蒸汽透平驱动货油泵的安装分析与定位工装制作
2019-07-11梁思渊
梁思渊
(上海外高桥造船有限公司, 上海200137)
0 引 言
VLCC(超大型油船)的货油泵采用立式蒸汽透平驱动,透平机安装在机舱,货油泵安装在危险区域的泵舱,通过1根穿过隔舱气密填料密封函的中间轴和1根调整轴以齿形联轴节进行联接。这种传动形式对货油泵的安装提出了较高的要求:如隔舱气密罩是设备的一部分,其与甲板的焊接安装不允许出现超差返工,否则会浪费大量的时间、人工,影响后道工序开展,最终导致整个建造周期延长。因此,对蒸汽透平机驱动货油泵的安装须引起足够重视。基于隔舱安装形式以及相应的技术要求,须对货油泵以及货油泵安装的整个过程进行分析,整理出施工各阶段的质量控制要点,并对各个质量控制点采用合适的工装加以控制,确保安装符合安全、质量及进度的要求。
1 蒸汽透平驱动货油泵安装
1.1 蒸汽透平驱动货油泵的基本参数与结构
蒸汽透平驱动货油泵的基本参数与结构(见表1)。
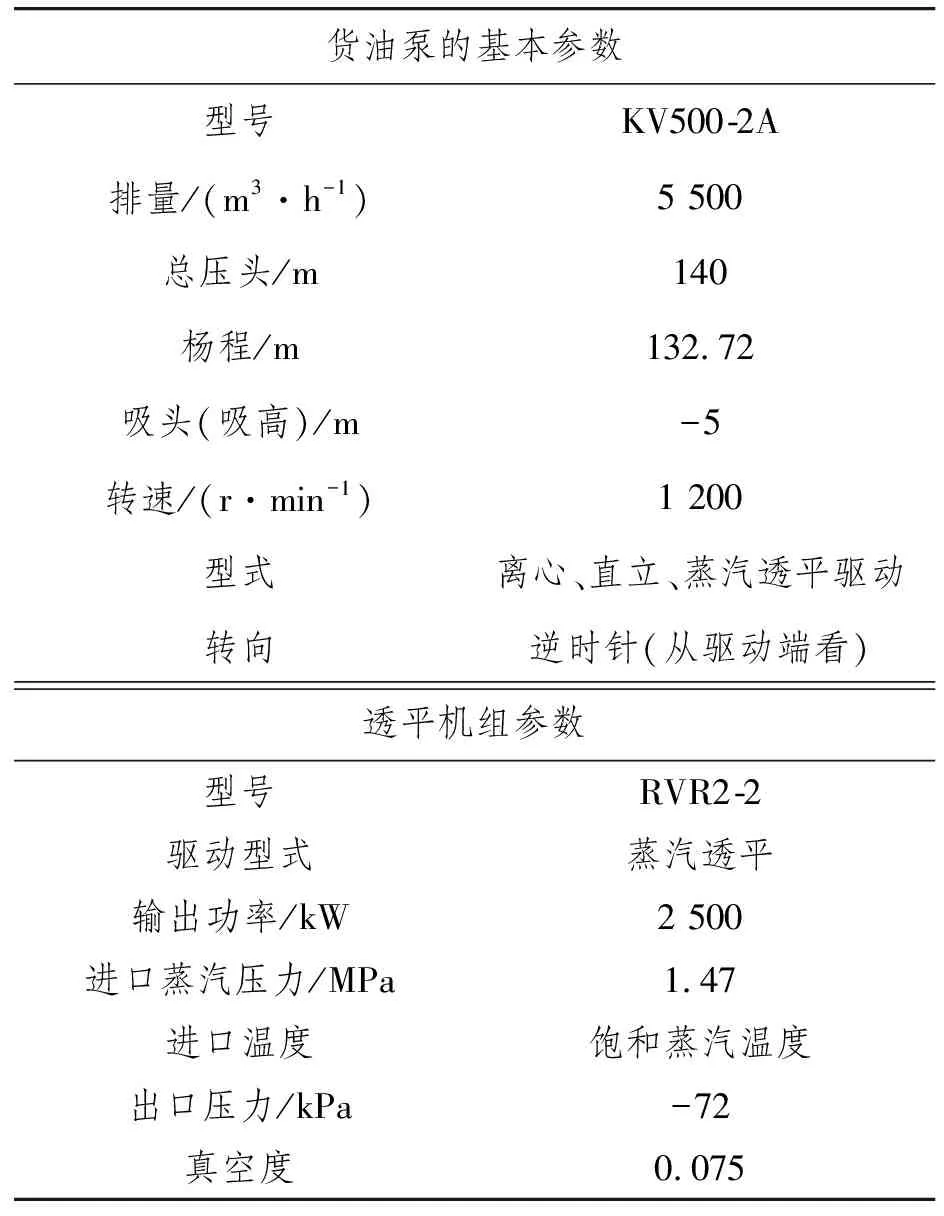
表1 蒸汽透平驱动货油泵的基本参数
蒸汽透平驱动货油泵的结构如图1所示。蒸汽透平驱动安装于机舱,货油泵安装于货泵舱,通过带有隔舱气密组件的中间轴和传动轴联接,传动轴联接形式为齿轮联轴节。
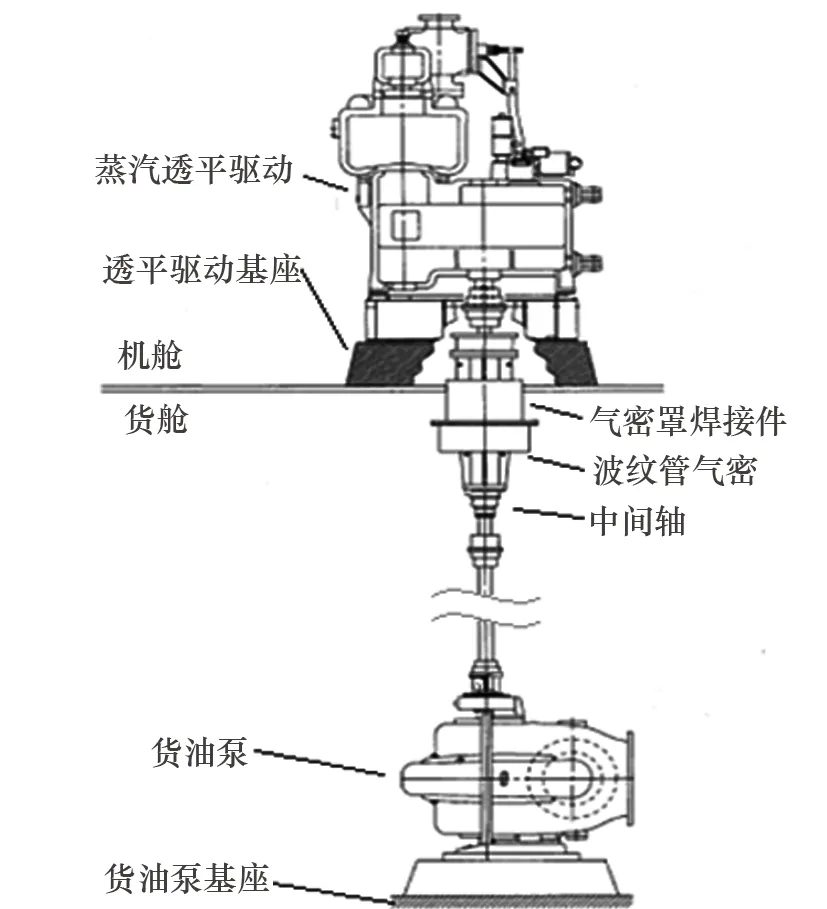
图1 蒸汽透平驱动货油泵结构图
1.2 蒸汽透平驱动货油泵的安装要求
