降低浓缩果汁中不溶物含量的技术研究与产业应用
2019-06-14曲昆生郝亚斌蔡晋于东华孟秀芹包振
曲昆生,郝亚斌,蔡晋,于东华,孟秀芹,包振
(烟台北方安德利果汁股份有限公司,山东烟台264100)
果汁加工行业中普遍采用超滤设备截留果汁中的不溶性物质及大分子物质,以保证浓缩清汁的质量[1-4]。然而,当潴留罐截留的不溶物含量达到25%~35%时,现行的超滤工艺要求超滤停止加工果汁而对潴留罐罐底物进行加水提糖处理,将其中大部分糖分提取出来,当罐底物中果汁糖度为2%时全部排空,通常超滤每运行20~24 h进行一次提糖。生产后期,当原料的成熟度较大时,酶解汁中不溶物含量明显升高,超滤每运行13~16 h潴留罐罐底物即需要提糖。提糖频率增高,一方面造成了耗水、蒸发器耗能、糖分损失、增加了污水的排放量,另一方面增加了生产成本、降低了生产效率。目前,文献中报道的不溶物控制技术主要集中在对前处理、离心分离、卧螺分离、超滤等技术的相关研究上[5]。本文以烟台富士苹果、陕西和山西秦冠苹果为原料,对降低果汁加工过程的不溶物含量的技术进行了探索。通过在酶解工序中添加复合纤维素酶来降低酶解汁中的不溶物含量、提高超滤通量、延长超滤运行时间,以实现浓缩果汁生产的产业化。
1 材料与方法
1.1 材料与试剂
富士苹果:产自山东省烟台市牟平区;秦冠苹果:产自陕西省白水县及山西省永济市;苹果汁:取样于烟台北方安德利果汁股份有限公司生产车间。
酶制剂:复合纤维素酶,酶活力10 000 U/g,上海嘉衡生物科技有限公司。复合纤维素酶的主要成分包括:内切葡聚糖酶20%~60%,外切葡聚糖酶30%~50%,β-葡萄糖苷酶10%~20%。复合纤维素酶中的内切葡聚糖酶:产生寡聚纤维素;外切葡聚糖酶,作用于寡聚纤维素,产生纤维二糖;β-葡萄糖苷酶(纤维二糖酶)作用于纤维二糖,产生葡萄糖。
1.2 仪器与设备
FWC-4破碎机,德国BELLMER公司;BFRU2500LR榨汁机,德国FLOTTWEG公司;40 t酶解及超滤潴留罐,烟台永盛金属结构有限公司;25 m3/h超滤机,南京凯米科技有限公司;L600离心机,长沙湘仪离心机仪器有限公司。
1.3 苹果汁的制作工艺流程
1.3.1 工艺流程
苹果汁的加工工艺流程见图1。

图1 苹果汁的加工工艺流程图Fig.1 Flow chart of apple juice
1.3.2 操作要点
(1)原料破碎
清洗后的原料果采用破碎机破碎成果浆。
