纸塑复合材料的力学性能,以证明所生产纸粉适用于复合材料生产。
2 实 验
2.1 实验材料及仪器
回收纸盒包装纸:纤维含量84.2%,低密度聚乙烯含量15.8%;NaOH(分析纯);Na2SiO3;蒸馏水(自制);桉木粉(过40目筛);马来酸酐接枝聚乙烯(MAPE):密度为0.92g/cm3,接枝率为0.9%。
实验所用仪器有:101-2型电热恒温鼓风干燥箱;XFB-400型手提式中药粉碎机;Tensor27型傅立叶变换红外光谱分析(FTIR);XD-2X/M4600型X粉末射线衍射分析(XRD);SHR-10A高速混合机;SHJ-20B双螺杆挤出机;Y-35V注塑机;UTM-4204电子万能力学试验机。
2.2 试验方法和性能表征
2.2.1碱性试剂预处理回收包装纸方法 首先,分别将NaOH、Na2SiO3、Na2CO3三种不同碱性试剂配置成质量浓度为5%的水溶液;其次,将机械破碎后成絮状结团的回收包装纸以浴比为1∶20浸入水溶液中,常温条件下,预处理60min后放入电热恒温鼓风干燥箱,100℃下干燥12h至绝干;最后,使用手提式中药粉碎机粉碎2min后观察其纤维形态,并采用干筛法测试其粒径分布,依次选择筛网孔径分别为40、80、140和200目。
2.2.2分散效果较好的NaOH预处理回收包装纸工艺优化试验设计 碱处理条件尤其是碱液浓度、体系温度和碱处理时间对植物纤维的性能影响很大[11-13],根据实验室及工业生产经验选择处理条件,使用L9(34)的正交试验对NaOH预处理工艺参数进行优化,试验因子及水平列于表1。

表1 正交试验因子及水平Table 1 Factor and level of orthogonal
将处理后的材料放入电热恒温鼓风干燥箱,103℃温度下干燥10h至绝干,然后手提式中药粉碎机粉碎2min后,过40目筛,以粒径过40目筛的出粉率为判定指标,具体见下式:
(1)
式中:W1代表过40目筛的总质量,g;W0代表粉的总质量,g。
采用 EVO-18型SEM分别对原材料的纤维粉末和浓度为3.5%的NaOH预处理后的纤维表面特征进行观察,加速电压设置为10kV。
采用FTIR通过KBr压片法对原材料纤维粉末和3.5%质量浓度NaOH预处理后的样品进行扫描。仪器测试条件:样品扫描次数64,背景扫描次数64,分辨率为4.000,样品增益2.0,扫描波数范围为4000~400cm-1。
采用XRD 对原材料纤维粉末和3.5%浓度的NaOH预处理后的纤维粉末进行测试。测试条件:粉末Ni载片,扫描速率为4°/min,扫描范围为5°~80°。
采用XRD 结晶指数来表示结晶度(Cri):
(2)
式中:I002代表(002)面峰的强度,即结晶区的衍射强度。Iam代表2θ=18°时峰的强度,即无定型区的衍射强度。
2.2.4复合材料制备及力学性能测试 分别以在NaOH预处理最优工艺参数下所生产的纸粉和桉木粉为原材料进行复合材料制备试验,试验方法如下:(1)备料:将NaOH最优工艺参数条件下所制备的回收包装纸颗粒/桉木粉、HDPE和MAPE进行混合。混合比例见表2,其中1代表用NaOH最优工艺参数条件下制备的回收包装纸颗粒制成的复合材料,2代表用桉木粉制备的复合材料。(2)混料:将按照比例配制完成的物料在高速混合机中混合30min,混合物料温度为100℃。(3)挤出造粒:将混合后的物料投入双螺杆挤出机混合造粒,其中:挤出机1~5段的温度分别设置为150,155,160,165及155℃,机头温度为160℃,熔融温度为155℃。喂料速度为8rpm,挤出速度为16rpm。挤出后的粒料在103℃的干燥箱中干燥4h至绝干。(4)注塑成型:将干燥后的粒料倒入注塑机注塑成型。注塑机1~3段温度分别设置为170,170及170℃,射出压力为9.5MPa。(5)物理力学性能作为评判标准。