一般来说,旋转机械设备的功率越大,转速越高,其安装的精度要求也越高。由于表1和图1显示,蒸汽透平驱动功率2 500 kW,货油泵转速1 200 r/min,因此蒸汽透平驱动货油泵的安装要求比一般泵设备高,再加上又是在不同舱室安装,其安装要求更高。除此以外,其结构还有以下情况:不设万向节装置的长轴系跨区域安装、联接,且多节的联轴节均为刚性联接,易受船体的各种变形影响而破坏轴系的同轴度。设备所在甲板处的结构因设备运转会引起振动或变形。泵的运行介质随温度变化,而变化的黏度会产生负荷变化,如在安装时不能有效进行每一环节的精度控制,设备在运行时容易产生振动,加速轴承的磨损,影响使用寿命,增加传动轴的负荷,严重时甚至会导致传动轴断裂产生设备事故,造成损失。所以,必须对定位安装的每一步骤要求进行详细深入的分析。
1.2.1 基座安装要求
蒸汽透平驱动货油泵(包括机舱安装的蒸汽透平驱动和货舱安装的货油泵)安装工艺要求其基座按一类辅机要求安装。
1.2.2 传动轴的校中要求
中间轴与货油泵输入轴由两端为齿形联轴节的调整轴相连如图2所示,具体要求如下:
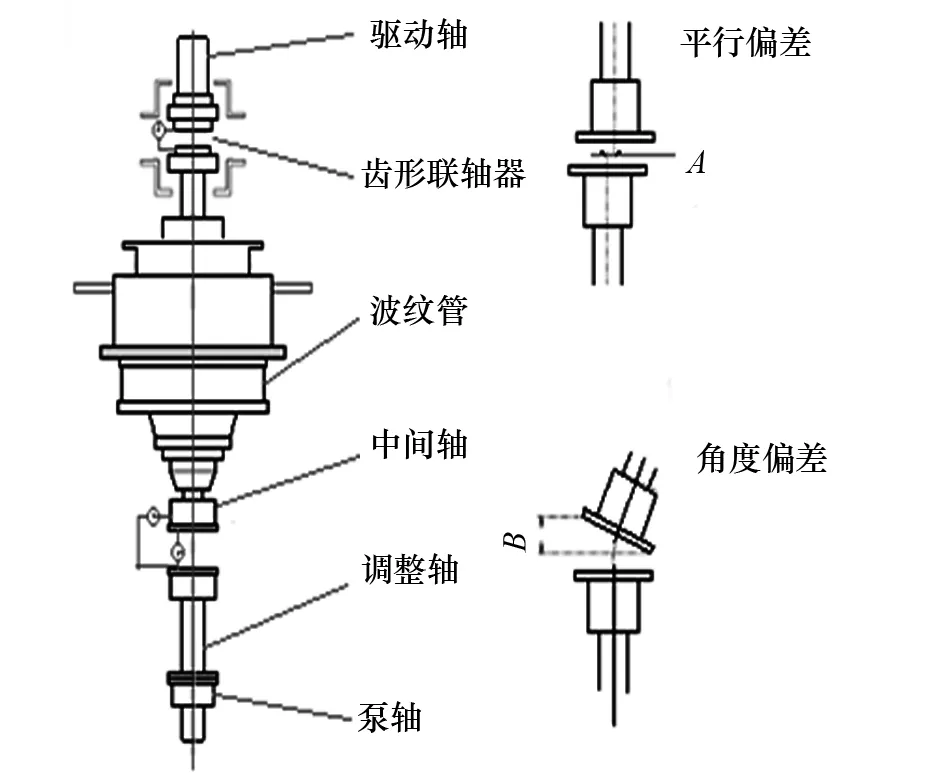
图2 中间轴与调整轴
(1) 蒸汽透平输出轴与中间轴对中时,联轴节法兰的偏移A≤ 0.20 mm,联轴节法兰的曲折B≤ 0.20 mm。
(2) 中间轴与货油泵输入轴由两端为齿形联轴节的调整轴相连,联轴节法兰的偏移A≤ 0.40 mm,联轴节法兰的曲折B≤ 0.40 mm。
