碱法预处理玉米芯糖化发酵转化酒精工艺优化
2019-06-11刘仲洋赵荣文张秀爽谭丽萍刘同军
刘 彬,连 战,刘仲洋,赵荣文,杨 莉,张秀爽,谭丽萍,刘同军*
(齐鲁工业大学(山东省科学院)生物工程学院,山东 济南 250353)
玉米是我国重要的粮食作物,种植广泛。玉米的大范围种植也产生了以玉米秸秆、玉米芯为代表的数量庞大的农业废弃物[1]。据农业部调查结果显示,我国每年玉米秸秆产量高达2.65亿t,玉米芯的年产量4 000万t以上,合理利用这些废弃物尤为重要[2-3]。
玉米芯中有较高的纤维素与半纤维素含量[3-5],经一定预处理及酶解后可有效实现玉米芯转化为可发酵糖及燃料乙醇的目的[6-8]。不同预处理方法预处理效果不同[9-11],利用碱过氧化氢(alkaline hydrogen peroxide,AHP)法预处理能有效破坏木质纤维素的结构[12-13],增加纤维素酶素与纤维素的有效接触和催化水解率[14-15],提高纤维素及半纤维素酶解效率。同时,选择合适的体系、pH有助于促进纤维素酶与半纤维素酶的催化作用[16-17],提高酶解转化率。此外,不同的发酵方式会对酒精产量和转化率造成很大的影响[18-19]。本研究在碱过氧化氢法预处理的技术上,对酶解pH、底物浓度、酶解温度及酶解时间等影响玉米芯糖化发酵转化酒精工艺的因素进行探讨,并对玉米芯发酵产酒精不同方式的发酵工艺进行了研究,旨在为玉米芯发酵酒精提供一定的理论基础。
1 材料与方法
1.1 材料与试剂
玉米芯:山东德州龙力生物科技有限公司;硫酸、过氧化氢(H2O2)(均为分析纯):莱阳经济技术开发区精细化工厂;NaOH(分析纯):天津博迪化工股份有限公司;纤维素酶(192 mg/mL):丹麦诺维信公司。
1.2 仪器与设备
PB-10 pH计:德国赛多利斯公司;MQD-B3NR恒温振荡培养箱:上海旻泉仪器有限公司;LC-20A液相色谱仪:日本岛津公司;DHG-9075A电热鼓风干燥箱:上海一恒科学仪器有限公司;5804R离心机:德国Eppendorf公司;SQ510C灭菌锅:日本Yamato公司。
1.3 实验方法
1.3.1 碱法预处理玉米芯糖化发酵转化酒精工艺流程
玉米芯→粉碎→热水处理→碱处理→酶解→发酵
1.3.2 操作要点
玉米秸秆热水处理:称取一定量玉米芯于1000mL三角瓶中,设计底物浓度为10%,称取3.00g NaOH颗粒于烧杯中,用10mL蒸馏水溶解,搅拌均匀后将NaOH溶液倒入三角瓶,添加蒸馏水290 mL。置于80℃水浴锅中浸提60 min,之后去掉液体部分,固体部分用蒸馏水冲洗至中性,风干备用。
碱过氧化氢预处理:设计底物浓度为10%,称取一定量经热水处理的玉米芯于50 mL三角瓶中。称取0.30 g NaOH颗粒于烧杯中,10mL蒸馏水溶解,加入0.9mL 30%H2O2溶液(添加量0.1 g/g玉米芯),混匀后倒入三角瓶中,继续加入蒸馏水19.1 mL。置于30℃、170 r/min条件下振摇24 h,每隔2 h用5 mol/L NaOH调节一次,使pH保持在11.7~11.9。
酶解:称取3.0 g玉米芯于50 mL三角瓶中,碱预处理后用72%H2SO4调节酶解初始pH,添加一定量纤维素酶,在一定酶解温度条件下酶解一定时间。