表2 样品制备各组分比例Table 2 Percentage of each component for sample preparation
复合材料的弯曲性能和拉伸性能根据ASTMD 790-03《Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials1》和ASTMD 638-01《Standard Test Method for Tensile Properties of Plastics1》进行测定。冲击强度依据ASTMD256-03《Standard Test Methods for Determining the Izod Pendulum IMPa ct Resistance of Plastics1》进行测定。每组试样均重复测试10个,取其平均值。所有用于测试的试件均在23±2℃和相对湿度60±5%条件下放置48h。
3 结果与分析
3.1 不同试剂预处理回收包装纸形态分析
三种不同碱性试剂预处理与未预处理的回收包装纸的粒径分布如图1所示,其纤维形态如图2所示。

图1 三种不同碱性试剂预处理与未预处理的回收包装纸的粒径分布Fig.1 Particle size distribution of three different alkaline reagents pretreated and non-pretreated recycled wrapping paper
从图1的粒径分布能够清楚地得出:随着试剂碱性的增加,粒径40目以上的纸粉所占百分比接近99%。

图2 三种不同碱性试剂预处理后纤维形态与未预处理的回收包装纸纤维形态Fig.2 Fibrous morphology of three different alkaline reagents pretreated and non-pretreated recycled wrapping paper fibers
从图2可见,经过碱性试剂预处理后的回收包装纸分散性有明显变化:结团率大大降低,且试剂的碱性越高,处理效果越明显。因此,很好的证明了NaOH预处理对回收包装纸颗粒分散性能的改善效果最佳。
3.2 正交试验结果分析
表3为三种试剂在不同条件下处理回收包装纸的L9(34)正交试验因子及水平表。表4为对应正交试验的方差分析表。从表3可知,随着NaOH H浓度的升高,样品的出粉率由11.81%提高到99%,随后开始呈现下降趋势;随着处理时间和浴比的增加,样品的出粉率变化无明显规律;随着处理温度的增加,样品的出粉率先降低后增加。表4的方差分析结果表明,只有氢氧化钠浓度对试样的出粉率影响显著,排序为A>D>C>B。因此,最佳工艺组合为:A2B2C2D1,即常温状态浴比1∶12的条件下采用3.5%浓度的NaOH处理40min。
3.3 氢氧化钠预处理回收包装纸纤维分散特性分析
3.3.1预处理前后的SEM特征 图3为原材料纤维与3.5%浓度的NaOH溶液预处理的回收包装纸纤维SEM对比照片。从图可见,NaOH预处理使纤维表面变得光滑,原有的孔洞、裂隙等缺陷减少,这是因为碱处理使纤维溶解后再析出,纤维表面因此变得柔顺、光滑。在相同的放大倍数下观察可见,碱处理后的纤维粒径宽度变小。

表3 正交试验因子及水平表Table 3 Orthogonal test factors and levels
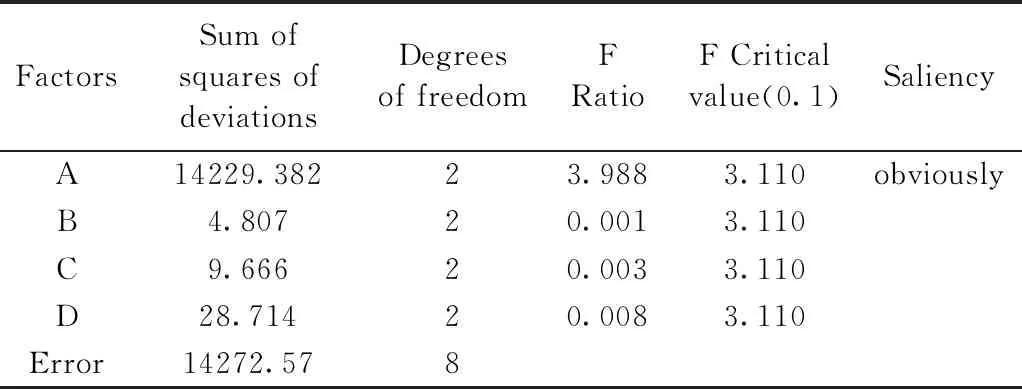
表4 正交试验的方差分析Table 4 Variance analysis of orthogonal

