LNG工厂混合冷剂液化工艺冷箱提量研究
2019-07-02杨烨殷素娜郭鹏杨振江王颜全
杨烨 殷素娜 郭鹏 杨振江 王颜全
1.中国石化江汉油田分公司江汉采油厂湖北新捷LNG项目部 2.中国石油北京油气调控中心
天然气液化需要-162 ℃以下低温,液化后体积约为同量气态天然气体积的1/600。其生产属低温工程领域物理变化过程,主要依托换热制冷技术实现。当前该领域制冷方式主要有级联式液化方式、混合冷剂液化方式和膨胀制冷液化方式[1-3]。其中混合冷剂液化方式运用最广,具有流程简单、建设周期短、造价低、能耗低等优点。最佳的冷剂配比和最优的控制操作是此方式成功运用的关键,任何操作失误和设计缺陷都能诱发连锁导致停机[4-6]。而级联式液化方式对工艺设计和现场操作要求相对较低,系统运行也最为平稳。但工艺流程复杂、建设周期长、造价较高且能耗较大。膨胀制冷液化方式受设备制造和产能限制运用不多[7]。
本文基于湖北500×104m3/d LNG工厂传统阶式制冷循环工艺与混合冷剂制冷循环工艺两者结合的特殊工艺设计,在操作运行方面展开探讨。针对最后一级混合冷剂液化天然气工艺冷箱提量调整(400×104m3/d提至500×104m3/d)进行分析,全方位展示问题,提出优化解决方案,为该领域生产操作提供实例参考。
1 工程简介
湖北500×104m3/d LNG工厂原料气自西气东输二线管网引入,分别脱除天然气中的CO2、水、汞和重烃后通过换热器逐级冷却最终得到LNG进行储存。
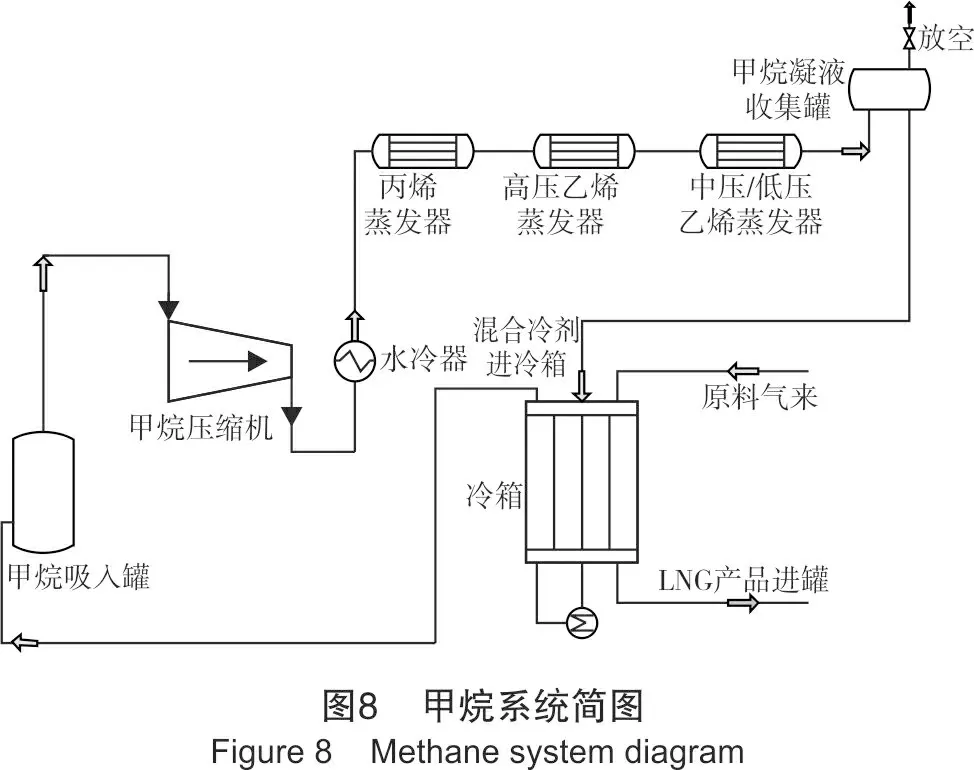
所研工厂液化装置采用传统阶式制冷循环与混合冷剂制冷循环结合式设计,具备稳定与节能的优点。其中前两级为传统阶式制冷工艺,最后一级为混合冷剂制冷[8]。具体为:第一级丙烯制冷循环为天然气、制冷剂乙烯和制冷剂甲烷提供冷量;第二级乙烯制冷循环为天然气和制冷剂甲烷提供冷量;第三级甲烷混合冷剂循环为天然气及自身提供冷量。其中,甲烷混合冷剂主要包含氮气、甲烷、乙烯3种组分,工厂不同产量下的混合冷剂配比(摩尔分数)不同,大致为氮气5%~10%,乙烯15%~30%,甲烷60%~80%。
