U形件弯曲整形模设计
2022-03-25况云刚田仕兴
况云刚,田仕兴
(贵州航天电器股份有限公司,贵州贵阳 550009)
1 引言
随着制件小型化和精细化的发展,零件结构越来越复杂,相应的,零件加工工艺性越来越难,这对U形件加工带来了一定的挑战。本文就公司JXB18-2型号上U形件的弯曲整形模设计,探讨了小尺寸U形件弯曲难题,并结合经验,提出采用弯曲整形模结构,一次完成该U形件的加工,并引入转动轮机构及浮动推块弹簧结构保证了U形件的弯曲压痕和尺寸一致性。
2 U形件成形工艺分析及弯曲难点分析
2.1 U形件成形工艺性分析
图1所示为该U形件的零件图,材料锡青铜QSn4-3,Y状态。制件为基座合件接触件,弯曲部分及底部台阶段注射在塑料内,底部弯曲段划痕等质量要求不高,但为了保证接触性能及注射成型工艺性,要求不能变形,且两侧平行度及垂直度不大于0.02mm。
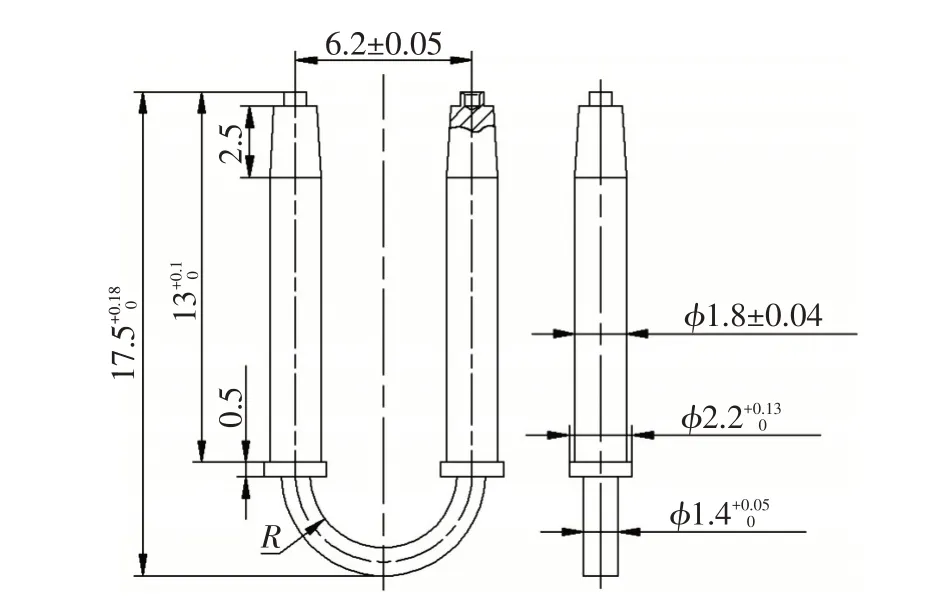
图1 U形件
2.2 U形件弯曲难点分析
该U形件为轴类制件,弯曲部分为全R,且弯曲紧接台阶,无直线段过渡,该结构使得U形件弯曲难度大,主要有以下几个方面:
(1)弯曲凸模必须让开台阶,使得弯曲受力面积小,弯曲压痕大,极大地提高了弯曲成形难度,且台阶存在影响制件弯曲成形后脱模取出,凸模结构需要兼顾到取件,增大了凸模的设计难度。
(2)制件弯曲受力部分在直径ϕ1.8mm端面,该面为对接面接触面,必须严格控制弯曲压痕,以保证制件外观,避免压痕对对接接触性能的影响。
(3)弯曲过程中材料挤压流动空间受台阶限制,影响制件塑性变形,增大制件弯曲回弹,影响弯曲一致性和稳定性。
(4)U形件两侧面为对接接触面,关键尺寸6.2mm难保证,U形弯曲宽度尺寸受弯曲角度影响极大,而弯曲角度除受结构外,还受U形件回弹及弯曲外径尺寸差异的影响,该尺寸能否保证是影响该U形件成形质量的关键。
综上分析,该U形件弯曲工艺性较差,弯曲难度大,必须采用非常规弯曲思路及弯曲模具才能保证弯曲质量。但该U形件弯曲及台阶部分注塑在塑料内,根据结构及使用要求,对弯曲段弯曲压痕等外观要求不高,有利于模具设计。
3 模具结构确定
3.1 弯曲方案
根据U形件工艺性分析可知,该U形件弯曲工艺性差,一次弯曲难度大,分析可初步拟定以下几种弯曲方案:
(1)方案一。预弯曲-弯曲两副模具两道工序。
(2)方案二。弯曲-整形两副模具两道工序。
(3)方案三。弯曲整形模,一副模具集成工序。
对比3个方案,方案一和方案二通过两次弯曲,需要两次定位,U形件小而复杂,影响制件弯曲成形质量,弯曲一致性和稳定性差,两次弯曲效率低,不利于批量生产。方案三一次装夹,同时实现制件弯曲和整形,制件弯曲质量高,弯曲一致性和稳定性好,且加工效率高,但该模具受制件结构影响,设计难度大,模具成本较高。但综合对比,方案三在保证质量的同时,加工效率可以有效保证,故而优选该方案。
3.2 弯曲模结构
根据制件工艺分析的4个难点并结合制件结构,创新模具结构,将制件弯曲外受力设计为滚轮结构,将常规弯曲滑动摩擦转变为静摩擦,从而降低U形件受力部分压痕和变形;模具凸模弯曲制件,两侧增加斜楔,在制件弯曲完成后作用于制件侧面,进行整形,从而实现一副模具集成弯曲和整形工序,保证制件质量和加工效率。根据该方案结构特点,将该结构模具称之为带转动轮机构的弯曲整形模结构。模具结构如图2所示。