1.2.3 气密不锈钢波纹管的安装要求
如图3所示:(1)不锈钢波纹管的长度伸缩度±10 mm ;(2)波纹管的角度差≤5 ° ;(3)波纹管的垂线偏差±8 mm。
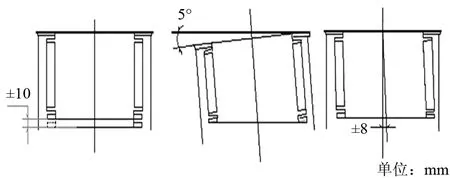
图3 气密不锈钢波纹管
1.2.4 泵组接管的安装要求
泵组的接管法兰应与泵的进、出口正确配接,须按表2要求进行。
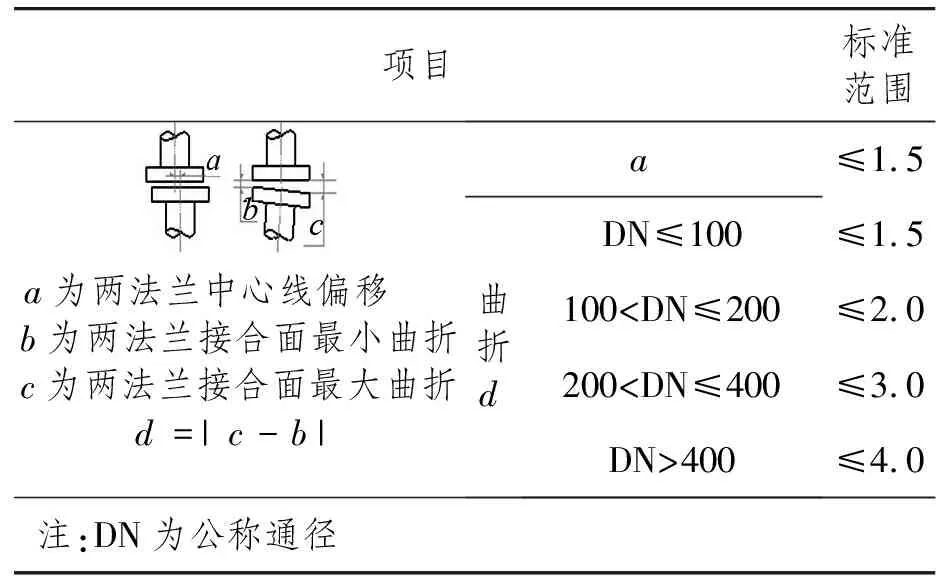
表2 法兰与泵的进、出口连接 mm
1.2.5 隔舱气密罩壳座板与蒸汽透平平台甲板焊接要求
座板法兰下平面距甲板上平面 320 mm,且水平偏差不大于3.5/1 000;将座板与蒸汽透平平台甲板焊接,焊缝作超声波检查。
1.3 蒸汽透平驱动与货油泵安装分析
蒸汽透平驱动货油泵的安装过程按基座安装、设备安装、系统贯通连接顺序进行,其中按照分工,钳工负责基座安装和设备安装两个工序,本文主要对这两个工序进行分析。
1.3.1 基座安装
(1) 蒸汽透平驱动基座定位
蒸汽透平驱动基座的上平面(包括垫片)距蒸汽透平平台甲板上平面的高度为 370 mm(或蒸汽透平基座的上平面(包括垫片)距离隔舱气密罩壳座板法兰下平面的高度为 690 mm)。输出轴中心与隔舱气密罩壳座板的中心误差 1 mm,输出轴端面与蒸汽透平平台甲板上平面的距离为 565 mm。可以看出,基座和设备的安装均是以气密罩法兰平面和隔舱气密罩壳座板的中心为基准。