静设备方面,天然气需通过6个管壳换热器和1个板翅式换热器(冷箱)冷却,经节流降温后液化为LNG。其中,为防止重烃在低温环境下析出,该装置设置有重烃洗涤塔,在冷箱换热节流前充分脱除原料气中的重组分,防止冷箱冻堵[9-12]。
综上所述,该工程制冷循环长,换热器及其动设备较多。三机组的低功耗正常运行与换热器的复合配套调控为所研工厂操作难点。而最后一级冷箱的调节以及混合冷剂的配比是影响LNG产品的关键。冷箱异常会诱发偏流、冻堵、LNG产品温度不达标、能耗过大等多方面问题。本文简化前端复杂工艺,针对最后一级冷箱提量操作进行量化数据分析。
2 描述与准备
所研工厂额定最大生产负荷为100%~110%。500×104m3/d提量前系统装置已在400×104m3/d产量下稳定生产48 h。针对500×104m3/d生产指标现做准备工作如下:混合冷剂组分的摩尔分数调整为氮气11.668 9%、甲烷65.025 0%、乙烯22.235 9%;调整并提高前端蒸发器制冷剂液位;调整重烃洗涤塔负荷(稳定重烃回流泵排量12~16 t/h、重烃回流罐出口温度<70 ℃),防止500×104m3/d情况下重烃带入冷箱冻堵(见图1);优化BOG压缩机参数;按现场实际情况适当关小喘振阀,降低三机组功耗[13]。
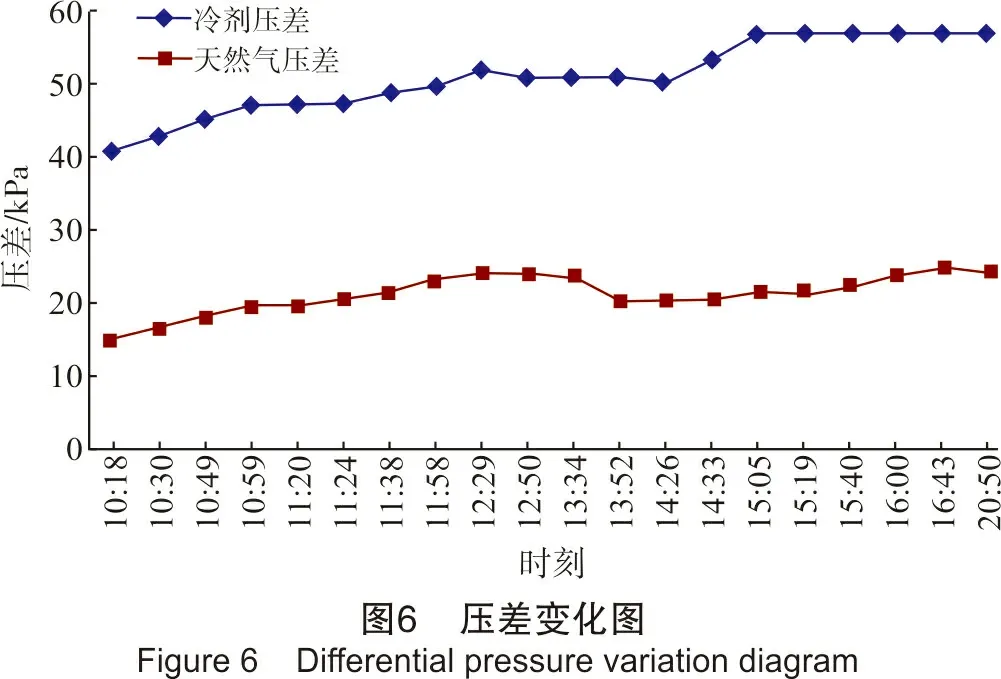
因为不同组分气体露点存在差异,所以吸放热性质也会不同。依据该性质,冷箱冷剂侧盘管温度测点(见图2)能直观反映对应组分含量及换热效率(T1#:乙烯,T2#:甲烷,T3#:氮气)。T4是直观反映冷剂线温度的关键点,也是判断混合冷剂相态的直观因素。工程设计指出,T4>-100 ℃时混合冷剂为气体,正常运行时不存在液体,所以正常运行时T4必须大于-100 ℃。查阅历史数据,原满负荷(500×104m3/d)生产时,T4为-99.6 ℃,且系统平稳,若T4温度过低,冷剂配比不均衡则会出现冷剂线出口处形成液体,导致冷箱换热效率降低。另外,冷剂线压差最大设计载荷为80 kPa,若500×104m3/d情况下出现压差过高报警,可暂不处理[14]。由此,针对提量过程制定预警方案如下:

(1)针对均匀换热前提下冷剂、产量平衡原则,设T4混合冷剂出冷箱温度点为主要考核观测点。极端情况时,首要保证此点温度在-100 ℃以下,防止混合冷剂中乙烯脱出并液化,从而影响冷箱换热。
