CIMT 2019内圆磨床展品评述
2019-06-20王嘉
王 嘉
(无锡机床股份有限公司 无锡214135)
第十六届中国国际机床展览会(CIMT2019)于2019年4月15~20日在北京中国国际展览中心(新馆)成功举办。本届展会主题“融合共赢·智造未来”,这一主题准确、鲜明的反映了我国机床工具产品市场和产品发展的时代特征,昭示着行业未来的发展趋势。
本届展会共有来自中国、德国、日本、美国、瑞士等28个国家和地区的1700多家机床工具行业制造商参展,其中境外展商874家,境内展商838家,展出面积各占50%左右,全球范围内的知名机床工具制造商携手最新技术与产品悉数登场。在内圆磨床领域,国内外新品层出不穷,以下为本届展会内圆磨床的简要评述。
1 国内内圆磨床展品介绍
本次展会国内内圆磨床参展商主要有无锡机床股份有限公司、无锡明鑫机床有限公司、无锡昌亿机床制造有限公司、北京广宇大成数控机床有限公司、南京康尼精密机械有限公司以及济南四机数控机床有限公司等。
1.1 无锡机床股份有限公司
无锡机床股份有限公司本次共展出内圆磨床有MK2110数控内圆磨床以及WX_034D数控立式内圆磨床。
MK2110型(如图1所示)机床是针对压缩机缸体内孔磨削加工研发的3轴控制高精度数控内圆磨床,由于加工零件径向有切开的槽和圆周方向上的孔使得该零件夹持定心和磨削时易变形,针对该零件机床开发了专用的夹具系统,确保了加工精度。砂轮采用了 CBN砂轮恒线速度磨削,金刚滚轮修整。由于加工零件为异型零件,该机床配备了主轴伺服轴(C轴)精确定位,对于此零件可配有自动上下料机构,实现全自动生产。
该机床工作精度:
内孔圆柱度 0.003 mm
内孔尺寸分散 ±0.006 mm
粗糙度Ra 0.4 μm

图1 MK2110数控内圆磨床
WX_034D型(如图2所示)机床是针对机器人的关键零件:针齿壳的内孔、内端面、内孔反端面、外圆、外圆端面、外圆反端面、内齿齿廓的磨削加工研发的产品,机床立式布局易于安装工件,并且该零件需一次装夹多表面磨削,且夹持定心时易变形,针对加工零件机床开发了专用的夹具系统,确保了加工精度。砂轮修整采用了三只金刚笔分别修整砂轮的外圆、端面及反端面。

图2 WX_034D数控立式内圆磨床
该机床由磨架横向进给(X轴)、上下往复(Z轴)以及伺服回转轴(C轴)构成,磨头采用左右双磨头结构形式,Z1磨头加工工件的内、外表面及正、反端面,Z2磨头用于针齿壳的内齿加工,能够较好地保证加工零件的内外圆圆度、内孔对端面的垂直度、内齿齿形的轮廓度及位置度。节约加工时间,提高加工效率,同时减少设备投入,节约成本。
1.2 无锡明鑫机床有限公司
无锡明鑫机床有限公司主要展出了一台MX600数控立式磨床和一台MX-2018数控内外圆中孔端面复合磨床。
MX600(如图3所示)为六轴控制高精度数控立式磨床,主要用于RV减速器针齿壳类零件的内孔、内齿R面及内齿R上下端面的精密磨削,同时也可以加工其他零件的内孔、外圆、端面、分段圆弧面及椭圆等异性面。该机床由磨架横向进给(X1、X2轴)、上下往复(Z1、Z2轴)、圆弧金刚滚轮修整轴(A轴)以及回转工作台(C轴)构成,其中C轴采用高精度电主轴结构,由力矩电机及系统模块驱动,并加装角度编码器进行闭环控制。
该机床工作精度:
内孔圆度 0.002 mm
内孔圆柱度 0.004 mm
粗糙度Ra 0.4 μm

图3 MX600数控立式磨床
MX-2018(如图4所示)数控内外圆中孔端面复合磨床采用镶钢人造大理石床身,工件轴往复进给、磨头固定结构形式,X、Z轴均采用直线电机驱动、进口高精度静压导轨,减少了传动链误差,极大地提高了座面插补修整,插补磨削的精度。磨削采用了 CBN砂轮保证了小孔磨削中砂轮的使用效率,机器人的配备一定程度上提高了其加工效率。
该机床工作精度:
内孔圆度 0.0005 mm
内孔圆柱度 0.001 mm
粗糙度Ra 0.1 μm

图4 MX-2018数控内外圆中孔端面复合磨床
1.3 无锡昌亿机床制造有限公司
无锡昌亿机床制造有限公司本次展出了MK2110数控内圆磨床和 MKF2120数控多功能复合磨床。
MK2110(如图5所示)数控内圆磨床采用常规布局,整体结构中规中矩,配备一个机械手实现自动上下料功能。

