新型奶啤饮料的工艺优化及品质评价
2019-06-11王凌琴李浩然闫苗苗郑煜黉刘红娜
王凌琴,李浩然,闫苗苗,郑煜黉,陈 明,刘红娜*
(西北民族大学 生命科学与工程学院,甘肃 兰州 730030)
奶啤又称“奶香槟”,是以鲜牛奶作为原料,利用二次生物发酵技术酿制的一种高附加值、低醇(0.5%vol~2.5%vol)、含二氧化碳的高级乳制饮品[1-3]。奶啤口感酸甜,有机地将酸奶和啤酒的香气糅合在了一起,形成了奶啤特有的香气[4]。同时具有维持肠道内益生菌群多样性[5],调整肠道运动[6]改善便秘[7]、提高人体免疫力[8]、低酒精度、泡沫丰富、适度的二氧化碳、酸甜可口、营养全面的特点[9]。
随着我国乳品工业的快速发展,奶啤的开发研究也不断深化。奶啤在口感、风味、保健、营养方面获得了广大消费者的认同,市场前景广阔[10]。但是目前奶啤仍存在一些问题,国内奶啤生产商大多采用市售的酿酒酵母(Saccharomyces cerevisiae)进行奶啤发酵,造成产品的口味雷同,品种单一,酵母馊味较重[11];生产过程中由于需要添加大量酒花、麦芽等原料,造成生产工艺复杂,成本偏高,不能很好的适应市场的要求[12]。为解决上述问题,许多专家学者对奶啤的工艺进行了多方面的试验,研究主要集中在配方[13-16]、发酵菌种[17-19]等方面的改善。目前,生产奶啤使用的乳酸菌主要是嗜热链球菌(Streptococcusthermophilus)、保加利亚乳杆菌(Lactobacillus bulgaricus),鲜少使用干酪乳杆菌(Lactobacillus casei)作为奶啤的发酵剂。干酪乳杆菌发酵乳饮料能避免沉淀的产生,保持酒体泡沫丰富[20],增强奶香和醇香风味,更好地改善口感。
本试验以奶啤感官评定、酒精度、酸度为评价指标,以鲜牛奶、麦芽和酒花为主要原料,通过从益生菌饮料养乐多中分离纯化的干酪乳杆菌与啤酒酵母进行二次发酵研制新型奶啤,通过单因素及正交试验,对酵母菌接种量、啤酒原浆与原发酵乳的体积比、发酵温度、发酵时间等工艺参数进行研究,确定其最佳工艺条件,并对其质量进行分析,旨在为奶啤工业化生产提供参考依据。
1 材料与方法
1.1 材料与试剂
鲜牛奶(水分86.5%、脂肪3.5%、蛋白质3.2%、灰分1.3%、乳糖4.5%):西北民族大学养殖场;脱脂奶粉:新西兰恒天然集团;麦芽汁及酒花:大连杰菲食品有限公司;蔗糖:市售;干酪乳杆菌(Lactobacillus casei):本实验室从养乐多中分离得到;啤酒酵母M54:英国Imake公司;蛋白胨、牛肉膏、酵母提取物、吐温-80、琼脂、硫酸镁、葡萄糖、柠檬酸二胺、邻苯二甲酸氢钾、乳糖、乙酸钠、磷酸氢二钾、硫酸锰、碳酸钙、氢氧化钠、体积分数为95%乙醇:国药集团化学试剂有限公司。实验所用试剂均为分析纯或生化试剂。
1.2 仪器与设备
JA2003N型电子天平:上海精密仪器有限公司;TGL16M型离心机:长沙市易达科贸公司;MC-3032S高压蒸汽灭菌锅:Midorigaoka公司;PB-10酸度计:北京赛多利斯仪器系统有限公司;DHP-9272恒温培养箱:上海一恒科学仪器有限公司;DHG-9241A型电热恒温干燥箱:上海精宏实验设备有限公司;酒精计:河北省河间市黎民居仪表厂。
1.3 方法
1.3.1 奶啤加工工艺流程[13]
鲜牛奶→预处理→离心脱脂→加糖→杀菌→均质→冷却→接种→发酵→冷却后熟→原发酵乳液→后发酵(二次发酵)→过滤→杀菌→成品(奶啤)
1.3.2 操作要点
原料预处理:新鲜牛奶用100目纱布过滤,以除去杂质。
离心脱脂:将过滤后的鲜奶放入离心机中以4500r/min的转速离心20 min,进行乳脂分离,得到脱脂牛奶。
加糖、杀菌、冷却:在脱脂牛奶中加入8%的蔗糖,并搅拌均匀,在65℃、15 min条件下杀菌,并冷却至45℃。
均质:将杀菌后的脱脂牛奶在15~20MPa压力下均质,使产品口感细腻,提高稳定性[21]。
生产发酵剂的制备[22]:将干酪乳杆菌接入灭菌的12%脱脂乳粉培养基中,在37℃恒温培养至凝固,即为母发酵剂,再进行扩大培养,直至凝固时间均在8 h,即制得生产发酵剂,冷藏备用。
接种、发酵[22]:脱脂处理后的牛奶中接入5%的生产发酵剂,在37℃条件下发酵18 h。
冷却后熟[23]:将发酵好的酸乳放入4℃条件下进行后熟发酵12 h,使发酵乳形成良好风味,得到原发酵乳液。
啤酒酵母活化[13]:取8°P煮沸麦芽汁50 mL,加等量的无菌水,迅速冷却至18~20℃,加入2 g啤酒酵母,进行保温活化。在活化过程中摇床转速应控制在200 r/min,使得麦芽汁和酵母均匀接触,活化2 h后备用。
啤酒原浆的制备[24]:将麦芽汁(含酒花)进行高压灭菌(121℃,20 min),取300 mL冷却后的麦芽汁接入一定量的活化酵母液。发酵温度为20℃,发酵48h后,残糖降至4°Bx,降温至10℃排渣,即得到啤酒原浆。
二次发酵:将啤酒原浆与原发酵乳液按照一定比例加入混合后进行二次发酵(后发酵),发酵温度28℃,发酵时间16 h,酒精度为2.0%vol~2.5%vol时后发酵完成,然后降温至0℃。
过滤、杀菌:贮酒4 d后进行过滤(8层纱布),再以70℃、15 min条件进行后杀菌,即得奶啤成品。
1.3.3 奶啤发酵工艺优化单因素试验
活化酵母接种量分别为3%、4%、5%、6%、7%,蔗糖添加量分别为6%、7%、8%、9%、10%,将啤酒原浆与原发酵乳按9∶1、8∶2、7∶3、6∶4、1∶1体积比混合,二次发酵温度24 ℃、26 ℃、28 ℃、30℃、32℃,发酵时间8 h、12 h、16 h、20 h、24 h的条件下进行二次发酵。杀菌后取样测定各发酵液酒精度、酸度,并进行感官评定,考察不同酵母接种量、蔗糖添加量、啤酒原浆与原发酵乳体积比、二次发酵温度及二次发酵时间对奶啤品质的影响。
1.3.4 奶啤发酵工艺优化正交试验
以奶啤酒精度、滴定酸度和感官评分为评价指标,以酵母接种量(A)、啤酒原浆与原发酵乳的体积比(B)、二次发酵温度(C)和二次发酵时间(D)为主要影响因素,进行4因素3水平L9(34)正交试验设计,因素与水平见表1。

