舞台灯透镜模流分析及参数优化
2019-06-21史智高善旺杜遥雪徐百平
史智,高善旺,杜遥雪,徐百平
(1.五邑大学 智能制造学部,广东 江门 529020;2.江门市蓬江区硕泰电器有限公司,广东 江门 529075)
传统的注塑成型工艺通常采用低温冷却液来维持较低的模面温度,继而提高成型效率,缩短成型周期[1].而单纯提高模具温度,虽然可以改善产品的上述外观质量问题,但又易使产品出现翘曲、下陷、尺寸不良等缺陷,并延长了成型周期,增加了生产成本.如何改善上述缺陷是研究的热点之一.高光注塑成型(Rapid Heat Cycle Molding,RHCM)是一种急热急冷成型技术[2],运用这种技术生产的制件具备高质量和低污染的优点,使其具有极大的发展潜力和应用前景[3].本文将对高光注塑成型和传统注塑成型进行模拟分析,对比二者的速度/压力切换时的压力、体积收缩率.以期为实际生产提供一定的理论依据.
1 物理模型及网格划分
本文首先利用三维软件CAD软件来进行舞台灯定焦透镜高光注塑模的结构设计,使用模流分析软件Moldflow对舞台灯定焦透镜成型过程进行仿真与分析,优化注射成型工艺参数.本文研究对象为舞台灯透镜,其三维模型的主要尺寸:顶圆直径80 mm,底圆直径30 mm,高60 mm.在导入模型后,对模型进行网格划分如图1所示,由于本设计中舞台灯透镜壁厚不均匀,尺寸不大,且属于精密制品,故网格类型选择3D网格.在划分和修复之后,舞台灯透镜模型网格数量为41 616个单元,节点数为7 579,最大纵横比为29.88,平均为5.57,最小为1.12.
图1 舞台灯透镜模型及网格划分
2 高光注塑与普通注塑成型对比分析
本文通过模流软件Moldflow模拟高光注塑与普通注塑成型结果,以对比来体现两种工艺之间的差异.材料选择Mitsubishi Engineering-Plastics Corporation牌号Novarex 7022A的PC.具体工艺参数设置见表1所示.

表1 高光注塑与普通注塑成型工艺参数
2.1 速度/压力切换时的压力
速度/压力切换时的压力是指注塑机由充填阶段转为保压阶段时的压力,是充填熔体时注塑机的最大压力值.充填切换压力值越大不仅对注塑机提出了更高的要求,而且还会导致塑件稳定性的削弱.由图2可知,同等条件下,高光注塑成型的速度/压力切换时的压力为13.62 MPa,而普通注塑成型的为14.57 MPa.模腔在通入塑料熔体前有进行加热,这能降低熔体的粘度,使其流动更加顺畅,复杂特征处的型腔也能充满.可见,高光注塑优化了普通注塑常见的充填压力过高和充填不满这类问题.

图2 速度/压力切换时的压力
2.2 体积收缩率
体积收缩率会对翘曲变形产生较大影响,制件中体积收缩率不均衡,当其差值越大时,翘曲变形量也越大.由图3可知,在条件相同情况下,高光注塑成型的体积收缩率差值低于普通注塑成型的体积收缩率,且分流道到浇口位置上普通注塑成型制件存在收缩率突变的现象,而高光注塑成型制件在这个位置差值较小,故高光注塑生产的制件的体积收缩率更合适.

图3 体积收缩率
由以上对比可发现,高光注塑成型相较于普通注塑成型所成出的制件有多方面的优势.一方面是高光注塑有对模具进行加热,这能提升塑料熔体的流动性,有利于产品的强度和质量.另一方面,高光注塑成型出来的制件表面光洁度高,以至于不用像普通注塑成型的制件一样需要后续的喷涂等表面处理,这一定程度上减少了环境污染.
3 实验参数设定
本文选取了影响舞台灯透镜翘曲变形的4个工艺参数,分别是冷却时间、高温蒸汽温度、熔体温度、“注射+保压+冷却”时间.取这4个工艺参数不同值,其余参数相同,建立3组分析方案,观察分析结果,取最优的方案为舞台灯定焦透镜高光注塑成型工艺生产参数.表2为3组方案工艺参数.

表2 方案工艺参数
4 结果分析
4.1 缩痕
由于塑件壁厚不均,这会使得塑料熔体凝结时间不同,最后容易导致成型后制件表面出现凹陷[5].本设计中舞台灯定焦透镜是一个壁厚不均的制品,且表面缺陷会对其光学性能产生较大影响,减少甚至消除其表面缩痕相当重要.在下图4缩痕估算图中,分析结果显示了透镜的缩痕主要集中在其底部,其中3个方案a、b、c最大缩痕值分别为0.5040 mm、0.4691 mm、0.4135 mm,可见方案c的缩痕最小,生产出来的制件缩痕影响小,表面质量更好.

