TIG电弧制备碳化钨熔覆层组织及性能的研究
2019-06-11杨立军王耀伟黄一鸣
杨立军,孙 涛,王耀伟,黄一鸣
TIG电弧制备碳化钨熔覆层组织及性能的研究
杨立军1, 2,孙 涛1,王耀伟1,黄一鸣1, 2
(1. 天津大学材料科学与工程学院,天津 300350;2. 天津市现代连接技术重点实验室,天津 300350)
铁基材料目前已广泛应用在海洋石油开采、先进武器制造等领域,针对其耐磨性差的问题,采用自主研制的药芯焊丝和钨极氩弧焊(TIG)制备含有碳化钨颗粒的熔覆层,利用扫描电子显微镜和X射线衍射仪分析熔覆层的显微组织,通过硬度测试和磨损实验研究熔覆层的力学性能.实验结果表明,通过TIG和药芯焊丝的方式可以制备碳化钨分布均匀的熔覆层.熔覆层中的碳化钨颗粒分为未溶解或少量溶解、部分溶解和完全溶解3种状态,对应的显微硬度分别为2474.7HV0.1、1456HV0.1和735HV0.1,熔覆层基体的平均硬度为616.6HV0.1.未溶解和部分溶解的碳化钨颗粒与基体之间发生元素扩散,碳和钨元素由碳化钨颗粒内部向基体中扩散,铁元素由基体向碳化钨颗粒中扩散,使得碳化钨与基体之间形成冶金结合,基体对碳化钨颗粒起到良好的支撑作用,碳化钨则保护基体免受摩擦副的作用,从而提升熔覆层的耐磨性.完全溶解的碳化钨通过其与基体凝固时形成硬度较高的铸态组织来提升基体的耐磨性能.在与GCr15钢轮对磨的情况下,加载50N的力,实验1h,熔覆层的磨痕宽度为2.5mm,磨损体积为0.4mm3,仅为母材的1/50.
碳化钨熔覆层;钨极氩弧焊;磨损;显微组织
碳化钨作为一种耐磨堆焊的常用材料,因其与铁基材料润湿性好,热膨胀系数小,被广泛地应用在石油工程、军用装备等领域.均匀分布的碳化钨颗粒,可以显著地提高铁基材料熔覆层的硬度和耐磨性.
关于碳化钨熔覆层的制备,从碳化钨粉末的利用方式来看,主要有同步送粉[1]、预制铺粉[2]和旁送 丝[3]3种方式;从焊接方法来看,主要有激光[4]、等离子弧[5]和钨极氩弧焊[2].李福泉等[1]采用同步送粉的形式,研究了碳化钨含量对激光熔覆层组织的影响.实验结果表明,随着碳化钨颗粒的增加,熔覆层的硬度显著提升.英国的Abioye等[6]在Inconel 625中进行激光同步送粉和填充镍基焊丝,通过焊丝来吸收部分激光的热量,降低碳化钨的熔解,使得堆焊层中分布着大量的碳化钨颗粒.范丽等[5]采用等离子弧制备球形碳化钨增强铁基复合层,相比于母材,复合层的磨损率显著降低.袁晓波等[7]采用气体保护药芯焊丝堆焊技术制备耐磨熔覆层,碳化钨颗粒能够与周围铁基体形成抗磨体系,有效地降低熔覆层的磨损量.
相比于激光[8]、等离子弧等方法,钨极氩弧焊(TIG)具有操作简单、应用范围广等特点,并且热输入少,可适当地减少碳化钨的溶解[9].本研究利用自主研制的碳化钨药芯焊丝和钨极氩弧焊制备碳化钨颗粒分布均匀的熔覆层,分析其中的组织以及耐磨 性能.
1 实验材料及方法
实验中,焊丝填充粉末为球形铸造碳化钨颗粒,直径在100μm左右.粉芯丝材外皮选用H08A低碳钢带,成分如表1所示.焊丝直径为1.6mm,填充率为45%.母材为150mm×80mm×8mm的Q345 钢板.
