浅谈蚌埠闸防汛交通桥钢管拱肋制造监理的质量控制
2019-06-11余薇薇
余薇薇
一、工程概况
蚌埠闸(分洪道)加固工程主桥结构形式采用三跨简支下承式钢管混凝土拱桥,设置两榀钢管混凝土拱,拱肋截面为圆形,直径1000mm,拱肋管材质为Q345D,壁厚14mm。主桥中跨长60m,边跨长40m,拱肋与系梁固接,两榀拱肋横向间距11.2m,中跨拱肋设置5 道钢管风撑连接两片拱肋,圆形截面直径600mm,壁厚12mm,风撑管内不灌混凝土。
全桥设25 对50 根吊杆,其中主拱11 对22 根,边拱14 对28 根。吊杆纵向间距5m,横向轴线距12m。吊杆张拉端位于梁下锚垫板处,张拉端锚固于系梁梁底。桥型布置图见图1。
二、钢管拱肋制造前期驻厂监理主要进行的工作
审查制造厂与本次拱肋制造有关的关键人员的能力,特殊工种(无损检测、焊工)操作人员和质检员的资质。现场核审制造厂焊工上岗资格的符合情况,并对制造场所的环境进行查看。审查制造厂钢拱肋构件生产计划及具备制造的能力和所用设备的完好状况。审查制造厂报送的工艺文件,加工安装工艺控制措施、工装设备和操作规程等。检查制造厂的检测、检验计量器具的能力范围及校准状态。
三、钢管拱肋制造过程中监理质量和进度控制
1.质量控制
(1)制造拱肋的钢管是外购螺旋卷管成品,厂内采用计算机控制下料分段拼装。重点审查钢管制造厂的出厂质量证明及原材料的材质文件、焊材、防腐涂料等质量证明文件、检验(试验)报告等。
(2)在钢拱肋构件制作时,驻厂监理直接参与对钢管原材料机械性能试验的复检取样工作,经安徽省水利工程质量检测中心检测,其机械性能符合规范要求。
(3)为了确保钢拱肋焊缝的焊接质量,制造厂进行了钢管拱肋焊接工艺评定试验。驻厂监理在现场督促厂内做好焊接工艺评定的试块,送合肥工业大学材料试验室进行拉力、弯曲、冲击等项目的物理试验,其焊缝的机械性能完全满足技术要求。驻厂监理还重点随机核查现场焊接人员对Q345D 钢材焊接时,焊机的电压、电流及焊接速度、CO2气体流量等焊接工艺基本参数的执行情况。
(4)在钢拱肋的整体拼装过程中,监理部制定了“钢拱肋制造过程检验记录表”,对钢拱肋制作的几何尺寸、弧形、弦长、弦高、节间的组装配合偏差和管与管之间对接位置精度、导管中心位置偏差、拱肋上侧水平面的拼装精度、焊缝坡口的形状和尺寸等进行旁站监督。采取班组自检、厂质检人员复检、监理现场再次监督抽样检查的方法,层层把关。要求制造厂做好检验记录,并对检验结果进行审核。对不符合质量要求的焊缝、组装间隙及对接位置等发现的问题,指令制造厂进行整改、返修或返工。
因钢拱肋内部吊杆锚固件的构件种类较多、形状较复杂且拼装空间极其狭小,只能逐套按顺序将吊杆锚固件全部构件安装、焊接、检查合格后,才能进行下一个吊杆锚固件的拼装工作。对钢拱肋内部吊杆锚固件、加劲钢板、钢筋的拼装焊接等项目,驻厂监理重点检查钢拱肋内部钢筋、连接钢板等拼装的数量及位置的正确性和焊接质量,要求对发现的不合格焊缝必须及时进行返工。
