负离子/抗菌丙纶包覆纱纺制与工艺优化
2019-06-21周朝钢谢光银李露露
周朝钢,谢光银,李露露
(西安工程大学 纺织科学与工程学院,陕西西安 710048)
0 引言
随着科技的发展,功能型复合纱线越来越走向服用纱线的主流位置,包覆纱作为实现复合功能型纱线的重要一类,由于其特有的结构方式,使纱线既具备芯丝的特性,又可以通过利用外包纤维的特性改良其服用舒适性能。本文主要是通过材料的选择以及在纺纱过程中改变细纱捻度、钢丝圈重量、锭速等因素的变化对包覆纱成纱质量的影响[1],为负离子抗菌丙纶包覆纱的设计和开发提供一定的参数设计依据和生产经验。
1 纱线原料
1.1 纱线原料选取
本次纱线的设计原料主要选取抗菌丙纶长丝作为包覆纱的芯丝,负离子纤维、竹浆纤维、棉纤维按照一定的比例混合制成粗纱作为外包纤维,负离子纤维和竹浆纤维本身具有一定的抗菌性能,但是其抗菌效果不够好且抗菌时效较短[2-3],通过将抗菌丙纶长丝作为芯丝可以使纱线的内部也具有一定的抗菌效果[4],且会减少洗涤、揉搓对抗菌效果和时效性的影响。
1.2 纱线原料的基本性能
(1)抗菌丙纶长丝
抗菌丙纶长丝基本性能指标见表1。

表1 抗菌丙纶长丝基本性能指标
(2)负离子纤维
本次选用负离子涤纶纤维基本性能指标见表2。

表2 负离子涤纶纤维基本性能指标
(3)竹浆纤维
本次选用竹浆纤维基本性能指标见表3。

表3 竹浆纤维基本性能指标
(4)棉纤维
本次选用棉纤维基本性能指标见下页表4。

表4 棉纤维基本性能指标
2 纺纱工艺流程
2.1 粗纱工艺
粗纱工艺流程为:抓棉(FA002型自动抓棉机)→混棉(A006B型混棉机)→开棉(FA106型豪猪式开棉机)→给棉(A092AS型双箱给棉机)→成卷(A076C型单打手成卷机)→梳棉(A186F型梳棉机)→并条(FA306A型并条机)→粗纱(A454E型粗纱机),最终得到重量不匀率为1.2%,条干不匀为5.4%的竹浆/负离子/棉192tex的粗纱[1,5]。
2.2 包覆工艺
采用FA506S型细纱机进行改装,主要加装导丝架,固定筒状长丝。另外将长丝通过导纱管送往前罗拉与粗纱汇合,为了控制粗纱与长丝在汇合加捻处不发生分离现象,在汇合处使用集合器对长丝和粗纱进行路线固定,最终通过前罗拉、导纱钩、钢丝圈完成包覆[6]。
包覆纱生产示意图见图1。

1.粗纱;2. 导纱架;3. 长丝;4. 导丝管;5. 导丝轮;6. 集合器;7. 导纱钩;8. 管纱;9. 牵伸罗拉;10. 喇叭口;11. 导纱架
3 优化实验与分析
3.1 预牵伸倍数的影响
预先设计对长丝的预牵伸倍数选取范围为1.02~1.08倍,预先设定捻系数为303,芯丝预设张力为0.5CN[7],进行试纺测试得出结果见图2。

图2 预牵伸倍数与成纱质量关系
由图2可以得到,长丝预牵伸倍数为1.05时,纱线的条干均匀度较好,且断裂强度和断裂伸长率较高,但在实验数据的极差较小,可以得到长丝的预牵伸倍数在所设定范围内的变化对成纱质量有一定的影响但影响因子较小。
3.2 捻度的影响
根据工厂包覆纱生产经验,预先设计细纱捻度选取范围为90捻/10cm~120捻/10cm,同时保持单一变量,选用芯丝预设张力为0.5CN,牵伸倍数为1.05,进行试纺测试,结果见图3。