表1 H08A成分

Tab.1 Composition of H08A %
TIG焊钨极直径为3.2mm,采用直流正接方式,焊前打磨钢板,除去表面油污及铁锈.电流为140A,电压为13V,焊接速度为0.06m/min,气体流量15L/min.焊后用电火花线切割机将试件切下来进行组织分析,先用500#、1000#、1500#和2000#的砂纸打磨,然后在抛光机上抛光,使用4%的硝酸酒精溶液腐蚀试样表面.利用带能谱仪的热场发射扫描电子显微镜JSM-7800F进行组织观察和元素分析.用X射线衍射仪Bruker D8 Advanced(铜靶)进行物相分析.采用Wilson 432SVD硬度仪沿着焊缝向母材方向进行维氏硬度测试,加载10s 100的力.
磨损实验前,先将试样加工成尺寸为7mm×7mm×25mm的样品,其中7mm×25mm的熔覆层表面为摩擦面.在MM-200磨损机下进行磨损实验,摩擦副为直径43mm的GCr15轮,转速200r/min,加载力为50N,时间60min.磨损后用读数显微镜测量磨痕的宽度,再利用标准GB/T 12444.2—2006[10]提供的公式计算出磨损体积.采用ZEISS Smartzoom 5 超景深三维智能显微镜观察磨损形貌.
2 实验结果与讨论
2.1 组织形貌
TIG电弧熔覆得到的熔覆层宏观形貌如图1所示.熔宽为8mm,余高为4mm,熔深很小.电弧的大部分能量都被焊丝吸收,形成熔覆金属,母材得到的电弧的热输入很少.从图中可以看到碳化钨颗粒在熔覆层中分布比较均匀.
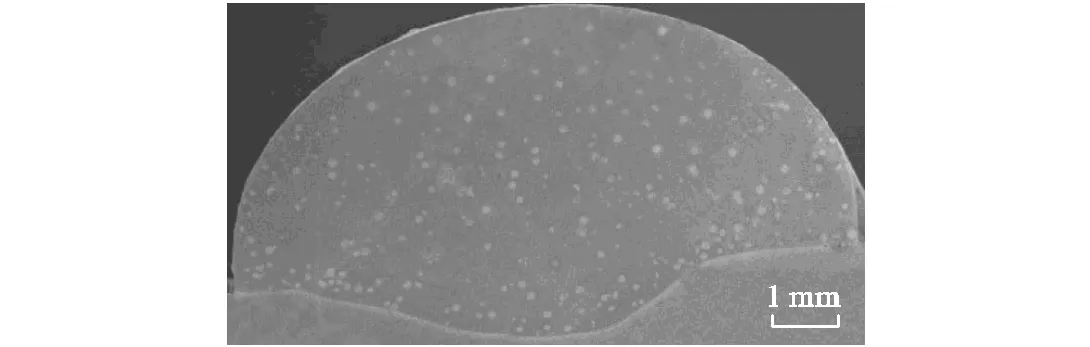
图1 熔覆层的宏观形貌
图2为熔覆层的XRD测试结果,从图中看出,熔覆层中主要分布的是WC、W2C和Fe3W3C 3种相.碳化钨在焊接过程中的溶解为
但是在熔覆层的组织中几乎观察不到W2C的存在,因为它与基体中的铁元素反应生成了Fe3W3C[11],即


图2 熔覆层的XRD分析
根据低倍数下扫描电镜的观察结果(见图3(a))显示,除了熔覆层的基体组织外,碳化钨颗粒的形态可以分成3类:未溶解或少量溶解的碳化钨颗粒(见图3(b))、部分溶解的碳化钨颗粒(见图3(c))以及碳化钨完全溶解后与基体形成的蛛网状组织(见图3(d)).根据表2中的能谱分析结果,图3(b)中处的能谱显示为75%的W元素和25%的C元素,并且保持着碳化钨颗粒的原始形貌.图3(c)显示的是部分溶解的碳化钨颗粒,这是一个亚稳态的状态.中心处保持着与原始碳化钨颗粒近似的组成成分,如表2所示,含有68.55%的钨、29.07%的碳和2.38%的铁,只有少量的铁元素扩散到中心处.