(2)提量至450×104m3/d时暂停冷箱提量操作。稳定观察,适当调整稳定前端三脱负荷、各换热器温度、压缩机喘振、重烃洗涤塔负荷、BOG返输量,防止前端系统波动影响最终提产。
(3)为防止冷箱提量时出现换热不均、冷剂两相流问题,可提前小幅度上下调整冷剂线给冷阀,均一化冷剂。
(4)经核算LNG储罐每台泵产生BOG 1000 m3左右,晚间不装车时可使用变频泵打循环,尽量减少BOG产生。
(5)若出现冷箱换热不足或机体功耗大等一连串问题,可以采用调整冷剂配比、提高压缩机转速等手段进行处理[15]。若不能根治或情况恶化,则可对冷箱进行降量复温后重新平衡系统,再做提量尝试。
3 分析与指引
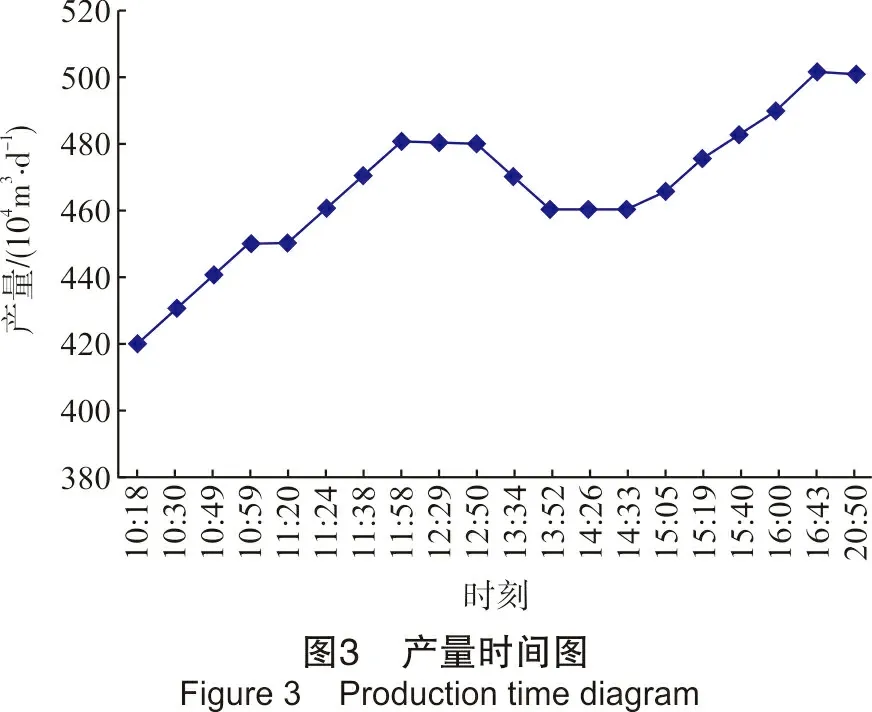
为全面观测提量过程中冷箱变化情况,现记录各时间点操作细节并收集相应数据,做各时间段21组关键数据图谱(见图3~图7)。本次提产于10:00开始,16:43结束,历经7 h。实际操作在提量方案框架下,依据LNG线产品阀开0.1%、冷剂线给冷阀开0.2%经验缓开阀门。


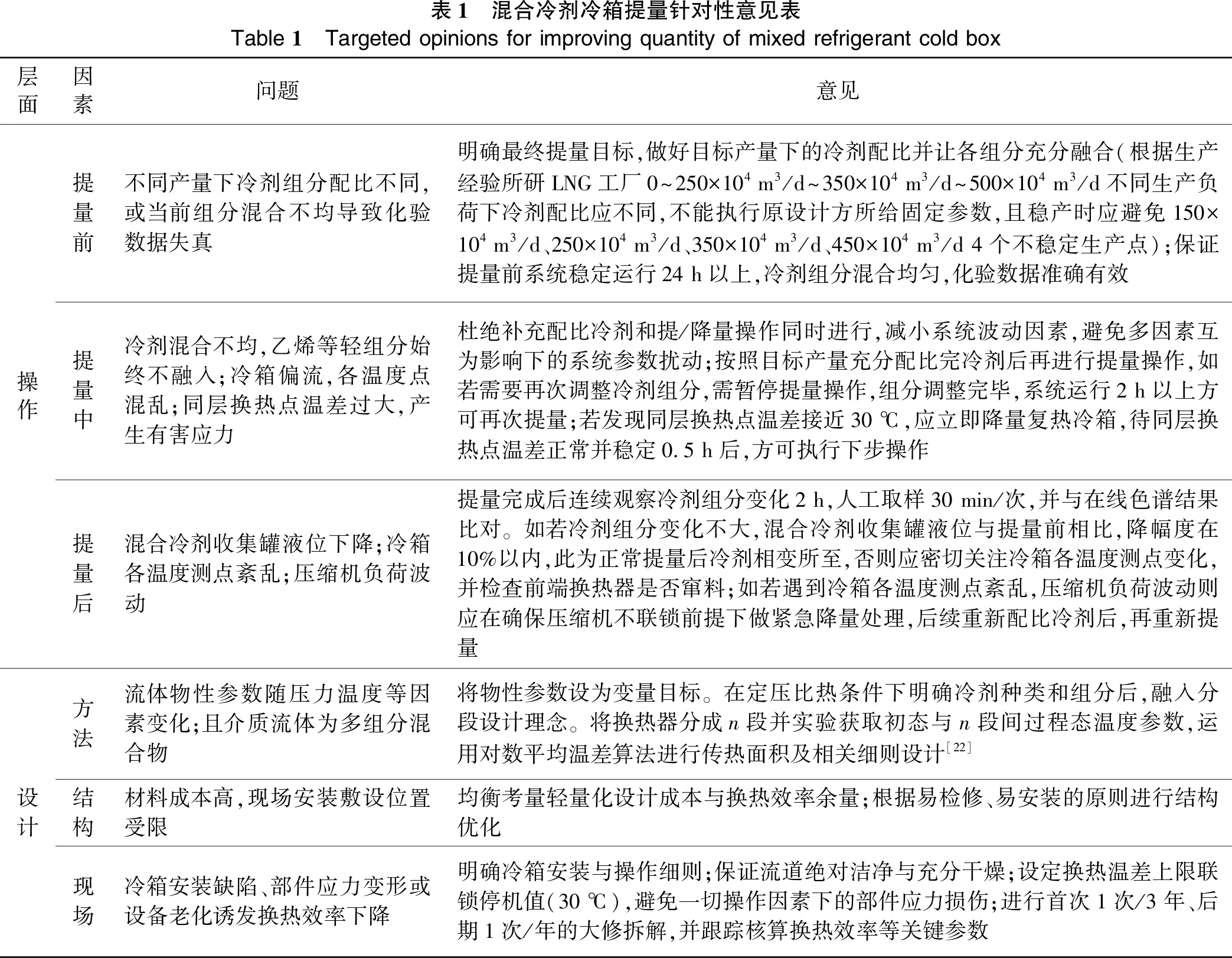
依据图5的T4温度曲线可知,10:18提量前,T4温度为-113.3 ℃。显然当前T4温度过低,冷剂线有液柱出现。但通过图7可知,当前冷剂配比未出现不均衡情况,可能为冷剂未充分混合造成。10:59提量至450×104m3/d时,通过图4的T2、T2#温度层异常,出现温度反转,及T2 静至观察,到13:34冷剂组分未发生明显变化,估计系统还未混合均匀。但T1、T2、T3各层温度反转现象加剧。且T2、T2#温度层温差达28 ℃,冷热极为不均,情况紧急。若继续恶化则会导致冷箱应力拉伤,产生不可逆转的结构性损坏[16-18]。此时必须采取紧急措施,无法继续等到系统冷剂混合均匀、温度自然好转。所以,在13:34做紧急降量处理(降至460×104m3/d),并于14:20开始开大冷剂线调节阀,充分给冷,冷透冷箱。操作完成后,T1、T2、T3各层温度反转现象好转,但通过图7可知,乙烯在13:52被甩出,加剧冷剂混合不均现象。14:26甲烷吸入罐开始积液,凝液收集罐液位下降(见图8),进一步证明乙烯被甩出。