(2) 货油泵基座定位
货油泵基座的上平面(包括垫片)距蒸汽透平平台甲板上平面的高度为 4 629 mm(或货油泵基座的上平面(包括垫片)距隔舱气密罩壳座板法兰下平面的高度为 4 309 mm)。货油泵输入轴联轴节的末端面与中间轴下端联轴节的法兰面之间的距离为1 595 mm。同样是以气密罩法兰平面为基准[1]。
1.3.2 对中安装
(1) 蒸汽透平驱动轴与中间轴对中
连接蒸汽透平与中间轴,蒸汽透平盘车,检查蒸汽透平输出轴与中间轴的对中,应满足工艺的要求;蒸汽透平输出轴与中间轴联轴节端面间隙应满足图样要求。
(2) 中间轴与调整轴对中
在货油泵输入轴的联轴器上安装一假轴。利用假轴检查中间轴与货油泵输入轴的对中,研配货油泵调整垫片,研磨后的垫片应进行色油检查,其接触面应符合工艺要求;按照货油泵底座对基座配钻定位销孔和底脚螺栓孔,安装定位销和底脚螺栓等紧固件;连接货油泵以及排出管等;拆掉假轴,安装调整轴,紧固上、下联轴节;再次检查传动轴的校中;安装调整轴,紧固上、下联轴节。
2 蒸汽透平驱动与货油泵定位工装制作
通过以上各零部件的安装要求以及各阶段的安装顺序进行分析,连接机舱的蒸汽透平驱动与货泵舱货油泵的气密罩的安装精度控制关系到整个设备的安装精度。其中,尤以气密罩的焊接变形比较难以控制,而且与之相关联的涉及蒸汽透平驱动的基座、中间轴以及波纹气密装置定位和安装精度,确保累积误差控制在最低则显得尤其重要。