发酵:准确称取15.0 g热水处理玉米芯,碱预处理后加入0.5%蛋白胨,115℃灭菌20 min,添加一定量纤维素酶,在一定酶解温度条件下酶解一定时间,接种干酵母,置于一定温度条件下发酵一定时间。
1.3.3 玉米芯酶解工艺优化
(1)玉米芯酶解加酶量的选择
称取3.0g玉米芯于50mL三角瓶中,碱预处理完毕后用72%H2SO4调节pH至5.0,纤维素酶的添加量分别为5 mg/g、10mg/g、15mg/g、20mg/g、30mg/g、50mg/g,50℃酶解24h,考察酶添加量对葡萄糖和木糖转化率的影响。
(2)玉米芯酶解初始pH的选择
称取3.0 g玉米芯于50 mL三角瓶中,碱预处理完毕后分别调节初始pH至4.6、4.8、5.0、5.2、5.5,纤维素酶添加量为20 mg/g,50℃酶解24 h,考察酶初始pH对葡萄糖和木糖转化率的影响。
(3)玉米芯酶解不同底物浓度的选择
称取3.0 g玉米芯于50 mL三角瓶中,碱预处理后用72%H2SO4调节初始pH至5.2,添加纤维素酶20 mg/g,分别在酶解底物浓度为5%、10%、15%、20%、25%、30%条件下,50℃酶解24 h,考察酶解底物浓度对葡萄糖和木糖转化率的影响。
1.3.5 不同发酵方式对乙醇产量的影响
分步发酵:称取热水处理玉米芯玉米芯15.0 g,按照上述实验方法酶解后,离心去除固形物。上清液加0.5%蛋白胨后115℃灭菌20 min,干酵母接种量为底物质量的5%,置于30℃、170 r/min条件下振荡发酵80 h,测定葡萄糖、木糖及乙醇产量并计算其转化率。
半同步发酵:准确称取15.0 g热水处理玉米芯,碱预处理后加入0.5%蛋白胨115℃灭菌20 min,加酶20 mg/g纤维素50℃酶解4 h后,按照底物质量的5%接种干酵母,置于30℃、170 r/min条件下振荡发酵80 h,测定葡萄糖、木糖及乙醇产量并计算其转化率。
同步发酵:准确称取15.0 g热水处理玉米芯,碱预处理后加入0.5%蛋白胨115℃灭菌20 min。加酶20 mg/g纤维素,干酵母接种量为底物质量的5%,置于30℃、170 r/min发酵条件下振荡发酵80 h,测定葡萄糖、木糖及乙醇产量并计算其转化率。
1.3.6 分析检测
纤维素、半纤维素及木质素测定参照美国国家可再生能源实验室(National Renewable Energy Laboratory,NREL)的测定标准《生物质中结构碳水化合物和木质素的测定》[20];葡萄糖、木糖及乙醇浓度使用高效液相色谱进行测定,其色谱条件为:色谱柱Aminex-87 H色谱柱(300 mm×7.8 mm),检测器为示差-折光检测器,流动相为0.005 mol/L H2SO4,柱温65℃,流速0.6 mL/min,通过建立标准曲线回归方程对糖浓度及乙醇浓度进行计算,葡萄糖、木糖及乙醇转化率计算公式如下:

式中:X、Y、Z分别为葡萄糖、木糖及乙醇转化率,%;C1、C2、C3分别为葡萄糖、木糖及乙醇质量浓度,g/L;V为样品体积,mL;m为样品质量,g;w1为纤维素含量,%;w2为半纤维素含量,%;0.9为纤维素转换为葡萄糖的转化系数;0.88为半纤维素转换为木糖的转化系数;0.511为葡萄糖转换为乙醇的转化系数。
2 结果与分析
2.1 玉米芯成分分析
玉米芯成分分析的结果见图1。
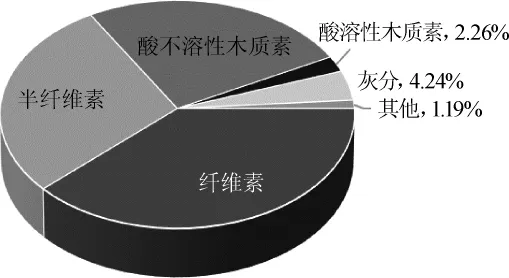
