高导热工具钢在注塑模具中的应用
2019-07-08邓作栋
邓作栋
(彼欧投资(上海)有限公司,上海 200233)
0 前言
注塑模具的生产原理是将熔融的塑料粒子通过高温、高压注射进按照产品外形加工形成的钢铁腔体内,冷却后打开腔体即可得到所需形状的产品,其主要过程分为合模、注塑、保压、冷却、开模、顶出、取件。其中冷却过程从注塑结束直至开模,包含了保压、冷却阶段,占整个成型周期的50%以上。因此模具冷却效果的好坏对提升生产效率具有非常重要的意义。
在正常模具水路和传统钢材无法满足模具成型面均匀一致的冷却效果下,常见的改善方法有增加隔水片、增加导热针、缩短冷却水路长度等来改善模具水路设计,采用高导热模具材料,设计随形冷却水道等。由于随形冷却水道加工成本高、周期长,在优化模具水路设计后仍无法满足要求的情况下,一般会优先考虑局部区域采用高导热性能的材料[1-3]。
1 常见注塑模具材料的热传导性能
注塑模具通常选用预硬模具钢作为聚丙烯(PP)材料的型腔和型芯钢材。常用的钢材型号有1.2311、1.2738、1.2738HH等进口钢材,也有SWP20、SW718H等国产钢材。这些钢材在常温下的热传导率在29~34 W/(m·K)。受产品特殊结构的影响,在一些特别难以冷却的区域,会采用如Ampco83、Ampco940、Ampco944、 MolmaxHH、PW300、Jumpole 70T等高导热铜合金材料。这些铜合金的热传导率在106 W/(m·K)以上,但是部分材料存在价格昂贵、耐磨损性差、韧性不足、最大尺寸受限、采购周期偏长等问题。常见模具材料的热传导率性能见表1。

表1 常见模具材料热传导率性能表
2 HTCS和FASTCOOL高导热工具钢的特殊特性
笔者介绍的这款高导热工具钢为Rovalma&Derns公司生产的创新性工具钢。用于模具行业的有FASTCOOL-20预硬工具钢、FASTCOOL-50高耐磨工具钢以及HTCS-130DC压铸模具钢,其主要的力学性能和热传导率见表2。
FASTCOOL-20是一款高导热预硬工具钢,可满足传统的机械加工和电火花加工,可采用传统方式进行焊接和热处理,抛光性能可以达到镜面抛光的等级,该材料得到Standex可以用于化学纹理的认可。
表2 FASTCOOL-20、FASTCOOL-50、HTCS-130DC主要力学性能和热传导率
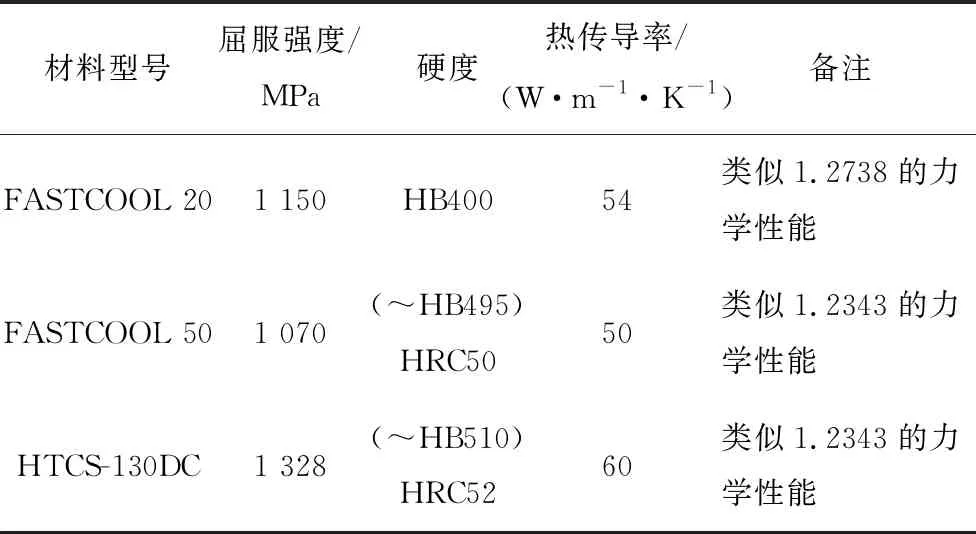
材料型号屈服强度/MPa硬度热传导率/(W·m-1·K-1)备注FASTCOOL 201 150 HB40054类似1.2738的力学性能FASTCOOL 501 070 (~HB495)HRC5050类似1.2343的力学性能HTCS-130DC1 328 (~HB510)HRC5260类似1.2343的力学性能
3 FASTCOOL-20高导热预硬钢在实际项目中的应用
3.1 应用于外观纹理件
3.1.1 产品和模具特性
图1为国外某高端车型的排气管装饰件,产品材料为PP,图中指示区域为可见面,产品外观要求为化学纹理。

图1 产品形状
受产品形状的限制,出于在进行化学纹理制作的过程中有足够的操作空间以及产品冷却效果的考虑,在模具设计过程中增加了型腔镶件和型芯铍铜镶件。由于纹理面不能有外观缺陷,水路只能设计成水井方式(见图2)。