图3 原材料纤维(a)与3.5% NaOH预处理(b)回收包装纸纤维SEM照片Fig.3 SEM of untreated (a)and 3.5% NaOH pretreated (b)recycled wrapping paper fibers
3.3.2预处理前后纤维的红外光谱特征 由于NaOH预处理是针对纤维素部分起作用,纤维素的官能团和化学键在红外光谱中的特定频率都已知,因此,通过FTIR可以分析其官能团在NaOH处理前后的变化,具体见图4。图4中各吸收峰的峰谱具体归属见表5。

图4 原材料纤维(a)与3.5%NaOH预处理(b)回收包装纸纤维的傅里叶变换红外光谱Fig.4 FTIR of untreated (a)and 3.5% NaOH pretreated recycled wrapping paper fibers (b)
波数1720~1733cm-1处的吸收峰表征与木素或半纤维素中的羰基(C=O)的伸缩振动有关[16]。从图4可见:曲线a中还能略观察到一点吸收峰,而曲线b中此峰已基本消失。这是因为碱处理后去除了纸纤维里剩余的少量木质素或半纤维素。波数1649cm-1处的吸收峰是表征吸附水的伸展振动,以2917cm-1处吸收峰为内标,预处理后的1649cm-1处吸收峰的吸收强度明显高于未处理的纤维素。这说明预处理后回收包装纸材料中纤维素明显得到润胀,原材料对水的可及度增加[16]。波数在1432cm-1和1069cm-1处是纤维素结构的特征吸收峰,3.5%浓度的NaOH预处理时此吸收峰变化不大,说明纤维素大分子结构变化不大[16]。
综上可得,预处理后包装纸纤维的纤维可及度有一定的增加,纤维素大分子的结构变化不大。
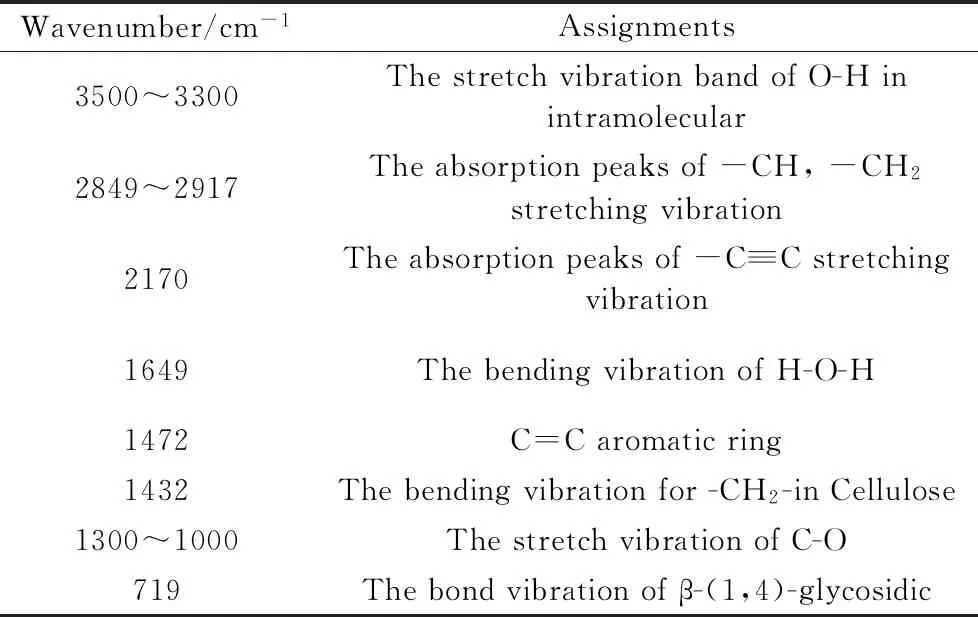
表5 红外光谱图中各吸收峰的谱峰归属[17-18]Table 5 Assignment of FTIR spectra[17-18]
3.3.3预处理前后结晶曲线分析 原材料纤维曲线1和3.5%浓度的NaOH预处理曲线2纤维的XRD图谱见图5。
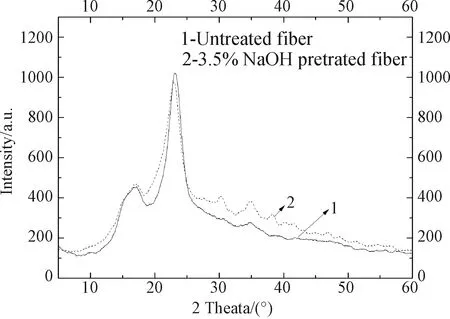
图5 原材料纤维与3.5%NaOH预处理回收包装纸纤维后的XRD图谱Fig.5 XRD of untreated and 3.5% NaOH pretreated recycled wrapping paper fibers