(2)压榨
使用榨汁机对果浆进行压榨,保留果汁,将果皮等果渣排出。
(3)高温瞬时杀菌
将果汁进行高温瞬时杀菌,同时将其中的淀粉糊化。杀菌温度≥98℃,杀菌时间≥30 s。
(4)酶解
在酶解罐中添加果胶酶、淀粉酶,将果汁中的果胶、淀粉等大分子物质分解,以提高果汁色值及其稳定性、超滤通量。果胶酶及淀粉酶的使用量以果胶、淀粉检测为阴性结果为标准。果汁酶解温度为50~55℃。
(5)超滤
酶解后的果汁通过潴留罐进入超滤设备,经过超滤膜进行过滤,进一步滤除果汁内大颗粒和大分子物质。超滤膜孔径为0.02~0.2 μm,截留不溶物含量≤35%,允许可溶性固形物含量≤18%。
1.4 试验方法
果汁加工过程中,在按常规工艺、常规添加量添加果胶酶、淀粉酶的基础上,酶解工序同时添加复合纤维素酶,研究其添加量、作用时间对酶解汁不溶物含量、超滤通量以及超滤有效运行时间的影响。
酶解温度50~55℃,酶解时间30~75 min(依据烟台北方安德利果汁股份有限公司生产线上酶解汁的酶解温度,果胶酶、淀粉酶的酶解时间)。
1.4.1 复合纤维素酶添加量对酶解汁不溶物含量的影响
根据果汁中果胶、淀粉测定为阴性的生产经验,固定果胶酶的用量为25 mL/t、淀粉酶的用量为20 mL/t,在1.3.2中所述酶解工艺中添加复合纤维素酶,其添加量分别为 0、20、30、50、75、100、150 mL/t,酶解时间为 45 min,研究不同添加量的复合纤维素酶对酶解罐中酶解汁的不溶物含量的影响,确定复合纤维素酶的适宜添加量。
1.4.2 复合纤维素酶酶解时间对酶解汁不溶物含量的影响
复合纤维素酶添加量为50 mL/t,研究复合纤维素酶酶解时间(20、30、45、60、75、90 min)对酶解汁中不溶物含量的影响,确定复合纤维素酶的适宜酶解时间。
1.4.3 添加复合纤维素酶对超滤通量及超滤有效运行时间的影响
固定复合纤维素酶的添加量为50 mL/t,酶解时间45 min,确定复合纤维素酶的添加与否对超滤通量及超滤有效运行时间的影响。其中,以超滤潴留罐中不溶物含量达到35%时计算超滤有效运行时间。
1.5 理化指标的测定方法
1.5.1 果胶及淀粉定性检测方法
果胶的定性检测、淀粉的定性检测均采用GB/T 18963-2012中所示的方法[6]。
1.5.2 不溶物含量
不溶性固形物的检测采用GB/T 18963-2012中所示的方法[6]。
1.5.3 超滤时间的确定