另外,考虑到施工作业场地环境复杂、立体交叉作业的因素,出于对调整轴进行保护的考虑,以假轴代替调整轴进行校中,且用假轴也更轻便。货泵的定位是基于假轴来进行的,所以假轴的加工制作精度也比较重要。
2.1 隔舱气密装置定位监测工装
在隔舱气密罩壳座板安装过程中,焊接变形比较难控制,施焊时易引起中心偏移和水平偏差。分析认为,焊接的难点在于:因为气密罩是设备本体一部分,需一次性正确完成,不允许进行修割,以免造成损失。钢板在焊接过程中会引起拉伸变形,气密罩的厚度与甲板钢板厚度不相同,故变形量更是难以控制。
一般采取小电流对称焊的方式,即在一个工件的两边由两位电焊工同时进行施工焊接,但两位电焊工操作都是凭各自的经验,因此很难保证误差在1 mm以内。制作定位监测工装,既可将气密罩精确定位、固定,又可在焊接施工过程中全程监控。
2.1.1 定位监测工装的制作
材料选择:由于气密罩焊接件的管壁较薄、质量较轻,架子选用平整、有一定强度但又比较轻巧的40 mm方钢型材,压紧螺栓利用增压器排气膨胀节临时固定螺栓。焊接结构采用上十字(见图4),下一字的结构,上下以螺杆连接、固定。
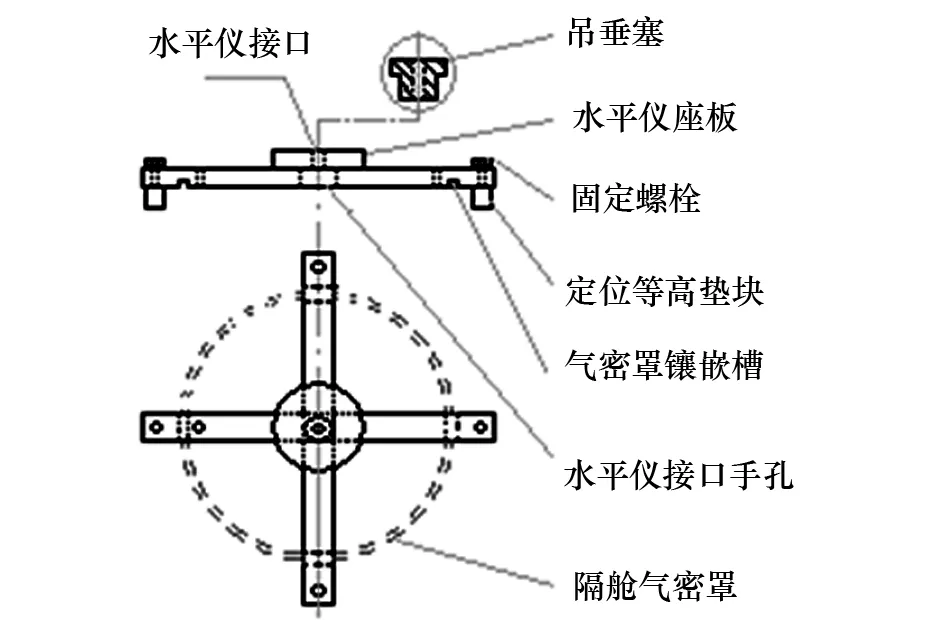
图4 上十字示例