图1 玉米芯成分分析Fig.1 Composition analysis of corncob
由图1可知,玉米芯纤维素含量为38.05%,半纤维素含量为28.41%,酸不溶性木质素含量为25.85%,此外,还有4.24%灰分及1.19%其他成分。该结果与其他的一些研究[21]得出的玉米芯成分接近。与玉米秸秆相比,玉米芯纤维素及半纤维素含量更高,不同地区、玉米的品种、成分分析的方式等差异均能导致玉米芯成分之间的差异[22]。
2.2 热水处理玉米芯成分分析
按照1.3.2节中方法热水处理玉米芯,分析热水处理前后其成分的变化,结果见图2。
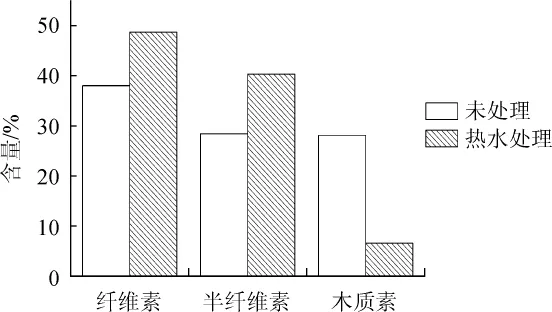
图2 热水处理前后玉米芯成分分析比较Fig.2 Comparison of corncob composition analysis before and after hot water treatment
由图2可知,热水处理之后的玉米芯成分相对于未处理的玉米芯成分有很大的变化,纤维素含量为48.72%,半纤维素含量为40.37%,相对含量分别提高了28%和42%,而木质素的相对含量降低至6.6%左右。因为热水处理过程破坏了玉米芯中纤维素、半纤维素、木质素之间致密的连接,打破了“钢筋混凝土”的框架,结构变得疏松从而增加了比表面积,更利于之后的预处理和酶解过程;另一方面,热水处理之后,水洗可以去掉预处理液中大部分抑制物,因此可以大大提高酶解效率和乙醇产量。
2.3 玉米芯酶解条件优化结果
2.3.1 玉米芯酶解加酶量的确定
不同纤维素酶添加量对酶解效率的影响结果见图3。
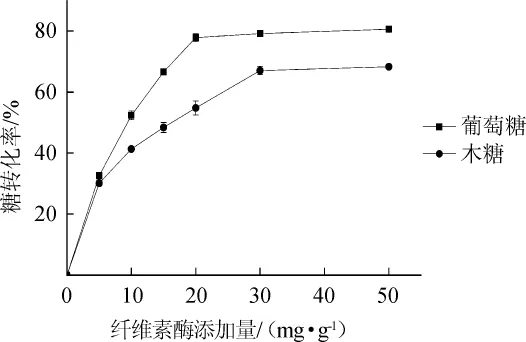
图3 不同纤维素酶添加量对葡萄糖和木糖转化率的影响Fig.3 Effect of different cellulase addition on conversion rate of glucose and xylose
由图3可知,葡萄糖与木糖酶解趋势基本一致。当纤维素酶添加量在5~20 mg/g时,葡萄糖转化率随加酶量增加逐渐升高,当加酶量高于20 mg/g后转化率趋于平稳,并在酶添加量为50 mg/g时葡萄糖转化率达到最高值为80.60%,与酶添加量为20 mg/g时葡萄糖转化率(77.83%)相比提高较小;而当加酶量在5~30 mg/g时,木糖转化率随加酶量增加逐渐升高,加酶量高于30 mg/g后趋于平稳,并且葡萄糖转化率高于木糖转化率。实验中所用酵母只能利用葡萄糖,所以只考虑葡萄糖转化率即可。因此,选择纤维素酶最适添加量为20 mg/g。
2.3.2 玉米芯酶解初始pH的确定
不同酶解初始pH对酶解效率的影响结果见图4。由图4可知,酶解初始pH值为5.2时葡萄糖和木糖转化率达到最高值:葡萄糖转化率为79.77%,比初始pH 4.8、pH 5.0和pH 5.5分别高出1.15%、0.5%和3.16%;木糖转化率为75.01%,较初始pH 4.8、pH 5.0和pH 5.5分别高出1.24%、2.6%和3.18%。结果表明,酶解pH值为5.2时更有利于纤维素酶催化活性的发挥。因此,选择最适酶解初始pH值为5.2。
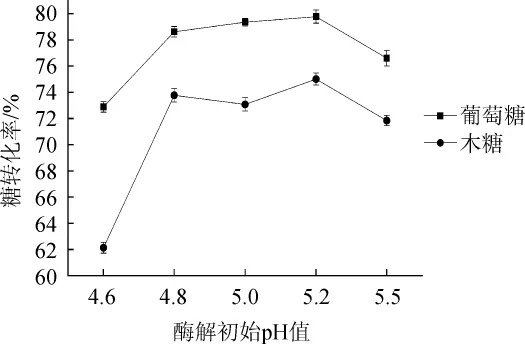