超滤运行13 h后,每0.5 h测定一次超滤潴留罐中不溶物的含量,确定超滤每周期运行时间,即潴留罐不溶物含量达到35%(v/v)所需时间。
1.6 数据处理
所有试验重复3次,所得结果表示为均值。
2 结果与分析
2.1 复合纤维素酶添加量对酶解汁不溶物含量的影响
从表1中可以看出,在酶解工序添加复合纤维素酶可以降低酶解罐中酶解汁的不溶物含量,延长潴留罐中果汁的提糖时间,且随着复合纤维素酶添加量的增大,效果越好。但酶解罐中添加量达到100 mL/t以上时,对不溶物含量的降低效果已不明显。综合考虑酶制剂的作用效果,选择在酶解工序添加30~100 mL/t的复合纤维素酶,酶解时间和酶解温度依据常规工艺下的条件即可。
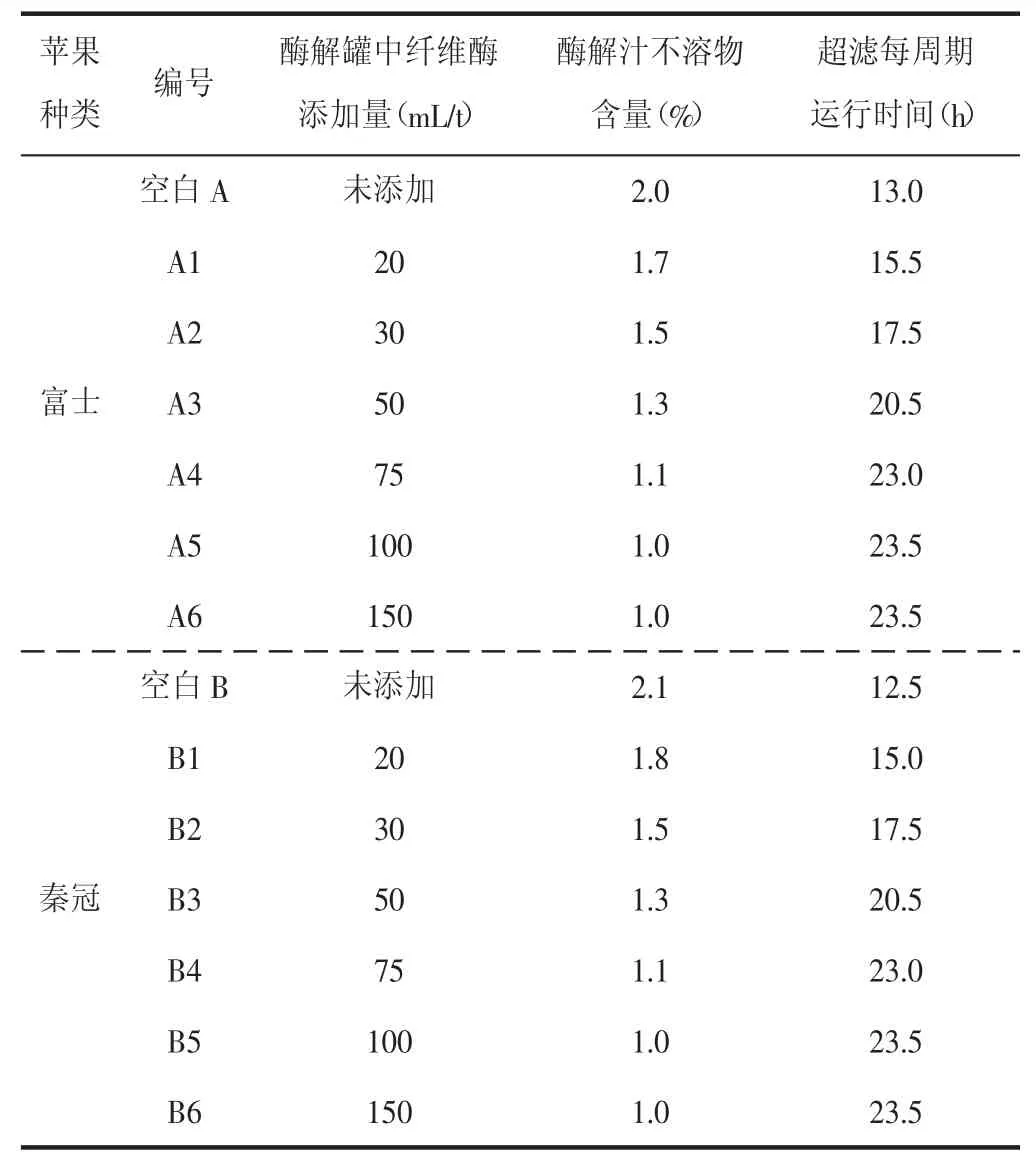
表1 复合纤维素酶添加量对酶解汁中不溶物含量的影响Table 1 The effect of the amount of compound cellulase on the insoluble matter content in enzymatic hydrolysis juice
2.2 复合纤维素酶酶解时间对酶解汁不溶物含量的影响

表2 复合纤维素酶酶解时间对酶解汁不溶物含量的影响Table 2 Effects of adding compound cellulase in insoluble solid content of clarified juice
表2显示的是复合纤维素酶酶解时间对酶解汁中不溶物含量的影响,酶解罐中复合纤维素酶添加量为50 mL/t,酶解汁中不溶物含量随着酶解时间的延长而降低,当酶解45 min之后,酶解汁不溶物含量基本不变。因此,酶解时间为45 min较适宜。
2.3 添加复合纤维素酶对超滤通量及超滤有效运行时间的影响
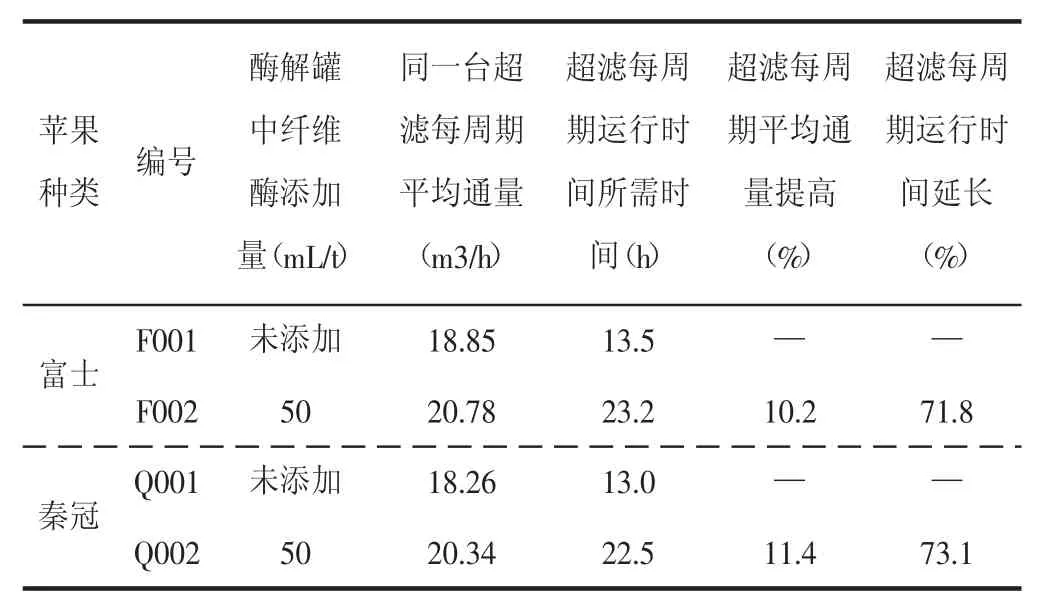
表3 添加复合纤维素酶对超滤通量及超滤有效运行时间的影响Table 3 Effects of adding compound cellulase on ultrafiltration flux and effective operation time
从表3中可以看出,添加50 mL/t复合纤维素酶,超滤每周期运行时间从13.0 h延长到22.5 h以上,超滤每周期运行时间延长71.8%以上,且每周期超滤的平均通量提高10.2%以上。