图2 型腔镶件水路
这种设计结果会造成产品外观区域温度不均,特别是在两个端部温度偏高(见图3),从而影响产品外观质量。

图3 型腔镶件热点
由于FASTCOOL-20具有和1.2738类似的力学性能、抛光性能以及经过权威机构认可的可用于化学纹理处理,且热传导率高于1.2738。笔者在这个项目上首次应用了这种材料。
3.1.2 利用仿真软件进行冷却分析
为了预防产品外观面温度不均的风险,利用仿真软件对这套模具的冷却水路进行分析。型芯的进水温度为25 ℃,型腔除图2所示的镶件外,其余水路进水温度为25 ℃,总共分为6种不同的输入条件。得出型腔和型芯温度差的对比结果(见表3)和产品最高点温度的对比结果(见表4)。
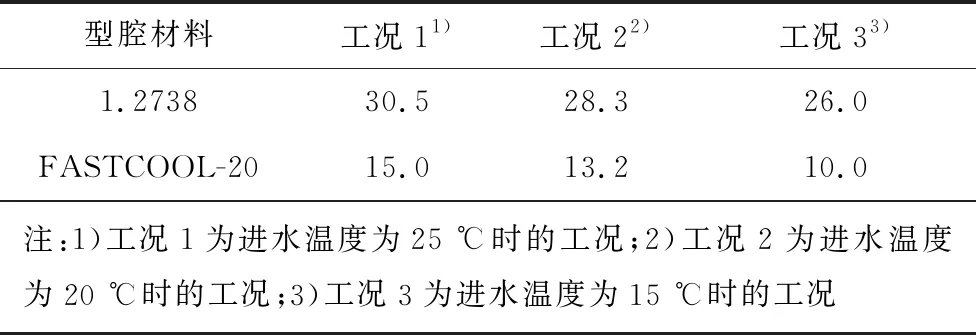
表3 型腔和型芯温度差 K
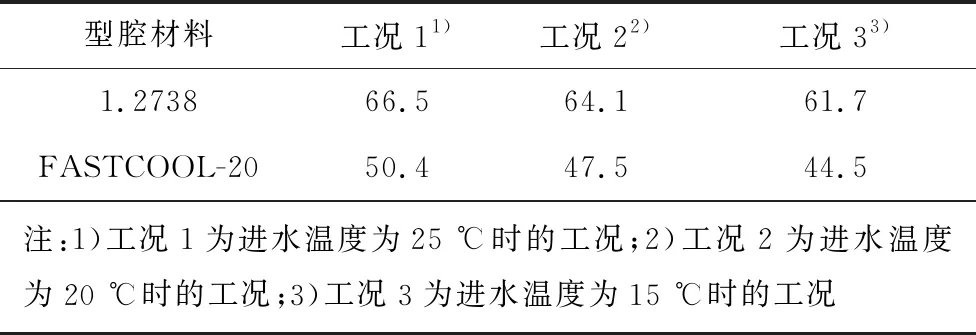
表4 产品最高点温度 ℃
从表3可以看出:型腔和型芯温度差随进水温度的降低有部分改善效果,同等条件下,进水温度每降低5 K可以减小型腔和型芯温度差约2 K;型腔和型芯温度差随型腔材料的不同有显著改善效果,同等条件下,采用FASTCOOL-20材料可以减小型腔和型芯温度差约15 K。
从表4可以看出:产品最高点温度随进水温度的降低有部分改善效果,同等条件下,进水温度每降低5 K可以减小产品最高点温度2~3 K;产品最高点温度随型腔材料的不同有显著改善效果,同等条件下,采用FASTCOOL-20材料可以减小产品最高点温度16~17 K。
3.1.3 试模过程中的效果反馈
在试模过程中,采用全自动生产条件,型腔和型芯的进水温度为25 ℃,型腔纹理镶件采用FASTCOOL-20。产品温度分布均匀,温度差控制在5 K以内,无明显产品外观缺陷(见图4)。