尽管碳化钨的熔点在2360~2460℃[12],电弧的温度足够高时仍然会造成碳化钨的溶解.在电弧热的作用下,完全分解的碳化钨与基体快速凝固,形成蛛网状的铸态组织,如图3(d)所示.同纯金属的结晶过程一样,这个过程也需要经过形核和长大.从图3(e)中可以看到熔覆层中分布细小的Fe3W3C相(处),它的熔点在1548~1637℃,高于基体的熔点.图3(e)的处所示为熔覆层的基体,根据能谱的结果显示,大部分为铁元素,伴有少量的钨元素和碳元素.图3(f)为放大30000倍下的铸态组织扫描图,可以看到蛛网状组织的最小的单位结构,即树枝状组织.据此,可以推断:当熔池由液态凝固时,熔点较高的Fe3W3C相先析出,以之为形核质点,呈现出树枝晶的连续长大机制;多个树枝晶连在一起,形成蛛网状的组织.根据表2的能谱结果显示,图3(f)中呈现亮白色的组织(处)为Fe3W3C,而暗黑色的相(处)中绝大部分元素为铁.因为枝晶与枝干的化学成分不同,枝干先结晶,含高熔点的钨较多,腐蚀时不易浸蚀,呈亮白色;而枝干间含有较多的铁元素,容易浸蚀,呈暗黑色.

表2 图3中各点的能谱结果

Tab.2 EDS results of the spots in Fig.3
图4为未溶解的碳化钨颗粒与基体之间的界面和元素的线扫描分析.从线扫描结果来看,在图4(a)所示的碳化钨颗粒周围有1个约1~2mm的过渡层,过渡层处发生元素的扩散,即W和C元素从碳化钨颗粒中扩散到基体中,Fe元素从基体中逐渐向碳化钨颗粒中扩散.元素的扩散也证明了碳化钨颗粒与周围基体是冶金结合,而非直接镶嵌在基体中.当碳化钨处于部分溶解状态时(见图3(c)),过渡层的区域逐渐扩大,由原来的1~2mm扩展到20mm左右.碳化钨内部的钨元素向熔覆层基体的扩散阻碍了铁元素由基体向碳化钨内部的扩散,所以过渡层中的铁元素明显增多,钨元素急剧下降,碳的含量略有提升.再向外延,碳化钨颗粒的四周已经被分解得支离破碎,看不到原始的形态.
2.2 硬 度
图5(a)为不同组织下的硬度值,熔覆层基体的平均硬度为616.6HV0.1,碳化钨完全溶解后与基体形成的铸态组织的硬度为735HV0.1,部分溶解的碳化钨的硬度为1456HV0.1,而未溶解的碳化钨的平均硬度达到2474.7HV0.1.图5(b)为熔覆层的硬度分布,测量时选取熔覆层上的20个点,间隔0.3mm测量 1次.
图5(b)中方框所示的是未溶解碳化钨的硬度,圆框所示为部分溶解碳化钨的硬度,其余的硬度测试点均在熔覆层的基体和碳化钨完全溶解后与基体形成的铸态组织.溶解的碳化钨与基体由液态快速凝固时形成了在基体中弥散分布的硬质相Fe3W3C,使得熔覆层的硬度显著提升.而部分溶解的碳化钨颗粒尽管周围溶解,中心部分仍保持原始碳化钨的形态,硬度介于未溶解碳化钨的硬度与完全溶解碳化钨的硬度值之间.未溶解的碳化钨颗粒因其自身硬度高,维持在2474HV0.1左右.高硬度的未溶解的碳化钨颗粒对基体起到了良好的保护作用,可以降低熔覆层的磨损.
