铝板板形测量装置研制
2019-06-18周志春
周志春
(福建省计量科学研究院,福建 福州 350003)
1 引言
铝板板形I值是衡量铝板加工质量的重要指标,表征因残余应力而导致板带材型面波浪弯曲的程度。当前,板形检测的发展还处于起步阶段,板形的检测大多还需要人工完成[1][2]。铝板板形的人工测量采用平尺、阶梯尺和钢直尺进行。由阶梯尺测量波高,钢直尺测量波距,根据板形的计算公式计算出板材的I值。由于平尺,阶梯尺和钢直尺本身的误差很大,再加上接触测量带来的人为误差的影响,导致铝板板形的测量精度很差,无法满足企业对板材板形的苛刻要求。同时,手动测量的效率低,劳动强度大,自动化程度低难以适应现代高端制造业的发展要求。文中融合直线模组、伺服电机、激光位移传感器、运动控制卡等技术研制出一套铝板板形(I值)的非接触、高精度、全自动测量装置。
2 板形I值计算方法

图1 铝板板形表示图
铝板板形(I值)的计算方法:
(1)相对长度差法
通常,在铝板带加工中板形就是取板材样品横向上最长和最短纵条之间的长度差和板材样品长度的比值乘以105作为板形单位,称为I单位[2]。

(2)波高波距法
一般情况下,金属带材的扭曲波浪沿着金属带材长度方向重复出现,大致为正弦波结构,因此金属样品长度的I单位板形还可以依据该样品扭曲波浪的波高和波距近似计算[2]。

在生产现场,将铝板样品平放在高精度金属或大理石平台上,用平尺、阶梯尺和钢直尺来测量该样品的波高和波距,代入公式(2),计算板形I值。
3 装置组成
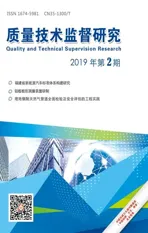
研制完成的铝板板形测量装置由2000mm×1800mm的大理石平台、长度为1250mm的纵横向直线模组、伺服电机、激光位移传感器和运动控制卡组成。激光位移传感器安装在移动导轨上,用来采集高度方向的位移。上位机编制控制软件,发出运动指令,运动控制卡收到指令并驱动伺服电机连续运动到指定位置,并反馈实际的纵横向位移。测量装置运动时,激光位移传感器同步采集垂直方向的位移数据即可得到铝板断面的波形数据。测量装置见图2。
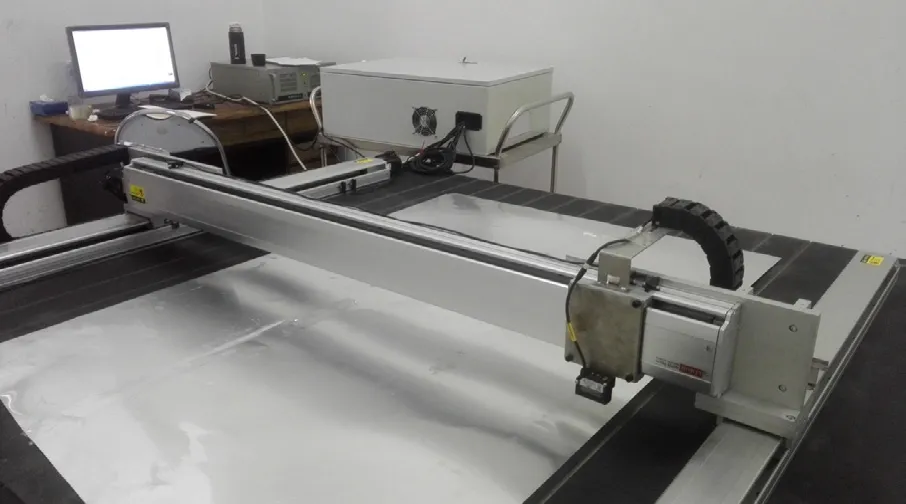
图2 铝板板形测量装置
4 数据分析处理软件
数据分析处理软件用Labview开发平台编制,Labview属于图形化编程语言(G语言),编程简单无需大量写代码。数据分析处理软件实现了测量装置运动控制,测量数据、测量结果和断面曲线实时显示。并用相对长度差和波高波距两种算法实现铝板板形的准确计算。运动控制和数据处理软件主界面见图3。