此时,开大甲烷吸入罐热吹,气化乙烯将其混入系统。14:33继续开大冷箱冷剂线供给阀,充分冷透冷箱。冷箱T1、T2、T3温度层换热好转,温度反转现象逐步缓解并消失。由此证明,乙烯组分重回混合冷剂中,后续可以继续提量。下一步需注意控制产品线温度,防止因提量而造成的LNG储罐BOG大规模闪蒸导致的BOG压缩机负荷加大[19]。 观测分析截止16:43提量至500×104m3/d的所有数据可知,冷箱T1、T2、T3各温度层又出现温度反转现象,但间隔时间短属于正常周期变化,符合冷箱板翅式换热器高热导性特点,本次提量操作方案科学可行。通过本次提量操作得出如下通用性经验:当前冷箱流道存在两相流情况,且无法彻底解决[20];乙烯组分始终不主动融合进混合冷剂,致使甲烷吸入罐积液,凝液收集罐液位下降;执行暂时性复温降产操作能有效缓解冷箱换热效率低、冷剂配比不均等问题,但不能彻底解决,而由于乙烯组分不进入混合冷剂,致使在线色谱分析不准确,所以也不能随意添加冷剂组分[21];如若保持当前情况运转,下一步可能会出现甲烷凝液收集罐液位降低(20:50出现),唯一应急办法为加大甲烷吸入罐热吹,并补充甲烷冷剂,但也无法彻底解决问题。 通过T4温度点与提量期间各温度层变化情况看,系统中乙烯组分偏多。下步可补充甲烷组分遏制甲烷凝液收集罐液位下降,另外甲烷分子量较轻,不会明显增加系统负荷;针对乙烯组分被甩出不参与混合冷剂循环现象,可采取开甲烷凝液收集罐放空阀泄放冷剂,以释放氮气,从而为乙烯组分留出空间,然后重调冷剂组分;为防止冷箱流道杂质堵塞问题,下次停工检修时可采取反相吹扫冷箱及爆破吹扫手段,彻底清洁冷箱。 表1 混合冷剂冷箱提量针对性意见表Table 1 Targeted opinions for improving quantity of mixed refrigerant cold box层面因素问题意见操作提量前不同产量下冷剂组分配比不同,或当前组分混合不均导致化验数据失真明确最终提量目标,做好目标产量下的冷剂配比并让各组分充分融合(根据生产经验所研LNG工厂0~250×104 m3/d~350×104 m3/d~500×104 m3/d不同生产负荷下冷剂配比应不同,不能执行原设计方所给固定参数,且稳产时应避免150×104 m3/d、250×104 