从图可见,在3.5%浓度的NaOH预处理后,曲线1和曲线2的XRD图谱十分相似,在22.0°和18.0°左右各有一个主要峰和次要峰,即结晶区的衍射强度和无定型区的衍射强度。这表明3.5%浓度的NaOH溶液处理纤维后的作用只达到了无定型区和结晶区的表面,并发生了结晶区间的润胀,对纤维素的结晶区影响很小,其晶体类型没有变化[19]。通过式(2)计算出曲线1和3.5% NaOH预处理纤维曲线2的结晶度分别为64.2和63.4。相比于原材料纤维,经过碱处理后的回收包装纸纤维结晶度仅降低了1.2%。这表明3.5%浓度NaOH处理对纤维素分子的聚集态结构影响不大。
3.4 复合材料力学性能分析
由表6结果可知,同等工艺条件下,相对于利用普通木粉制备的木塑复合材料,利用本实验最优工艺参数制备的纸粉所制成的复合材料的弯曲强度降低了15.2%,拉伸强度降低了6.2%,弯曲模量升高了11.8%,冲击韧性升高了56.3%。出现以上结果可能是由于处理后的纸纤维木素含量较木纤维少,且本实验所用纸粉中含有少量的LDPE材料。同时,从表中还可以明显看出本实验工艺条件下所制备的复合材料相比于桉木粉制备的木塑复合材料,其强度性能稍有降低,但冲击韧性明显提升,且其力学性能达到《GB/T 24137-2009 木塑装饰板》应用标准。

表6 复合材料的力学性能结果Table 6 Mechanical properties of pretreated samples
4 结 论
1.NaOH预处理是一种能使回收含LDPE废纸粉分散性提高的有效手段。
2.在一定的工艺条件下对回收包装废纸进行预处理,可获得分散性好、目数集中的纸粉颗粒。其中较优的工艺条件是NaOH浓度为3.5%,浴比为1∶12,在常温下浸泡40min。此工艺条件不仅节约能源,且能在获得分散性较好的纸粉颗粒的前提下不过多破坏纸纤维。
3.经过3.5%浓度NaOH预处理后的包装废纸,其纤维的组成成分未发生变化,结晶度降低1.2%,纤维溶胀增大,表面缺陷消失;粉碎后部分纤维呈颗粒状,分散性良好。原材料中所含的LDPE粉碎后也大部分变成了大于40目的碎片,可直接用于混料。
4.本实验工艺条件下所制备的复合材料相比于桉木粉制备的木塑复合材料,强度性能稍有降低,但冲击韧性明显提升,且其力学性能达到《GB/T 24137-2009 木塑装饰板》应用标准。证明了此种预处理方式的可行性,为后续工艺研究奠定了一定的基础。