功能原理:(1)水平仪通过水平仪标准接口固定于水平仪座板上,制作时座板平行于方钢十字架。(2)隔舱气密罩嵌入气密罩镶嵌槽内定位中心,并在焊接过程中有一定牵引、抗变形作用。(3)等高垫块定位隔舱气密罩高出甲板的距离。(4)四块等高垫块外垂直线对准预开孔十字线定位孔中心。(5)另配备一吊垂塞,可供非精确定位时参考之用,以保护精密水平仪。
2.1.2 定位监测工装的应用
定位监测工装应用如图5所示。检查气密罩预开孔位置的正确性,包括距舯线、肋骨尺寸及开孔直径尺寸,确认无误后取该孔的中心,画十字中心线,气密罩法兰与下一字工装用螺栓连接,向上穿过机舱甲板与工装上部连接(镶入槽内),以50 mm等高垫块上的刻度线对准孔十字线定位点焊等高垫块,与机舱甲板进行固定并符合尺寸。打开激光水平仪,检查预先在舱壁上的水平记号是否抬高了50 mm,没有则调整,确认后在舱底或平台底的激光中心点放一个十字靶,并按半径R=激光水平仪到舱底距离×3.5/100划圈作为超差线,然后再向心按此尺寸每半径1/3划警戒线进行施焊作业,建议先间断焊或对边同时焊,同时对激光点在十字靶上的位移进行预警监测焊接完毕,拆下工装,焊缝做超声波检查,合格后进入下一工序[2]。
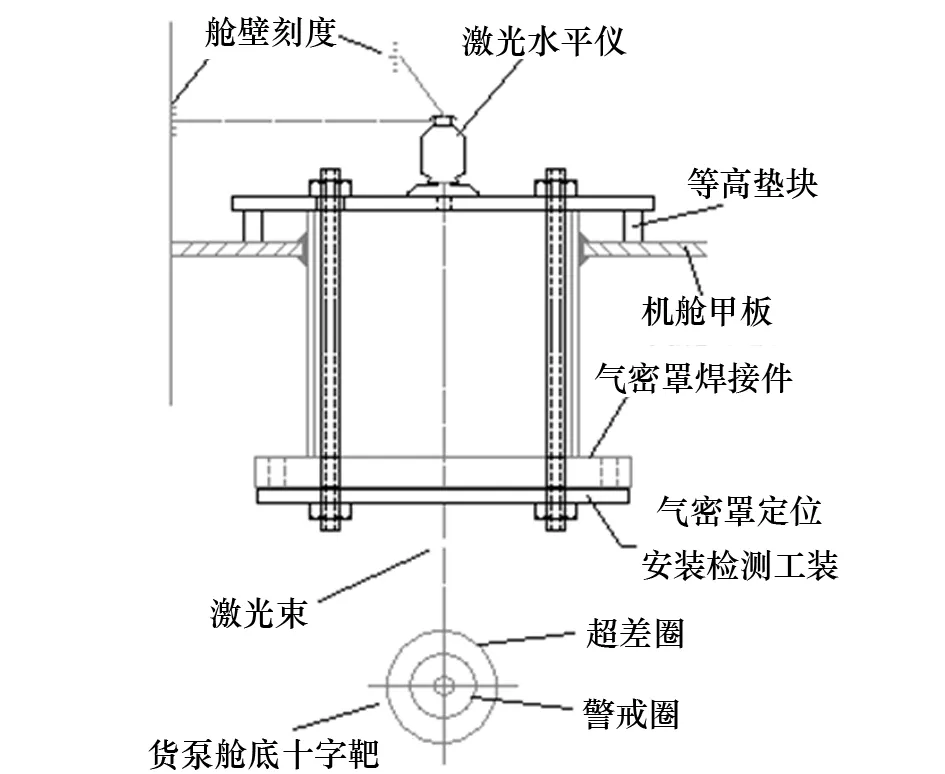
图5 定位监测工装
2.2 调整假轴工装
调整假轴用于货油泵基座定位,货油泵的安装校中,以及货油泵定位安装完毕与进出口管系对接之后的再次对中,防止校管时破坏轴系,并保护调整真轴。
2.2.1 调整假轴工装的制作