m3/d、350×104 m3/d、450×104 m3/d 4个不稳定生产点);保证提量前系统稳定运行24 h以上,冷剂组分混合均匀,化验数据准确有效提量中冷剂混合不均,乙烯等轻组分始终不融入;冷箱偏流,各温度点混乱;同层换热点温差过大,产生有害应力杜绝补充配比冷剂和提/降量操作同时进行,减小系统波动因素,避免多因素互为影响下的系统参数扰动;按照目标产量充分配比完冷剂后再进行提量操作,如若需要再次调整冷剂组分,需暂停提量操作,组分调整完毕,系统运行2 h以上方可再次提量;若发现同层换热点温差接近30 ℃,应立即降量复热冷箱,待同层换热点温差正常并稳定0.5 h后,方可执行下步操作提量后混合冷剂收集罐液位下降;冷箱各温度测点紊乱;压缩机负荷波动提量完成后连续观察冷剂组分变化2 h,人工取样30 min/次,并与在线色谱结果比对。如若冷剂组分变化不大,混合冷剂收集罐液位与提量前相比,降幅度在10%以内,此为正常提量后冷剂相变所至,否则应密切关注冷箱各温度测点变化,并检查前端换热器是否窜料;如若遇到冷箱各温度测点紊乱,压缩机负荷波动则应在确保压缩机不联锁前提下做紧急降量处理,后续重新配比冷剂后,再重新提量设计方法流体物性参数随压力温度等因素变化;且介质流体为多组分混合物将物性参数设为变量目标。在定压比热条件下明确冷剂种类和组分后,融入分段设计理念。将换热器分成n段并实验获取初态与n段间过程态温度参数,运用对数平均温差算法进行传热面积及相关细则设计[22]结构材料成本高,现场安装敷设位置受限均衡考量轻量化设计成本与换热效率余量;根据易检修、易安装的原则进行结构优化现场冷箱安装缺陷、部件应力变形或设备老化诱发换热效率下降明确冷箱安装与操作细则;保证流道绝对洁净与充分干燥;设定换热温差上限联锁停机值(30 ℃),避免一切操作因素下的部件应力损伤;进行首次1次/3年、后期1次/年的大修拆解,并跟踪核算换热效率等关键参数 所研工厂冷箱换热设备截止2019年1月1日已机械竣工6年,生产运行5年。考虑到设备老化与工厂间歇性生产特性多重因素影响,针对此次提产操作中出现的温度层反转及冷剂配比不均等问题,在操作与设计层面提出针对性意见,见表1。 混合冷剂液化制冷方式造价低且节能。其中科学的冷剂配比与匹配的压缩机系统设计能充分优化系统功耗,达到最佳制冷效果。