图3 系统主界面
数据采集之前,将纵横向导轨移动到初始位置,设置好采样参数,运行采集命令,X向导轨开始启动,同步采集激光位移传感器的高度位移数据和X方向伺服电机位移数据。根据位移数据和高度数据绘制断面曲线。第一个断面采集完成后,X方向导轨移动到起始位置,Y方向移动导轨至下一个断面,继续下一个断面测量,直至完成所有断面的测量。
运动控制和数据分析处理软件可实现电控位移台的运动控制、数据处理和检测报告的输出。系统运行流程图见图4。
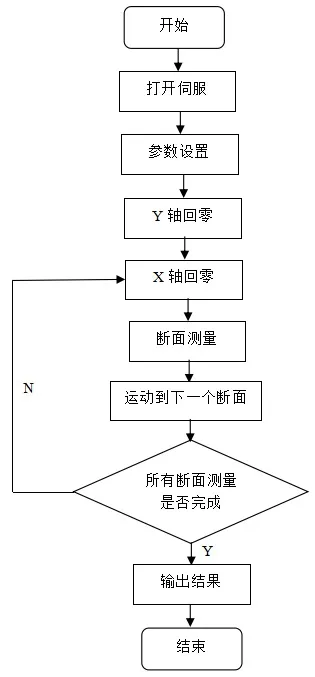
图4 系统运行流程图
5 试验测试
数据分析处理软件实现了相对长度差法和波高波距法计算铝板板形I值。首先对采集的原始断面曲线进行B样条函数拟合,B样条函数拟合既消除了原始数据中噪声和粗差,也最大程度拟合出断面曲线的总体趋势。计算拟合后的断面曲线长度,计算曲线与直线的长度差,按公式(1)计算I值,此为相对长度差法计算铝板I值。同时,找出拟合后曲线的各极大值点和极小值点,根据相邻极大值点和极小值点逐个计算每一个完整波形的波高和波距,根据波高和波距计算每个波的I值,取其中最大I值为此断面的I值测量结果,此为波高波距法计算铝板的I值。
截取一块长度为1200mm,宽度为1000mm,厚度为0.22mm的铝板带,放置在测量装置大理石平台上,通过大理石平台导气槽将铝板中间的空气排出。设置好断面长度和断面数,进行数据采集,重复测量同一个断面。重复测量数据见表1。

表1 相对长度差法和波高波距法测量重复性 单位:I
由以上数据得到相对长度差法10次测量平均值为8.92I,测量结果重复性为3.06I,波高波距法10次测量平均值为4.68I,测量结果重复性为0.05I。两种算法I值测量平均值之差为4.24I,这种差异的产生主要由算法之间的差异所致,断面曲线中存在的波浪越多,这种差异会越大。波高波距法计算得到I值的重复性远好于相对长度差法。同时,用传统的平尺,阶梯尺和钢直尺法对此铝板进行测量,测量结果与波高波距法测量结果较为一致。实际测量时建议以波高波距法测量结果为准。
6 结论
融合直线模组、伺服电机、激光位移传感器、运动控制卡等技术研制出一套用于铝板板形(I值)的自动测量装置,该装置测量精度高,自动化程度高,数据处理简单。用相对长度差法和波高波距法分别计算得到铝板I值,经试验数据验证,该装置测量结果准确,重复性好,测量效率较高,可满足生产企业对铝板板形的测量要求。由于平台的大小限制,该装置的测量量程还不够大,如果要继续扩大测量量程,直线模组由于长度变长,变形增大,导轨直线度将不能满足要求,后续将考虑用大理石导轨代替直线模组,减小导轨变形。