(5)钢拱肋的焊缝焊接完成后,在班组自检的基础上,驻厂监理与厂质检人员一起对钢拱肋对接环形焊缝的外观质量进行了平行检验,对焊缝内部的焊接质量采用超声波探伤检验进行了见证监督。为了确认钢拱肋环焊缝的质量,在自检合格的基础上,专门请安徽省水利水电勘测设计院工程质量检测所检测人员,对钢拱肋环焊缝采用超声波复检;按照设计图样的技术要求,又聘请安徽合肥英孚无损检测公司检测人员,对钢拱肋部分焊缝采用X 射线探伤进行检查。
(6)在钢拱肋的拼焊制作完全检测合格后,转入防腐喷砂、除锈工序。监理人员现场见证、检验防腐质量,对钢拱肋除锈表面的清洁度、粗糙度及涂层厚度进行监督控制,防腐质量符合规范和设计的技术要求。
(7)监理人员每日不定时进行现场巡视,发现问题及时解决。
经过制造厂钢拱肋项目部有关工人、技术人员和监理的共同努力,制造出合格的钢拱肋,厂内验收后运往蚌埠闸工地安装。以南侧上游40m 钢拱肋为例,在制作现场检测的数据摘录见表1、表2。
经数据分析,拱肋内弧线与大样实测误差:-1.2~+1.97mm;拱肋上侧面水平误差:0~5mm;上导管中心位置偏差:横向(与原点距离)-2~+2mm;纵向(导管的平面高程)-2~+1mm。
纵向:顺河流方向,“+”导管中心偏上游,“-”导管中心偏下游;横向:垂直河流方向,“+”导管中心偏北侧,“-”导管中心偏南侧。

图1 桥型布置示意图
2.进度控制
在保证拱肋钢构件制作质量的原则上,按照施工现场进度的需要,驻厂监理及时与厂方有关部门联系,进行进度控制工作。因天气极其炎热,厂方随时调整作息时间,加班加点抢进度,基本满足安装施工现场的进度需求。
四、监理工作总结
驻厂监理在对“蚌埠闸(分洪道)加固工程交通桥施工II 标”的钢拱肋制造监理工作中,对原材料进厂到钢拱肋出厂的生产制造全过程进行严格的质量控制,严格按照中水淮河安徽恒信工程咨询有限公司编制的《设备监造人员简明手册》展开监理工作,从而确保了该项目工程的顺利进行。
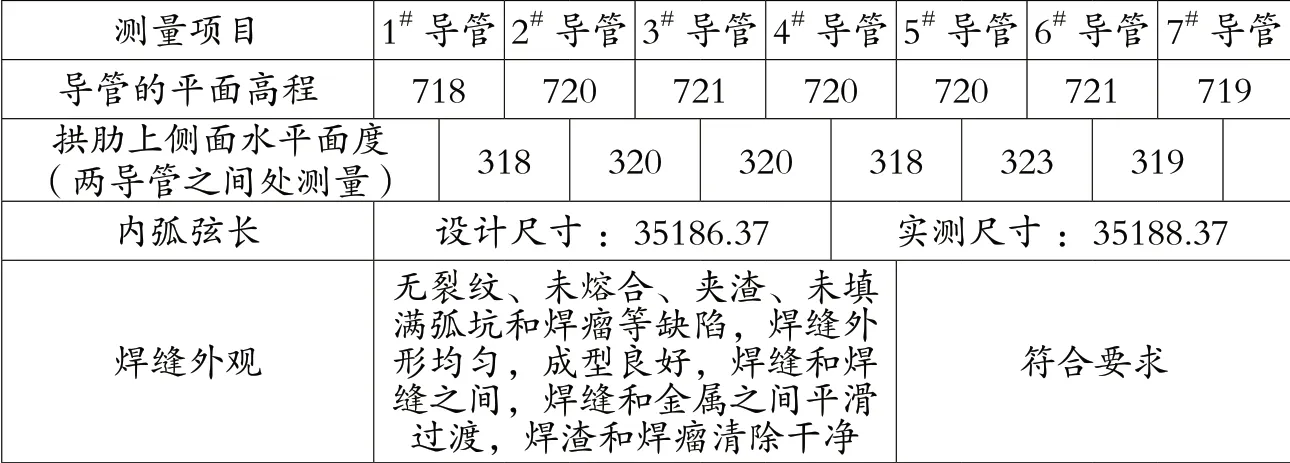
表2 (南侧上游)40m 边跨钢拱肋制作导管及拱肋侧平面实测值表 (单位:mm)
在钢拱肋生产制作过程中,监理人员每天坚持现场巡视,严格对在制产品进行质量控制,关注生产进度和安全生产,及时进行现场检测,严格按照设计图纸及有关规范、技术标准进行监造工作,发现生产制造中的问题能够及时纠正。针对厂内生产状况,多次召开钢拱肋制造质量现场协调会,研究钢拱肋构件制造过程中出现的质量问题,做好相应记录,对需要落实的重要事项进行跟踪核对。在完成监理工作的同时,针对该工程项目的特点、技术质量控制要点等,与制造厂家的施工、质检、技术人员进行技术交流,确保钢拱肋的制造质量。此外,现场监理辅助做好安全文明生产和环境保护工作。同时及时完善监理资料的收集整理工作,做到资料数据真实可靠■