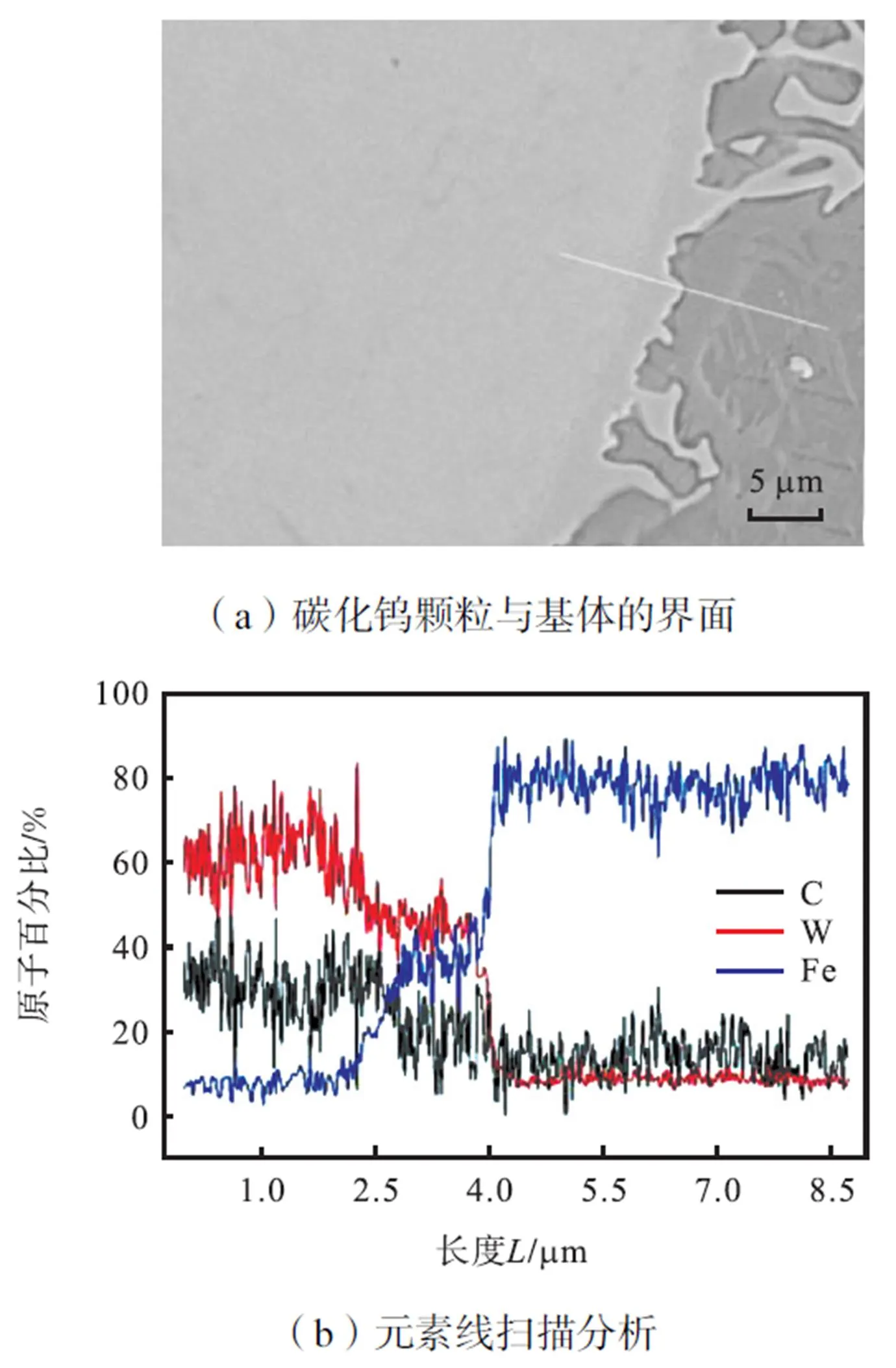
图4 未溶解的碳化钨颗粒与基体界面的元素分布
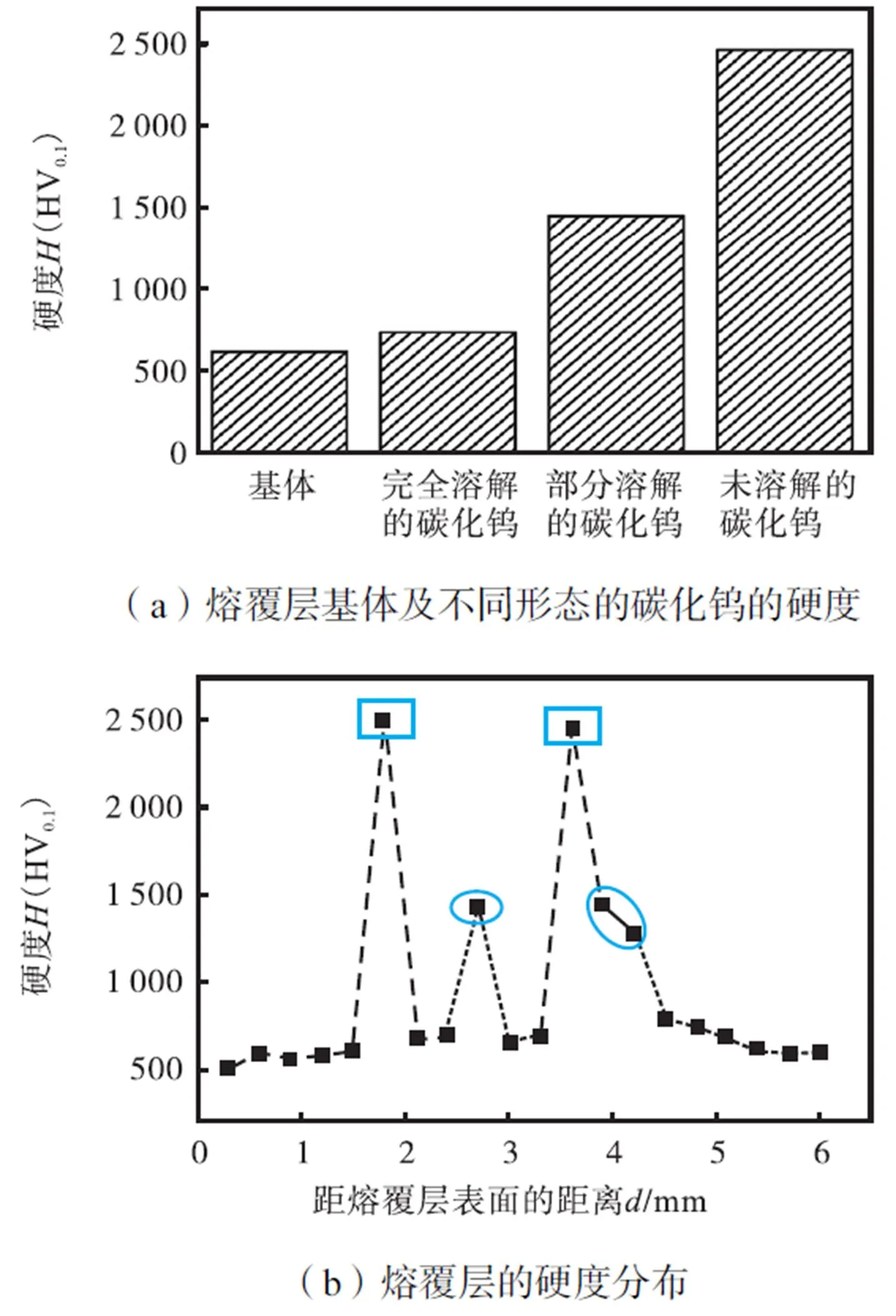
图5 熔覆层的硬度分布
2.3 磨损实验及磨损机制分析
根据磨损实验后的磨痕宽度和式(3)[10]计算出磨损体积

式中:k为磨损体积,mm3;为摩擦副直径,mm;为磨痕平均宽度,mm;为试样宽度,mm.