理论上,制冷剂组分越多,换热器内的冷热流换热温差越均匀,换热效果越好,可调范围越大。但制冷剂组分的增多会造成冷剂储配系统复杂,冷箱换热设备设计与操作难度增大,LNG工厂整体系统稳定性偏低。所以,恰当的冷剂组成与合理的工艺搭配非常重要。 湖北500×104m3/d LNG工厂截至2019年1月1日已生产运行5年,但由于LNG市场行情变化、上游原料气供给等原因一直处于间歇生产状态,且很少达到500×104m3/d满负荷生产目标。根据现场实际生产运行情况可知:所研LNG工厂在250×104m3/d以下生产时,对冷剂配比精度要求不高,能在冷剂组分不变的前提下通过冷箱节流阀大幅度进行产量调节。在(250~350)×104m3/d生产时,需要重新调整冷剂后进行小幅度产量调节。为提高效率,该阶段可同时进行提/降量操作与冷剂组分调节。在350×104m3/d以上生产时,冷箱温度场复杂而敏感,任何不当的操作都会导致冷箱偏流、压差过大和混合冷剂各换热层温度紊乱。因此,合理协调上游气源与下游销售,保证LNG工厂产量稳定,并在大幅度提/降量操作前做好冷剂组分调节是确保工厂换热系统稳定性的最佳手段。 总而言之,湖北500×104m3/d LNG工厂兼具传统阶式制冷循环与混合冷剂制冷循环优点,在系统稳定性与可调节性能上均具优势。针对满负荷提量生产调整得出操作指引如下: (1)提量时应先给足冷量,使冷箱充分冷透,再增加LNG产量。防止因产品线冷量不够、温度不合格而导致储罐BOG放空;防止因大幅度提量而造成的系统波动,压缩机负荷过大。 (2)提量前可先对系统进行计算优化,减小BOG量,使火炬零放空。 (3)提量前及提量期间要实时关注冷剂组分变化,并根据各换热层动态变化做相应调整。同时注意优化LNG工厂整体工艺系统能耗,在BOG压缩机运行、前端胺液循环量、重烃洗涤塔温度上做好预判调整。 (4)提量期间应控制好循环水温度及前端各蒸发器液位,为最后一级混合冷剂冷箱调控做好换热准备。 (5)提量期间给冷、提产要缓。若有问题可稳定观察一段时间后再进行提产;也可以小规模反复增、减冷剂及其产品。充分混合冷剂,克服两相流干扰,曲线提产。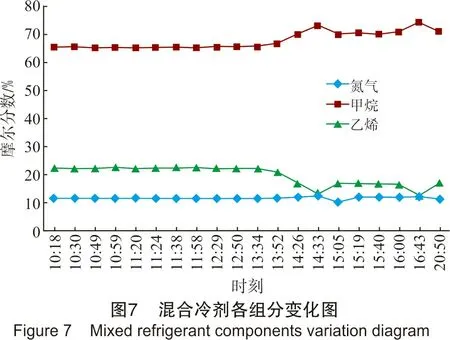
4 结论与建议