图4 产品实测温度
3.2 应用于内部结构件
3.2.1 产品和模具特性
图5为产品的局部视图,该产品为内部结构件,产品材料为PP+EPDM(三元乙丙橡胶),推荐模具温度为30~60 ℃。为了提高生产节拍,实际将采用30 ℃的进水温度。
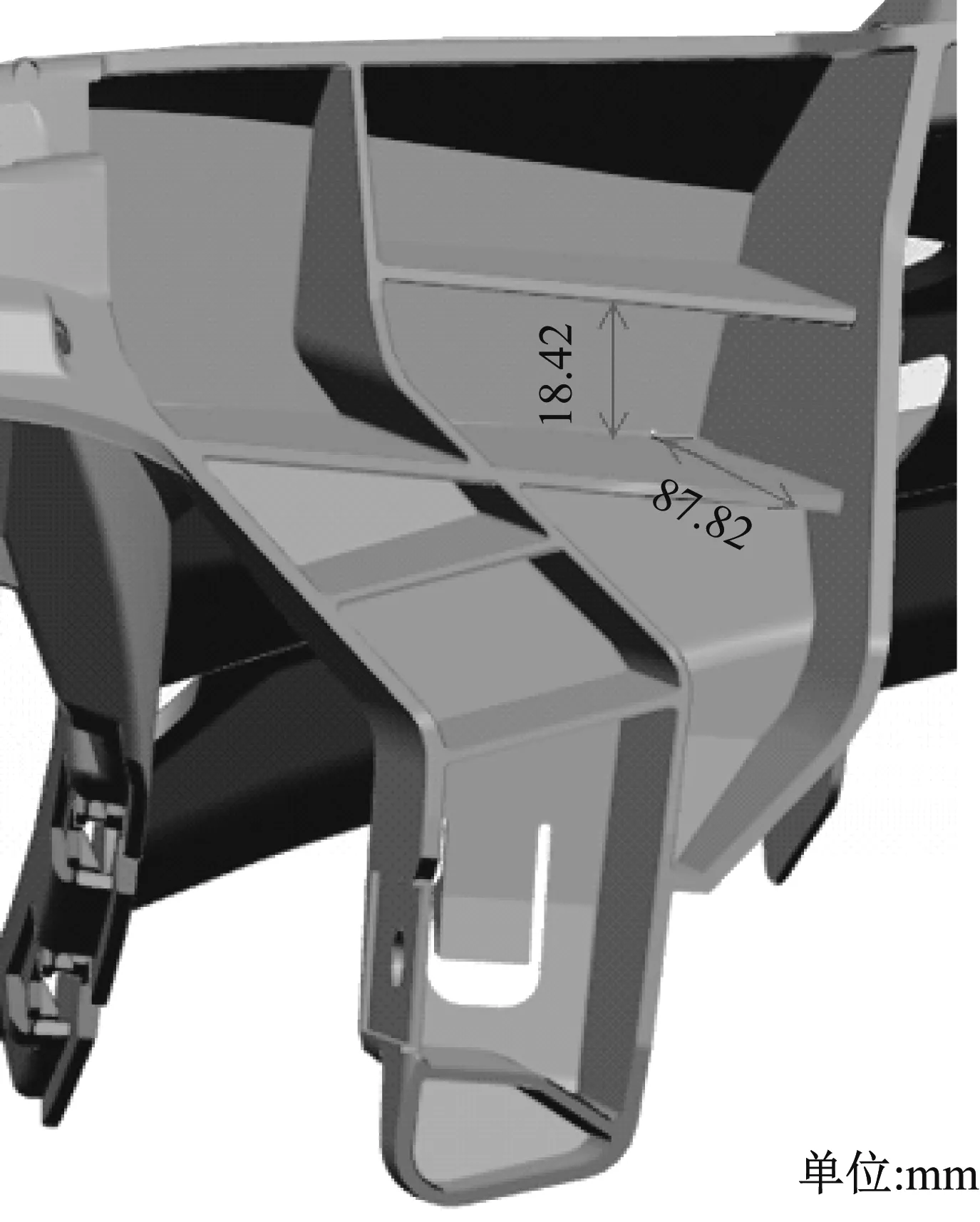
图5 产品形状
由于产品结构上有两条深筋,深度为87 mm、间距为18 mm,限制了模具水路的设计,采用常规钢材将无法满足正常生产节拍。考虑到产品该处的可调整性,要求模具材料应具有良好的焊接性能。因此采用了FASTCOOL-20和P20对比的方式来验证该材料的导热性能。
3.2.2 利用仿真软件进行冷却分析
通过仿真软件的冷却分析可以看出:进水温度为30 ℃,采用P20钢料。产品局部热点见图6,最高温度为115.3 ℃。

图6 产品局部热点
3.2.3 模具水路设计
为了方便加工和水路设计,将尺寸为105 mm×125 mm×178 mm的滑块镶件水路设计成直径为8.5 mm的直通水路,单独连接,不与其他水路串联(见图7)。滑块镶件分别采用了P20和FASTCOOL-20材料。
图7 滑块镶件
3.2.4 P20和FASTCOOL-20在同等条件下的测量结果
由于测量空间的限制,试模过程中无法测量到理论的温度最高点位置。在同等生产条件和测量方式下,采用P20材料的滑块温度为71.1 ℃,采用FASTCOOL-20材料的滑块温度为48.8 ℃,即采用FASTCOOL-20的材料可以比P20的材料降低热点温度约22 K,而且模具温度在可接受范围,基本满足该类产品的冷却要求。
4 结语
通过这两个项目的应用情况分析可以看出:在同等条件下,FASTCOOL-20相对于P20、1.2738材料能够有效改善热点温度15~22 K。仿真软件分析的结果可以辅助了解温度分布范围、预判产品热点区域。由于测量条件和区域的限制,只能在产品取出之后进入模具内部进行测量,这样的测量结果会存在一定的延迟,也就导致了实际测量结果比仿真软件分析结果低10~15 K。但这并不影响对比这种材料在热传导方面性能。这种高导热钢的创新性及合理性的使用,在缩短注塑节拍的同时也有助于产品或模具的创新性设计或开发。