如图6(a)所示,在前文所述的磨损条件下,母材Q345钢板的磨痕宽度为9mm,磨损体积20mm3,磨损表面主要是粗大的划痕和梨沟(见图6(c)),产生了较大的塑性变形.因为Q345母材的组织主要是由条带状的珠光体和铁素体构成,硬度较低,不含任何抵抗磨损的硬质颗粒,耐磨性差.熔覆层的平均磨痕宽度为2.5mm(见图6(b)),磨损体积为0.4mm3,是母材的1/50.
含有碳化钨颗粒的熔覆层,相比于母材,其耐磨性显著提升.根据磨损实验结果分析,碳化钨颗粒熔覆层耐磨性的提升主要是依靠“阴影效应”和“支撑效应”.“阴影效应”是指当熔覆层表面受到摩擦副的作用时,发生塑性变形,逐渐下凹,碳化钨颗粒凸起并承受摩擦副的冲击和切削,保护其阴影下的基体材料.“支撑效应”是指碳化钨颗粒与基体结合,基体对碳化钨颗粒起到支撑作用.在“阴影效应”和“支撑效应”共同作用下,熔覆层表现出优异的耐磨性[13].
如图6(d)所示,磨损后的熔覆层表面观察到少量的部分脱落的碳化钨颗粒和一些细的划痕.少量的碳化钨在磨损时会脱落,而脱落的颗粒会像刀具一样在涂层表面进行切削,留下一些细的划痕.图6(e)没有观察到划痕,说明碳化钨和基体结合的牢固,并且基体对碳化钨起到了强烈的支撑作用.当摩擦副作用在基体时,基体随着时间慢慢下凹,分布在熔覆层中的碳化钨颗粒逐渐显露出来,使得基体免受摩擦副的影响.

从磨损的机制来看,在母材的磨损过程中,主要是黏着磨损机制起作用.摩擦副与母材Q345刚接触时,在接触点处产生固相黏着.随着摩擦副的转动,两摩擦表面发生相对运动,黏着点受到剪切力的作用,引起母材的塑性变形;而后又会形成新的黏着点,在如此往复的过程中,材料逐渐被磨损,表面形成粗大的划痕和梨沟.在碳化钨熔覆层的磨损过程中,主要是磨粒磨损机制,同时还参杂着少量的氧化黏着磨损.摩擦副刚接触到熔覆层时,会有黏着磨损产生,但是熔覆层的硬度高于母材,本身就有一定抵抗磨损的能力[14].将表面的熔覆层磨损掉,碳化钨颗粒开始暴露出来.根据图3所示,未溶解和部分溶解的碳化钨颗粒与基体之间都存在过渡层,在过渡层中发生原子的扩散,使得碳化钨颗粒与基体紧密结合,基体对碳化钨颗粒起到支撑作用,而碳化钨颗粒起到强大的保护效果,抵抗GCr15钢轮对熔覆层的作用.
图6(f)为磨损后的碳化钨颗粒的元素分析.根据能谱结果,除了铁、钨、碳元素,磨损后的碳化钨颗粒还含有氧元素.按照原子比例显示,处含有56.55%的氧元素和38.36%的铁元素,可以推断碳化钨颗粒中黑色区域的成分为氧化铁.当碳化钨受到摩擦副长时间的作用下,颗粒会遭到一定的损害,裸露出的铁原子与空气中的氧原子结合,生成氧化铁.
3 结 论
(1) 通过TIG填充药芯焊丝的方式,可以获得碳化钨颗粒分布均匀的熔覆层.