根据调整假轴在安装过程中的作用,要求调整假轴在实际施工中能够方便操作、减少步骤、提高精度、压缩周期,达到假轴不假的效果,如图6所示。调整假轴的结构为槽钢与钢管焊接而成,其优点是制作简单、成本较低,在正常生产周期的情况下是比较理想的工装,但在建造批次调整、设备纳期不能同步的情况下,势必要压缩安装周期,这就必须考虑对调整假轴进行优化制作。
图6 调整假轴
优化一:以圆法兰替代槽钢(见图7),并在端面与中间轴对接处加工一凸肩,与中间轴下端面的凹槽以0.04 mm的间隙镶嵌,这就无需测量轴中心,以最多0.02 mm的偏差快速同心安装,保证同心度。
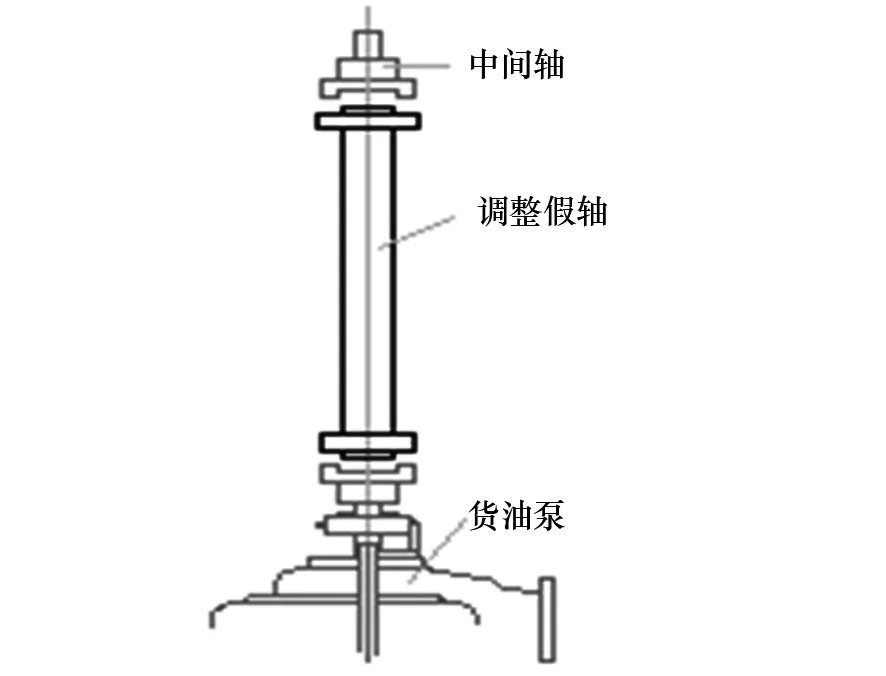
图7 以圆法兰替代槽钢
优化二:采用专用双表表架,如图8所示,避免磁性表架在管上滑落,并通过几道关节产生扰度和共振度,既提高测量精度又可减少一半的盘车工作。
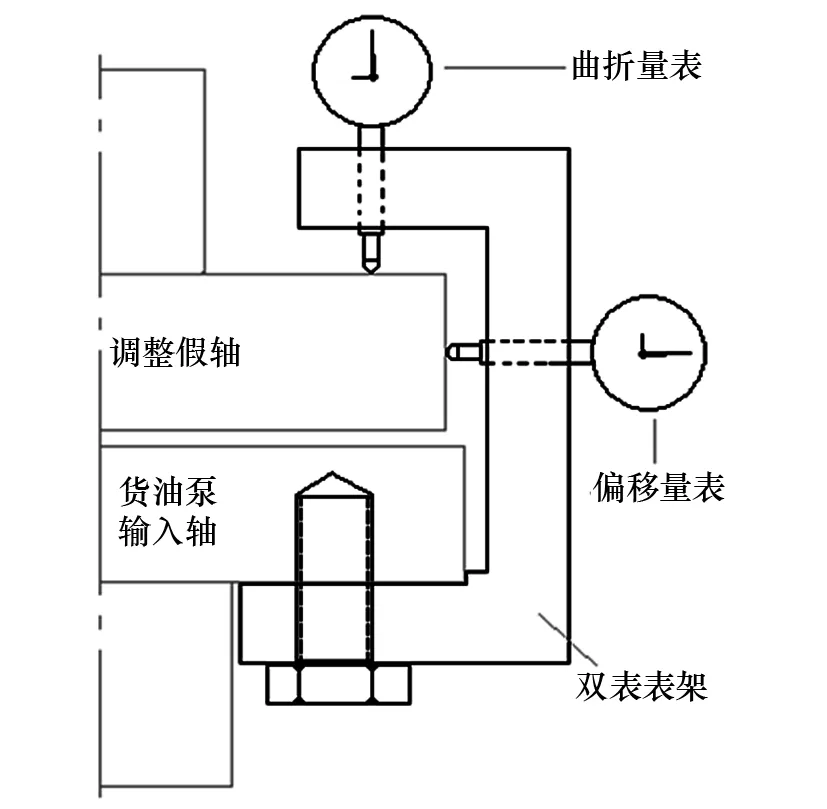
图8 双表表架
2.2.2 调整假轴工装应用
(1) 在中间轴与蒸汽透平驱动法兰对中安装完毕后,对货油泵进行对中定位。
(2) 清洁工装两端法兰,使有凸肩一端朝上,并使凸肩镶嵌入中间轴法兰的凹槽内,贴合平整后上紧法兰螺栓。
(3) 在货油泵输入端法兰上安装双表表架,盘动货油泵进行校中,定位货油泵。
(4) 待磨拂调整垫片、钻孔、安装结束,管路接妥后,重复(2)、(3)步骤。
(5) 校中符合要求后,拆下表架和工装,安装调整轴。
3 结论与建议
3.1 结论