图5 MK2110数控内圆磨床
MKF2120(如图6所示)整体布局采用两横一竖三轴数控,其中X轴为进给系统,Z1、Z2均为往复系统。

图6 MKF2120数控多功能复合磨床
该机床能在一次装夹下,磨削工件的外圆、内孔、内锥孔及台阶孔内外端面。能在较好的保证加工零件的内外圆的同轴度、内圆对端面的跳动、外圆对端面的跳动的同时,也能保证一定的加工效率,节约加工时间,减少设备的投入,节约成本。
该机床工作精度:
内孔圆度 0.002 mm
内孔圆柱度 0.003 mm
粗糙度Ra 0.4 μm
1.4 北京广宇大成数控机床有限公司
北京广宇大成数控机床有限公司本次展出的机床有RV减速器摆线针轮专用机床GY-008-400和高精度数控立式磨床MGK2835。
GY-008-400(如图7所示)是针对机器人关节RV减速器典型零件摆线针轮而设计的一款专用机床,该机床采用三面静压闭式导轨数控静压工作台,立式布局:立柱和横梁为一体式结构固定在床身上,单滑鞍、双滑板、双磨头的结构样式,具有良好的动静热态刚度及精度,另配备金刚滚轮修整器,实现精密圆弧面磨削。
该机床工作精度:
齿向 0.003 mm
周节累计误差 0.009 mm
粗糙度Ra 0.4 μm
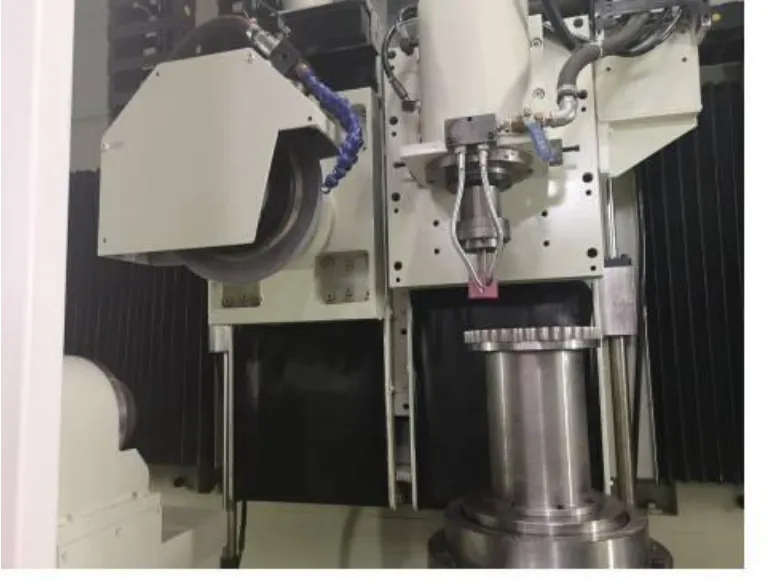
图7 GY-008-400摆线针轮专用机床
MGK2835(如图8所示)高精度数控立式齿轮端面内孔专用磨床是一种高精度、高刚度数控立式磨床,该机床是为汽车齿轮内孔极端面的多工序复合磨削加工而专门设计的。
该机床为立式工件轴布局,工件主轴配置了单薄膜夹具(含轴向气密检测),同时配置了双立式砂轮主轴Z1和Z2,分别用于齿轮零件的内孔及端面的磨削,同时在内孔磨头的左侧布置了Z3轴上下料抓料手用于工件的自动上下料,Z1、Z2及Z3轴均分布在X轴水平移动轴工作台上,在机床的左侧布置了齿轮输送线,实现了齿轮类零件的自动上下料(如图9所示)。另外,值得一提的是,该机床的工作台的三面闭式静压自驱式回转的专利技术和动静压液体滑动主轴的专利砂轮轴,其径向和轴向跳动均可达到0.001 mm以内。

图8 MGK2835高精度数控立式齿轮端面内孔专用磨床

图9 MGK2835局部放大图(轴系)
1.5 南京康尼精密机械有限公司
南京康尼精密机械有限公司本次展出的机床KN-GIV200(如图10所示)数控内齿成形磨床也是针对RV减速器针齿壳类零件的内齿磨削而设计的。该机床共设有5个交流伺服轴和2个调速主轴,砂轮轴是伺服电机驱动皮带传动控制的。砂轮修整采用三轴联动法向修整方式,使得金刚滚轮的磨损对齿形轮廓的影响较小,同时提高了金刚滚轮的利用率。
该机床如果结构形式条件允许的话可添加一轴用于内孔、外圆及端面磨削,可一次装夹完成加工工序,减少系统误差。