(2) 在碳化钨熔覆层中,碳化钨存在着未溶解或少量溶解、部分溶解和完全溶解3种状态.完全溶解的碳化钨与基体快速凝固时,形成蛛网状的铸态组织.少量溶解和部分溶解的碳化钨作为硬质相使熔覆层的硬度显著提升,完全溶解的碳化钨则与基体共同形成Fe3W3C使得熔覆层硬度提升.
(3) 均匀分布的碳化钨颗粒与周围基体达到冶金结合,对熔覆层起到了良好的增强保护作用,使得熔覆层的耐磨性显著提升,在60min、50N的磨损条件下,磨损体积是母材的1/50.
[1]李福泉,冯鑫友,陈彦宾. WC含量对WC/Ni60A激光熔覆层微观组织的影响[J]. 中国激光,2016,43(4):117-123.
Li Fuquan,Feng Xinyou,Chen Yanbin. Influence of WC content on microstructure of WC/Ni60A laser cladding layer[J]. Chinese Journal of Lasers,2016,43(4):117-123(in Chinese).
[2]Tosun G. Ni-WC coating on AISI 1010 steel using TIG:Microstructure and microhardness[J]. Arabian Journal for Science and Engineering,2014,39(3):2097-2106.
[3]王智慧,刘 飞,贺定勇,等. 碳化铌对铁基碳化钨耐磨堆焊合金中碳化钨溶解的影响[J]. 焊接学报,2016,37(3):120-124.
Wang Zhihui,Liu Fei,He Dingyong,et al. Influence of niobium content on WC dissolution in iron-based hardfacing alloy[J]. Transactions of the China Welding Institution,2016,37(3):120-124(in Chinese).
[4]Li F,Gao Z,Li L,et al. Microstructural study of MMC layers produced by combining wire and coaxial WC powder feeding in laser direct metal deposition[J]. Optics & Laser Technology,2016,77:134-143.
[5]范 丽,陈海龑,刘珊珊,等. 球形WC增强铁基复合等离子堆焊层的组织与摩擦学性能[J]. 摩擦学学报,2018,38(1):17-27.
Fan Li,Chen Haiyan,Liu Shanshan,et al. Microstructure and tribological properties of Fe-based composite coatings reinforced by spherical WC particles using plasma using plasma transferred arc[J]. Tribology,2018,38(1):17-27(in Chinese).
[6]Abioye T E,Farayibi P K,Mccartney D G,et al. Effect of carbide dissolution on the corrosion performance of tungsten carbide reinforced Inconel 625 wire laser coating[J]. Journal of Materials Processing Technology,2016,231:89-99.
[7]袁晓波,李 锋,王 娟,等. 保护气体对碳化钨药芯焊丝堆焊层组织及性能的影响[J]. 焊接学报,2017,38(11):71-76.
Yuan Xiaobo,Li Feng,Wang Juan,et al. Influence of shielding gas on microstructure and properties of tungsten carbide flux-cored wire surfacing layer[J]. Transactions of the China Welding Institution,2017,38(11):71-76(in Chinese).
[8]杨立军,孙明升,王金凤,等. DP980超高强钢激光焊接接头组织及性能研究[J]. 天津大学学报:自然科学与工程技术版,2017,50(3):290-294.
Yang Lijun,Sun Mingsheng,Wang Jinfeng,et al. Microstructure and properties of laser welding ultra-high strength steel DP980 joints[J]. Journal of Tianjin University:Science and Technology,2017,50(3):290-294(in Chinese).
[9]Zhang H,Chong K,Xiao G,et al. TIG cladding in-situ nano vanadium carbide reinforced Fe-based ultra-fine grain layers under water cooling condition[J]. Surface and Coatings Technology,2018,352:222-230.
[10]冶金工业信息标准研究院. GB/T 12444.2—2006 金属材料磨损实验方法试环-试块滑动磨损实验[S]. 北京:中国标准出版社,2006.
