冷轧厂罩式退火平整工序板带横纹缺陷控制技术浅析
2019-07-11徐其亮滕文娟蒋晓刚
徐其亮,滕文娟,蒋晓刚
(首钢京唐钢铁联合有限责任公司,河北 唐山 063000)
某司冷轧厂罩退各工序投产后,横纹缺陷一直较多,严重影响了罩退卷的经济效益。针对此问题,采取了一定控制手段后,该缺陷得到了一定的缓解,但没有有效控制,因此导致的非正品数量仍比较高。而后针对罩式退火各机组进行系统、全方位排查,分析各方面可能原因,最终制定了一系列有效控制措施。
1 横纹缺陷产生的原因以及应对措施
经罩式炉退火的钢卷在平整过程中有时会出现横纹缺陷,该缺陷表现为沿宽度方向上的横向印记,肉眼明显可见,同时有明显的手感。板带表面一旦出现横纹,板带的表面质量及力学性能均会受到影响。对于横纹缺陷,板带厚度≥1.0mm时容易出现,板带越厚越容易出现,严重时该可达70-80米,目前各大钢厂均将横纹缺陷列入常规缺陷范围内。

图1 典型横纹缺陷
为了缓解该缺陷,产线立即组织攻关。攻关小组系统分析了投产以来关于该缺陷攻关的履历,对于有效果的措施,继续贯彻执行,对于做的不到位的方面或当时未分析到的,进一步采取相应措施进行控制,具体如下。
1.1 严格控制平整入口卷上线温度
板带的屈服强度是随着温度的降低而升高的,那么,可以通过降低钢卷的上线温度来提高其屈服强度。针对冬夏季节不同的特点,产线规定秋冬季上线温度≤30℃,春夏季上线温度≤40℃。在保证生产顺利进行的情况下,尽全力控制钢卷上线温度。
1.2 平整卷取机芯轴加橡胶套筒
罩退平整卷取机芯轴设计无套筒,未经平整的板带与刚性的芯轴接触,很容易产生横纹缺陷。若能够在卷取机增加套筒,由于有套筒的缓冲,则能够大大减轻横纹的发生几率。经过查找资料以及与某钢厂专家交流,对平整卷取机增加橡胶套筒,经检验,效果非常明显,对于厚度≤1.5mm的板带,横纹缺陷基本消失,对于厚度>1.5mm的板带,横纹缺陷也大大减轻。
1.3 退火炉模型优化
随着生产经验的逐步提高,产线发现,当炉台组垛钢卷数量为3卷或者5卷时,二级模型计算的保温时间较4卷组垛时偏长;有时偏长较少,不容易发现;而有时可偏长达150分钟之多,导致生产效率降低,而且,造成钢卷屈服强度偏低,当炉台中为厚规格时,更容易出现横纹缺陷。
经产线与设备供应商多次沟通,顾问来产线现场服务,结合当下产线罩退生产性能情况,基于威仕炉最新的模型优化结果,设备供应商对产线退火模型进行了核心数学模型软件系统的优化和替换。经现场试验对比,替换后模型计算时间更加准确,有利于性能优化和退火效率提高,对改善横纹缺陷也起到了一定的作用。
1.4 修订罩式炉天车立卷夹钳打磨标准