图4 不同酶解初始p H值对葡萄糖和木糖转化率的影响Fig.4 Effect of different enzymolysis initial pH on conversion rate of glucose and xylose
2.3.3 酶解底物浓度的确定
不同底物浓度对酶解效率的影响结果见图5。由图5可知,随着底物浓度在5%~30%范围内提高,葡萄糖和木糖转化率逐渐下降,且下降趋势呈非线性关系。在5%底物浓度下,葡萄糖及木糖转化率分别为88.74%、82.89%,但葡萄糖与木糖浓度则分别为17.73 g/L、12.65 g/L,处于相对较低的水平。10%底物浓度时,葡萄糖和木糖浓度较高,其转化率与底物浓度为5%时相差不大。底物浓度提高至20%时,而葡萄糖与木糖浓度则分别达到了56.41 g/L、40.08 g/L,处于相对较高的水平,但葡萄糖及木糖转化率降低至71.12%,66.17%。底物浓度升高,转化率降低是因为体系水分活度的降低,不利于传质作用,酶蛋白不能和底物充分接触;另外底物浓度提高会导致酶抑制物浓度的升高及高糖产物的反馈抑制,从而纤维素酶酶活降低,最终影响转化率。这与之前的研究[3,23],玉米秸秆不同底物浓度下酶解液葡萄糖与木糖浓度及转化率趋势基本一致,但是糖转化率稍有不同,可能是因为原料和原料预处理方法不同造成的。因此,选择最适酶解底物浓度为10%。
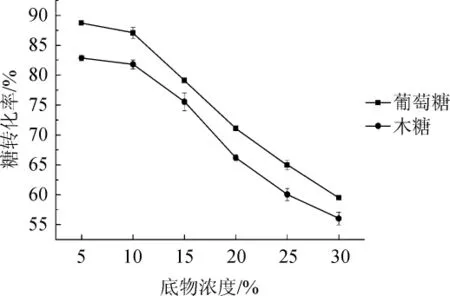
图5 不同底物浓度对葡萄糖和木糖转化率的影响Fig.5 Effect of different substrate concentration on conversion rate of glucose and xylose
2.4 玉米芯不同发酵方式对乙醇产量的影响
不同发酵方式对玉米芯糖化发酵转化酒精的影响,结果见表1。由表1可知,3种发酵方式之间酒精产量没有显著差别。70 h时,半同步发酵酒精产量要高于其他两种方式,发酵时间达到80 h时,分步发酵酒精产量16.84 g/L,同步发酵和半同步发酵酒精产量相近,但都比分步发酵产量低0.6 g/L左右。原因是后两种发酵方式酶解过程不彻底,发酵液中还存在未酶解的纤维素,葡萄糖含量少所以酒精产量稍低。王许涛等[24]使用稀酸预处理稻草,同步糖化发酵108 h,乙醇含量为11.16 g/L,酒精得率低于本研究结果,且其理论酒精转化率仅为40%,明显低于本实验的转化率,这可能与预处理方法的选择有直接关系。
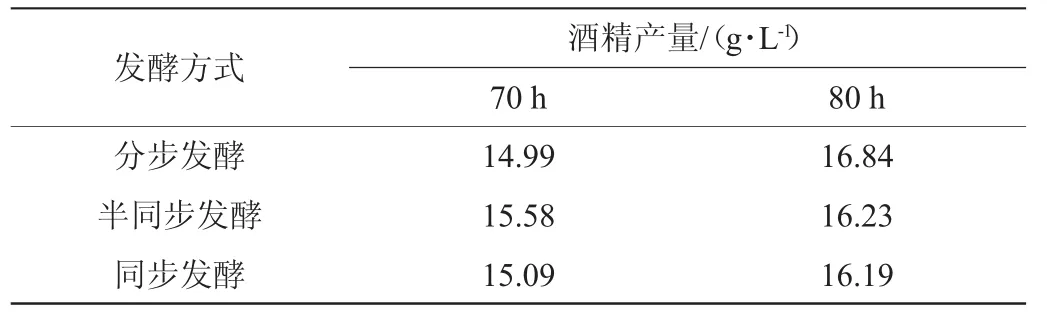
表1 玉米芯不同方式发酵酒精产量Table 1 Alcohol yield of corn cob fermented in different ways
3 结论
碱法预处理玉米芯能有效提高酶解转化率,50℃酶解时间24 h,在底物浓度为10%,纤维素酶添加量为20 mg/g,初始pH值为5.2时,玉米芯酶解葡萄糖转化率达到85%以上,木糖转化率达到80%以上。对预处理后的玉米芯30℃进行糖化24h发酵80h,分步糖化发酵中,酒精产量为16.84g/L,为酒精转化率理论值的61.9%;半同步糖化发酵和同步糖化发酵酒精产量也分别达到了16.23 g/L和16.19 g/L,有效实现了利用玉米芯转化酒精的目的,但热水处理后发酵方式对酒精产量影响较低。