由于隔舱气密罩壳安装在隔舱预开孔中间,而机舱端上沿无法固定,传统做法是通过细钢缆穿在下沿的法兰孔捆扎,用机舱端葫芦提升至大概的安装位置,测量、调整三维及水平尺寸后点焊定位。焊接时的变形监控则是通过不断移动方框水平仪加方钢直尺,观察垂直和水平两个方向的变化。蒸汽透平驱动货油泵隔舱气密罩壳安装定位监测工装在现场定位及安装高效、准确、安全方面有较大提升。使用工装后,施工人员投入减少、作业步骤更少、测量更简便,安装质量更可控。其中:调整假轴的优化应用能减少调整假轴与中间轴联接时的测量、调整的步骤,安装一步到位,测量更准确、快捷;双表架的应用能使校中效率提高一倍,同样实现了现场作业的高效、准确、安全。
(1) 高效方面。使用工装中的定位槽口,将隔舱气密罩壳在舱室中的三维空间位置集成于一体,只需对准十字中心线即可,焊接变形的监控不需要频繁移动方框水平仪和方框直尺,而且远离电焊弧的干扰,无需暂停焊接,减少施工作业环节和作业人员的投入。
(2) 准确方面。减少作业现场多次重复测量的环节,最大限度地减小测量误差以及多步骤的累积误差,激光靶的长距离放大效果更直观、更易监控。
(3) 安全方面。施工人员数量和测量次数的减少,货舱区域施工高空作业环节的免除,远距离的焊接监控,有利于规避直接或潜在的安全隐患。
3.2 建议
由于货油泵的进出口口径比较大且泵舱空间有限,泵进出口两端的对接弯管比较短,焊接时的变形同样难以控制,建议使用激光对中仪进行对中及焊接时变形的监控。