图2 模具结构
3.3 模架的选择
由于该制件弯曲长度只有17.5mm,尺寸小,其冲裁力不大,适用于所有冲压机床,该制件更适用于小台式冲床,故而其模架的选择根据其制件长度,根据尺寸大小及车间实际情况选择JB04-2台式冲床,模板大小为60×50mm。
4 模具创新点结构设计
4.1 活动凸模结构设计
常规的弯曲模,弯曲上模是固定不动,而该模具设计为弹簧预顶活动结构。这样的结构优点是,上模向下运动时,先预压紧制件,防止制件弯曲初始阶段左右移动导致弯曲尺寸波动,影响弯曲一致性;上模继续向下运动,弹簧进一步被压缩,凸模向下运动逐渐使制件受压弯曲,直至与推块硬碰,完成弯曲工序;上模继续向下运动合模,凸模弹簧被压缩,保持稳定,下模两侧滑块通过斜楔移动压紧制件两竖直侧面,实现制件整形;当冲床行程到达下止点后,上模向上运动,制件随上模在推块的作用下分开,继续向上运动,完成一次弯曲成形过程。
在弯曲过程中,上模在弹簧力的作用下为制件弯曲提供预压力,在弯曲成形后,保证凸模和制件与凹模组合的分离。
4.2 弯曲凸模设计
上模由于受到制件异形的限制,弯曲宽度小,为了满足成形形状平行度及垂直度、尺寸要求及表面外观质量、并兼顾到制件弯曲后取出等要求,将凸模设计成“T”字形。凸模下底部与制件相匹配的R角,过台阶后收窄尺寸,宽度比制件宽度更小,以预留整形压弯制件空间,补偿制件回弹,将凸模上部加宽,加强凸模刚性。在制件弯曲完成后,制件挂在凸模头部“T”形上,只需用镊子钳往后推,制件可掉出,从而完成制件的脱模。凸模结构如图3所示。

图3 凸模设计图
4.3 推块设计
一般推块的主要作用有两点:一是与上模共同作用压紧制件,防止制件晃动,影响弯曲一致性和弯曲尺寸;二是制件弯曲完成后推出制件,完成制件的脱模。但该制件弯曲底部为全圆弧,弯曲后尺寸和回弹大,故而为了降低底部弧段变形压扁,增加弯曲受力降低回弹,将推块头部做成全圆弧段,与制件和弯曲凸模头部圆弧相匹配,同时,在中间做线槽,一般做2/3R深,这样,可以将线接触受力改为面接触受力,降低制件单位面积压力,保护制件圆度,防止被压扁变形,提高弯曲质量。推块结构如图4所示。