因设计存在问题,罩式炉天车立卷夹钳自投产以来,造成钢卷内圈的横纹缺陷;后经改造,在夹钳锥头弧面上补焊了一块直径608mm的钢板,内圈横纹问题基本得到了解决。但随着时间的推移,立卷夹钳弧面在使用中磨损严重,需重新打磨,故修订了天车立卷夹钳打磨标准,具体如下。
①夹钳锥头弧面材质为16Mn或者25Mn,直径为608mm;②焊板与夹钳基板之间要填实,保证焊板弧面经长时间使用后平直度不出现问题,像下图所示就有问题,弧面是弯曲的,有明显的高点和低点;③焊板与夹钳基板要焊结实,不能有裂缝,容易发生安全问题。如使用一段时间后开裂,要及时修复;Ⅳ,夹钳弧面四周不能有棱角,要打磨成圆弧状。
产线要求班组随时检查立卷夹钳的状态,发现问题及时反馈。另外,打磨标准中附上了照片,通过图文并茂的方式,将合格照片与不合格照片做了对比如图2。
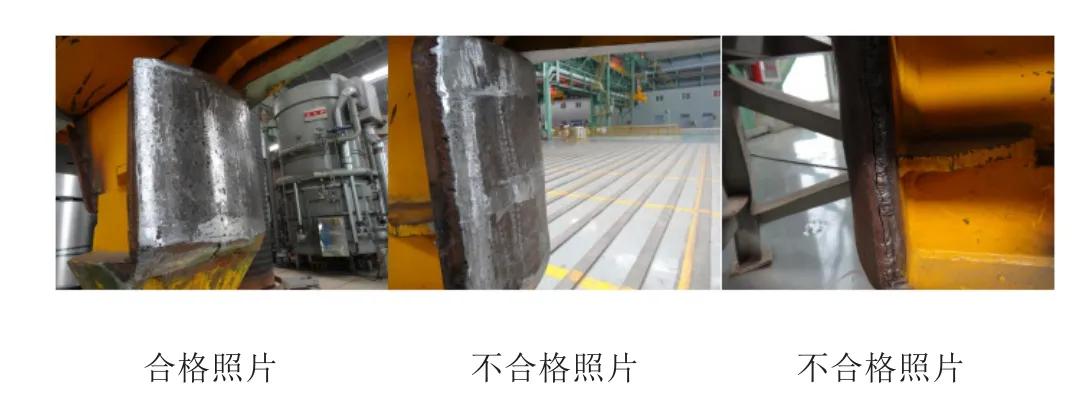
图 2
通过上述措施,彻底杜绝了钢卷内圈横纹的问题。
1.5 “走出去、请进来”,赴某钢厂交流,学习闭辊缝穿带
为了进一步优化生产工艺,减少横纹缺陷,产线赴某钢厂学习闭辊缝穿带的经验,经交流,闭辊缝穿带方面的经验如下:
某钢厂闭辊缝穿带工艺过程为:带头穿过出口光栅-停车-辊缝闭合-轧制力压至1500KN-联动穿带至卷取机-停车建张-启车。其中需要说明如下,辊缝闭合及穿带至卷取机时都是没有张力的。
某钢厂生产时由于闭辊缝自动穿带容易受带头质量的影响,故在自动穿带的过程中,容易因为卷取质量不好而下小卷。目前某钢厂很少采用闭辊缝自动穿带方式,而是采用闭辊缝手动穿带。
某钢厂的平整机手动闭辊缝穿带为穿带过程中,手动压下,卷取机占位后自动建张,辅助设备自动就位,操作人员手动点击“爬行”按钮进行起车。
在进行带头轧制时,某钢厂平整机采用最小轧制力进行轧制。并将最小轧制力增加至1500KN。
冷轧罩退消化吸取了某钢厂的经验后,也进行了闭辊缝穿带的试验,如下:穿带时建立前张力,能够顺利穿带,并且压的最小轧制力为850KN,通过跟踪,送的10块样板中(厚度规格1.2~1.5mm),屈服平台均已消除,Rp0.2为257~280Mpa,符合要求。
经检验,产线横纹缺陷量较措施实施前有明显降低。
2 效果评价
针对出现的横纹缺陷,冷轧罩退采取各种措施逐渐控制了该问题的发生,横纹缺陷从占总产量比例的0.51%降到0.03%,降低了0.48%。同时,因横纹缺陷量降低而减少了切损,提高成材率0.04%。产线月产每月基本稳定在4万吨左右,则根据上述降低横纹非正品提高的效益及提高成材率增加的效益,两项并举,为产线每年提效近百万元。
3 结论
横纹缺陷是平整机的常见缺陷,经常在板带头尾边部产生,整体以横向非直线纹路呈现,中间规格和较薄规格易产生。
横纹缺陷与平整上料温度、退火模型、立卷夹钳等方面有关,控制上料轧制温度、优化退火模型、提高立卷夹钳弧面质量等措施可减少横纹缺陷的发生。