2.4 不溶物含量降低技术对果汁品质的影响
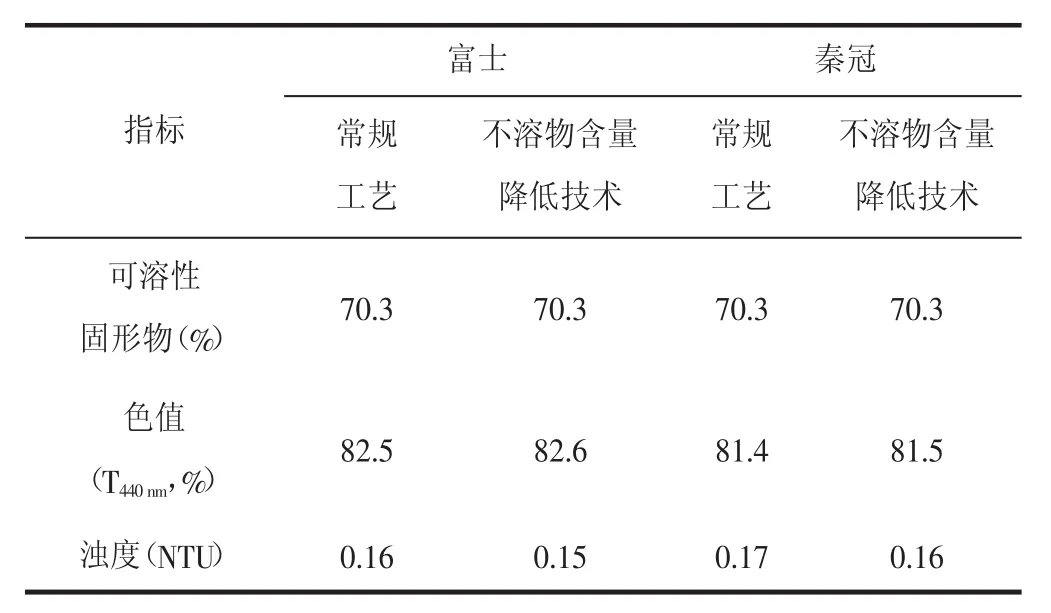
表4 不溶物含量降低技术对浓缩苹果汁品质的影响Table 4 Effects of technology for insoluble solid content reduction on the quality of apple juice concentrate
从表4中可以看出,常规工艺、不溶物含量降低技术中,苹果的可溶性固形物含量、色值、浊度等指标差异不大,因此,不溶物含量降低技术对浓缩苹果汁中的品质没有影响。
2.5 不溶物含量降低技术的产业化
图2、图3为2018年10月15日~12月31日,相同加工条件下,采用原工艺、不溶物含量降低工艺的超滤运行时间、超滤通量的统计结果。通过反复比较实验,确定了完善的不溶物含量降低技术,并实现产业化。从运行结果看,加工成熟度较大的苹果,超滤从每运行13~16 h进行一次提糖延长到20~24 h,超滤每周期有效运行时间提高45%以上;且每周期的平均通量比正常工艺提高10%以上。
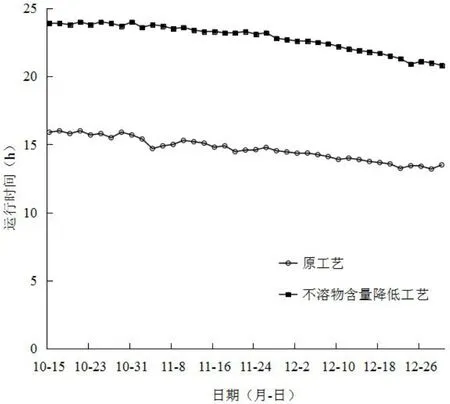
图2 不溶物含量降低技术对超滤有效运行时间的影响Fig.2 The effect of insoluble matter content reduction technology on the effective operation time of ultrafiltration

图3 不溶物含量降低技术对超滤平均通量的影响Fig.3 The effect of insoluble matter content reduction technology on the average flux of ultrafiltration
3 结论
在酶解工序和超滤潴留罐中添加复合纤维素酶可以降低酶解罐中酶解汁的不溶物含量,延迟潴留罐中果汁的提糖时间,且随着添加量的增大,效果越好。但酶解罐中添加量达到100 mL/t,对不溶物含量的降低效果已不明显。综合考虑酶制剂的作用效果,选择在酶解工序添加30~100 mL/t的复合纤维素酶,酶解时间和酶解温度依据常规工艺下的条件即可。采用不溶物含量降低技术,加工成熟度较大的苹果,超滤从每运行13~16 h进行一次提糖延长到20~24 h,超滤每周期有效运行时间提高45%以上;且每周期的平均通量比正常工艺提高10%以上。