图4 推块设计图
4.4 弯曲镶件设计
对弯曲件而言,一般为3点受力,对受力点,或多或少都会存在压痕,而该制件外侧面为对接接触面,且注射成形后,完全露出,设计要求严格控制弯曲压痕。故而为了减轻压痕,需降低制件表面受力,而制件弯曲受力为恒定值,就只能通过增加接触面积来降低制件单位面积上的压力。分析得出了改进方法,模具改进措施为将弯曲镶件制件弯曲滑动轨迹改进为半圆槽,如图5所示,这样把常规的线接触改为面接触,降低了制件表面受力强度,极大的降低了制件的弯曲压痕。

图5 弯曲镶件设计图
同时,为了减缓制件弯曲变形速度,避免制件快速弯曲导致的材料流动加剧和制件表面受力增大对弯曲压痕和弯曲质量的影响,在弯曲镶件的弯曲路径上增加一段直线段,即可把弯曲分为两个阶段进行,相当于两次弯曲成形,这样,降低了制件剧烈弯曲程度和弯曲力,让弯曲处材料有足够时间流动,降低内应力的堆积,减少了回弹。根据多次试验,角度取51°时效果最佳。
4.5 转动轮机构设计
将弯曲镶件增加槽,从而增大接触面积,降低了弯曲过程中的制件压痕。但对初始弯曲时,制件由平直开始弯曲状态时,制件为点受力,且受力点与制件为滑动摩擦,也会导致这一小段的压痕。故而考虑在弯曲初始阶段受力位置增加转动轮,将滑动摩擦改为转动轮与制件相对静止的静摩擦,从而降低初始阶段的弯曲压痕。如图5所示,在弯曲镶件弯曲初始位置设计转动轮,制件开始弯曲时由转动轮转动进入弯曲半圆槽内,这样降低了制件瞬时弯曲滑动摩擦力,避免了弯曲压痕。转动轮中间增加圆槽,一般做2/3R深(见图6),增大接触面积降低单位面积上的受力同时,能保证制件受力变形弯曲,从而进一步的降低压痕,达到无压痕的效果。

图6 转动轮设计图
4.6 整形滑块设计
整形滑块的作用是在制件弯曲完成后,挤压制件两侧面,进一步弯曲形成负角度,补偿弯曲回弹,实现制件的整形,从而保证平行度和垂直度。如图5所示整形滑块位置,整形滑块头部参与制件弯曲,在制件弯曲完成后,滑块在斜楔的作用下向内运动,挤压制件两侧实现整形。滑块加工半圆槽,增加接触面积,避免整形时制件受力过大产生压痕。整形滑块结构如图7所示。

图7 整形滑块设计图
4.7 效果验证
经过模具加工后钳工对制件弯曲成形部件进行抛光处理,组装试模加工,制件一次验证弯曲压痕小,制件未被碰伤压伤,但两端弯曲角度成喇叭口状,弯曲回弹过大,导致制件弯曲角度超差。经过进一步调整整形滑块整形尺寸后,解决了该问题。如图8所示,制件弯曲成形尺寸稳定一致,弯曲压痕小,特别是两侧立面,几乎无弯曲压痕,保证了制件外观质量要求。另外,制件一次装夹完成弯曲,装取方便,弯曲效率高。

图8 弯曲零件实物
5 结束语
制件弯曲压痕是个无法避免的难点问题,特别是对于较软的铜材。而针对本文U形结构件,弯曲压痕和弯曲尺寸同时影响制件成形质量。在模具设计时,通过工艺性分析和制件结构分析,找出难点问题原因,通过原因进行相应的结构设计,引入转动轮机构及浮动推块弹簧结构保证了弯曲压痕和弯曲尺寸,同时,通过增加斜楔和整形滑块,一副模具实现了制件弯曲和整形,确保了制件弯曲尺寸一致性和稳定性,保证了制件成形质量,提高了制件弯曲成形效率。该模具结构和设计,对弯曲成形质量要求高的小型制件提供了一种可行的解决思路,具有一定的参考价值和借鉴意义。