图4 缩痕估算图
4.2 体积收缩率
由图5可知,3组方案中体积收缩率最大的地方都是在分流道上,这个位置并不影响透镜的成型质量[6].从图中的色彩可看出3组方案透镜的整体收缩率是a>b>c的,方案c的整体收缩率在2.228%上下,同时在透镜上方边缘处方案a和b都有明显的收缩不均,而方案c在3组方案中最为均匀.由上述分析 可知,方案c成型的塑件的收缩率在3个方案中是最佳的,成型效果最好.

图5 体积收缩率
4.3 翘曲变形
翘曲变形是塑料件一种常见的缺陷,出现的原因是模具设计或成型工艺不合理而导致塑件受到应力的作用,使塑件形状发生了改变[7].故翘曲变形是塑料成型必须要考虑的一个影响因素.3组方案的翘曲变形量如图6所示,由图观察到方案a的变形量为0.3069 mm,方案b的变形量为0.2966 mm,方案c的变形量最低,为0.2799 mm.在翘曲变形方面,方案c模拟成型效果也优于其他两个方案.
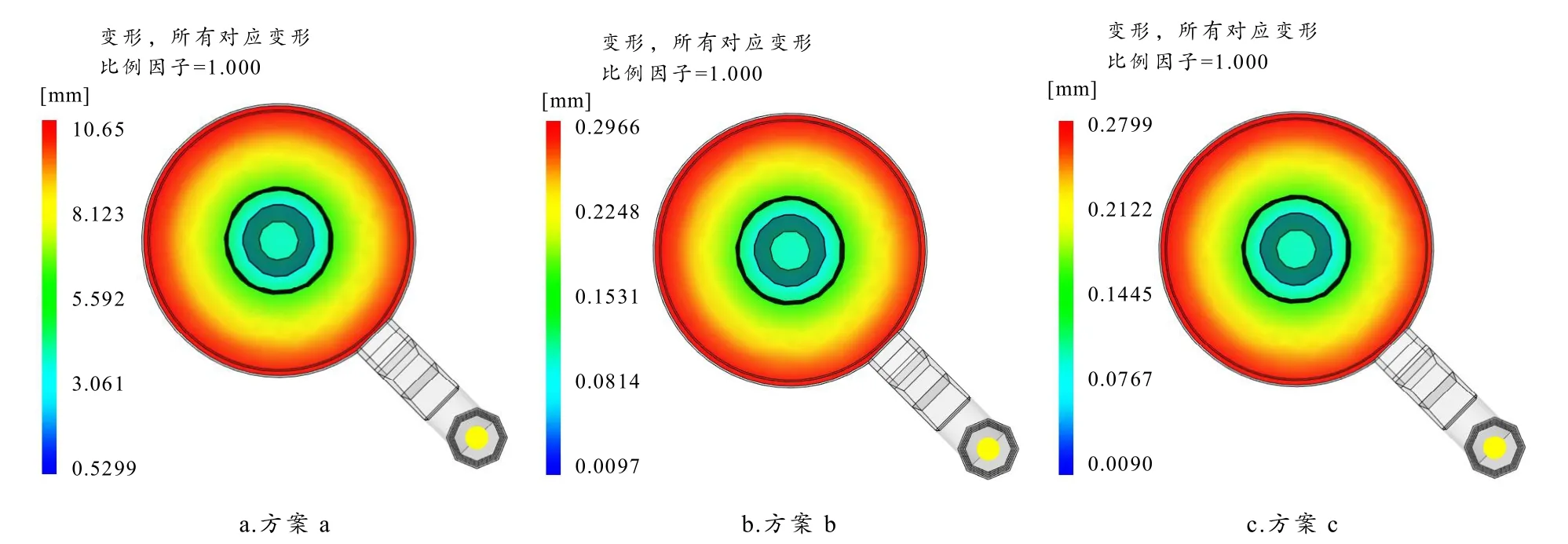
图6 翘曲变形
5 结论
本文使用CAE软件Moldflow对舞台灯透镜传统注塑成型和高光注塑成型进行了仿真分析,发现高光注塑成型优化了普通注塑成型常见的充填压力过高和充填不满这类问题.通过3组方案的分析结果对比,得出了其中最优的参数设置:冷却时间14 s,高温蒸汽温度140°C,塑料熔体温度260°C,“注射+保压+冷却”时间18 s,方案c的缩痕最小,生产出来的制件缩痕影响小,表面质量更好,既减少了环境污染,同时提高了工作效率和制件成型质量.