图10 KN-GIV200数控内齿成形磨床
1.6 济南四机数控机床有限公司
济南四机数控机床有限公司本次展出了一台J4K-078型(如图11所示)数控油针三座面专用磨床,该机床采用瑞士STUDER技术的人造花岗岩床身,在一定程度上增加了机床的整体抗振性,机床X轴及Z轴均加装光栅尺闭环控制,砂轮架进给导轨及工作台均采用平-V贴塑形式,砂轮主轴轴承采用大锥度、多油楔动压轴承,回转精度高、刚性好。
该机床工作精度:
内孔圆度 0.0006 mm
粗糙度Ra 0.15 μm

图11 J4K-078数控油针三座面专用磨床
2 国外内圆磨床展品介绍
此次展会国外的内圆磨床参展商主要有联合磨削集团的STUDER和EMAG集团。从参展的机床来看,也都是复合式磨床,配置相对比较丰富,布局比较新颖,下面就各公司产品简要介绍。
2.1 联合磨削集团
此次联合磨削集团旗下的品牌 STUDER斯图特展出的是S131万能内圆磨床(如图12所示),该机床的特点是在工件主轴侧安装了伺服B轴,使得机床的柔顺性大为增强,这样伺服B轴与X轴及Z轴联动可实现内孔、内锥孔、旋转90度后可直接磨削工件端面,甚至采用极坐标的方式可以以工件上的某一点为假想中心回转工件头架精确控制工件与砂轮的相对位置,直接磨削出各种型面。因此相应的在右侧的进给轴上安置了一个砂轮转台,转台上安置了大小不同的三个砂轮电主轴以适应不同的磨削要求,S131延续了STUDER公司产品优点的一贯性:机床用于纵向和横向的滑板的V-平导轨系统直接压铸在床身上,并覆以一种耐磨材料,同时导轨上专利设计的凸点机构很大程度上消除了传统导轨运动产生的爬行和漂浮现象,在整个速度范围内,导轨都能提供很高的精度并能永久保持,而且具有很高的承载力和强大的吸震功能。

图12 S131万能内圆磨床
2.2 EMAG集团
EMAG集团此次参展的机床是 VLC200GT车磨中心(如图13所示)。VLC200GT车磨中心采用立式布局,床头箱倒置,该创新性的结构在国际上来看基本没有同类结构的机床。该机床工件轴C1放置在Z1轴上,整个Z1轴又跟随X1轴作水平方向的进给。(如图14所示)机床的下部固定有三大部分:配备了大砂轮的外圆磨架(SP4)、内圆磨架(SP4)和带12个硬车刀位的刀塔(A1)。同时在整个机床的左侧设有用于工件上下料的自动穿梭装置。其中X1轴的行程达到了1700 mm,如此大的行程使得一次装夹下完成内外圆及各端面的车削和磨削成为可能。

图13 VLC200GT车磨中心
该机床主要有以下优点:倒立式加工,车屑及磨削灰向下,比较理想。车磨一体,预车和磨削组合减少了加工时间,工件表面也没有了车削纹路;在一次装夹中工件预车后只留给后续磨削很小的加工余量,提高了生产效率,同时,因为磨削的加工余量少了,砂轮的损耗也小了,相应的修整频次降低,即降低了刀具成本。

图14 VLC200GT整体布局示意图
3 结语
本次机床展,抗振、热稳定性材料在机床上的应用越来越广泛,各种直驱、直联技术也广为应用,不同种类专用型机床应运而生,不断彰显其专业本色,随着自动化技术水平的不断提升,自动上下料、在线自动测量、自动修整与补偿、工件位置的自动检测、在线探伤等自动化功能逐步趋向成熟。智能控制技术也取得了新的进展,在提供精良装备的同时通过软件和专家系统提供工艺、编程与操作技能等方面的支持。
内圆磨床的发展,伴随着机遇与挑战。纵观国内机床,与国外机床相比还存在不小的差距,国内机床的发展,仍以传统的结构布局为主,从功能上看,还是多以单一的磨削为主。精度保持性及机床自身的稳定性仍具有很大的提高空间,本次国外机床所展出的各品种的内圆磨床,复合式的机床是主流,均为满足工件一次装夹多表面磨削,这不仅提高了加工效率,更是提高零件加工精度的必然保证。其机床的整体布局、新结构、磨削工艺、高精的专利技术值得我们国内机床行业学习。
磨削精度是机床的灵魂,如何提高机床本身的精度,任重而道远,这需要我们一起努力,研究新的材料,研究新的加工工艺提高核心零件的加工精度,研究新的装配工艺方法,提高机床核心部件的运行精度,在这些方面,国外机床已经走在了我们的前面。随着我们国家经济转型,各行业产能升级是必然趋势,因此对于高精加工的磨床功能性结构必须考虑,更重要的是要有自己真正有内涵的东西,特别是在能提升机床性能核心元素上的突破是关键。
本届机床展,充分诠释出机床制造业智能化发展的最新技术和研究成果,从数字化到智能化,让我们携手世界制造业的同行们一起努力,进一步推进新一代智能制造的发展进程,使其能够更好的为人类服务,一起迎接美好的未来。