图3 捻度与成纱质量关系
由图3所示实验结果,总体上纱线质量随着捻度的增大呈现下降趋势,捻度为95.5捻/10cm时,纱线的断裂强力达到峰值,且强度不匀率相对较小,虽然断裂伸长不是最佳状态,但是为了满足后续织造,强力的大小权重较大,所以此次试纺的最优捻度为95.5捻/10cm。
3.3 钢丝圈型号的影响
钢丝圈时纺纱过程中,纱线加捻卷绕的重要构成部件,钢丝圈型号的合适与否也直接影响到纱线的成纱质量。在确定芯丝预设张力为0.5CN,牵伸倍数为1.05,捻度为95.5捻/10cm,选取较适合的三种型号的钢丝圈进行试纺实验,实验结果如图4,最终选用EMIfrNO.4/0此时的强力和CV均较好。

图4 钢丝圈型号与成纱质量关系
3.4 成纱质量
(1)包覆纱基本性能
以抗菌丙纶长丝为芯丝,以竹浆纤维、负离子涤纶纤维、棉纤维混纺作为外包纤维的抗菌丙纶包覆纱,基本性能指标见表4。
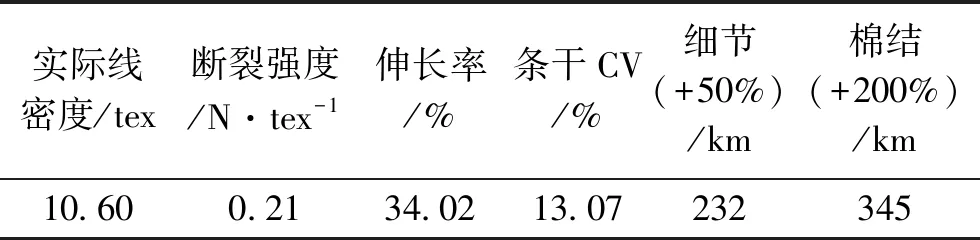
表4 抗菌丙纶包覆纱基本性能
(2)包覆纱截面形态
图5 包覆纱横截面放大200倍
为了研究包覆纱的包覆情况,就要观察其截面形态以及纵向形态。利用尼康光学显微镜观察纱线的截面形态,将包覆纱拉直双面胶固定在载玻片上,观察纱线外包纤维状态。

图6 包覆纱纵向放大50倍
通过光学显微镜观察,包覆纱微观形态清晰可见。在包覆纱的横截面图5中,可以清楚的看出外围棕红色部分为用来辅助切片的羊绒纤维,其圆形芯丝截面(内部白色高亮部分)被均匀的包覆在中间,黄色和灰黑色部为外包纤维,轮廓较为明显。在包覆纱纵向图6中,可以看出纤维分布较为均匀,加捻弧度较为均匀,游离纤维较少,综合以上整体成纱质量较好。
4 结论
(1)本研究主要是选用负离子纤维、竹浆纤维、棉纤维以40/30/30的比例得到混纺粗纱,把抗菌丙纶长丝作为芯丝,经过包覆工艺得到细度为10.6tex的负离子/抗菌丙纶包覆纱。在试纺过程中采用控制变量实验,确定出最佳纺纱工艺为:钢丝圈型号选用EMIfrNO.4/0,芯丝预设张力为0.5CN,牵伸倍数为1.05,捻度为95.5捻/10cm,锭子转速控制在9000rpm。
(2)在包覆工序中,加捻三角区对成纱质量也有着较大的影响,经前罗拉位置适当的提前,并加入长丝张力调节装置、集合器、长丝定位器均有利于纱线的成纱质量,此时试纺并没有达到最优效果,但基本完成本次纱线设计的基本要求,也为今后此类纱线的纺制提供了一定的参考依据。
(3)纺纱过程中加强巡回力度,保证导丝轮的灵活度、以及粗纱和长丝都在集合器的控制之中,在出现问题的时候及时改正。在每一次停机落纱之后都要重新取样进行测试,以保证成纱的质量没有改变。
(4)综合目前市场上的包覆纱品种,其品种开发还有很大空间,包覆纱可以更好的利用发挥纤维材料的性能,更好的产品才会创造更大的利益。