China Metallurgical Information and Standardization Institute. GB/T 12444.2—2006 Metallic Materials-Wear Test Method-Block-on-Ring Sliding Wear Test[S]. Beijing:China Standards Press,2006(in Chinese).
[11]Li Z,Wei H,Shan Q,et al. Formation mechanism and stability of the phase in the interface of tungsten carbide particles reinforced iron matrix composites:First principles calculations and experiments[J]. Journal of Materials Research,2016,31(16):2376-2383.
[12]Deng D,Xia H,Ge Y. Influence of welding currents on microstructure and microhardness of Ni45 alloy reinforced with spherical tungsten carbides(40 mass%)by plasma transferred arc welding[J]. Materials Transac-tions,2013,54(11):2144-2150.
[13]李祖来,蒋业华,卢德宏. 碳化钨颗粒增强钢铁基表层复合材料[M]. 北京:科学出版社,2017.
Li Zulai,Jiang Yehua,Lu Dehong. Tungsten Carbide Particulate Reinforced Steel Matrix Surface Composites[M]. Beijing:Science Press,2017(in Chinese).
[14]王振廷,陈华辉. 碳化钨颗粒增强金属基复合材料涂层组织及其摩擦磨损性能[J]. 摩擦学学报,2005,25(3):203-206.
Wang Zhenting,Chen Huahui. Microstructure and friction and wear behavior of induction clad Ni-based composite coating reinforced with micro- and nano-WC particulates[J]. Tribology,2005,25(3):203-206(in Chinese).
Microstructure and Mechanical Properties of WC Cladding Layer Made by TIG Welding
Yang Lijun1, 2,Sun Tao1,Wang Yaowei1,Huang Yiming1, 2
(1. School of Materials Science and Engineering,Tianjin University,Tianjin 300350,China;2. Tianjin Key Laboratory of Advanced Joining Technology,Tianjin 300350,China)
Iron-based materials have been widely used in offshore oil exploration,advanced weapons manufactur-ing,and other fields. In order to solve the problem of the poor wear resistance of iron matrix materials,a coating containing tungsten carbide particles was prepared by means of a self-developed flux-cored wire and tungsten inert gas (TIG) welding. The microstructure of the coating was analyzed by scanning electron microscopy and X-ray diffractometry. Mechanical properties of the coating were studied with hardness and wear tests. The experimental results showed that uniform distribution of the tungsten carbide cladding layer could be prepared by TIG welding and flux-cored wire. Tungsten carbide particles in the cladding layer can be divided into three states:undissolved or slightly dissolved, partially dissolved, and completely dissolved. Corresponding microhardnesses would be 2474.7 HV0.1,1456 HV0.1,and 735 HV0.1,respectively. The average hardness of the matrix of the cladding layer was 616.6 HV0.1. Element diffusion occurred between undissolved and partially dissolved tungsten carbide particles and matrix. Carbon and tungsten elements diffused from the tungsten carbide particles to the matrix,while the iron diffused from the substrate to the tungsten carbide. The formation of a metallurgical combination between the tungsten carbide particles and matrix allowed the matrix to better support the particles. Tungsten carbide protected the matrix from the frictional effect of the pairing,thereby improving the wear resistance of the cladding layer. Fully dissolved tungsten carbide can improve the wear resistance of the matrix by forming a cast structure with a higher hardness when solidifying with the matrix. In the case of grinding with a GCr15 steel wheel,a force of 50 N was loaded. After 1 h,the width of the wear mark of the cladding layer was 2.5 mm and the wear volume was 0.4 mm3,or just 1/50 of the base metal.
WC cladding layer;tungsten inert gas(TIG);wear;microstructure
TG442
A
0493-2137(2019)08-0829-07
10.11784/tdxbz201811063
2018-11-22;
2018-12-05.
杨立军(1966— ),男,博士,教授.
杨立军,yljabc@tju.edu.cn.
国家自然科学基金资助项目(51875403).
the National Natural Science Foundation of China(No.51875403).
(责任编辑:田 军)