表1 奶啤工艺条件优化正交试验因素与水平Table 1 Factors and levels of orthogonal tests for process conditions optimization of milk beer
1.3.5 感官评定
采用感官鉴定评分法[25]选评价员20人,按照酸甜比、气味、酒味、口感及组织状态、综合风味在奶啤感官中的重要程度,确定相应评分比例,总分100分,奶啤的感官评分标准见表2。

表2 奶啤的感官评分标准Table 2 Sensory evaluation standards of milk beer

续表
1.3.6 理化指标测定
酒精含量、滴定酸度测定参考文献[26]中的方法进行;蛋白质测定参考NY/T 799—2004《发酵型含乳饮料》[27];可溶性固形物测定参考GB/T 23546—2009《奶酒》[28]。
1.3.7 统计分析方法
试验数据采用Micorosoft Excel 2010和SPSS Statistics 17.0进行分析处理。同时用Duncan"s法进行显著性分析和标准偏差(standard deviation,SD)的计算。
2 结果与分析
2.1 不同单因素对奶啤品质的影响
2.1.1 酵母接种量对奶啤品质的影响
酵母菌接种量对奶啤滴定酸度、酒精度及感官品质的影响结果分别见图1和表3。

图1 酵母接种量对奶啤酒精度和滴定酸度的影响Fig.1 Effect of yeast inoculum on alcohol content and titration acidity of milk beer
由图1可知,随着酵母接种量在3%~7%范围内的增大,酒精度和滴定酸度呈增大趋势;5%接种量发酵的奶啤酒精度、滴定酸度分别为1.6%vol、76.9°T;接种量>5%之后,奶啤酒精度、滴定酸度偏高。结果表明,接种量5%的奶啤酒精度、滴定酸度均较为适宜。
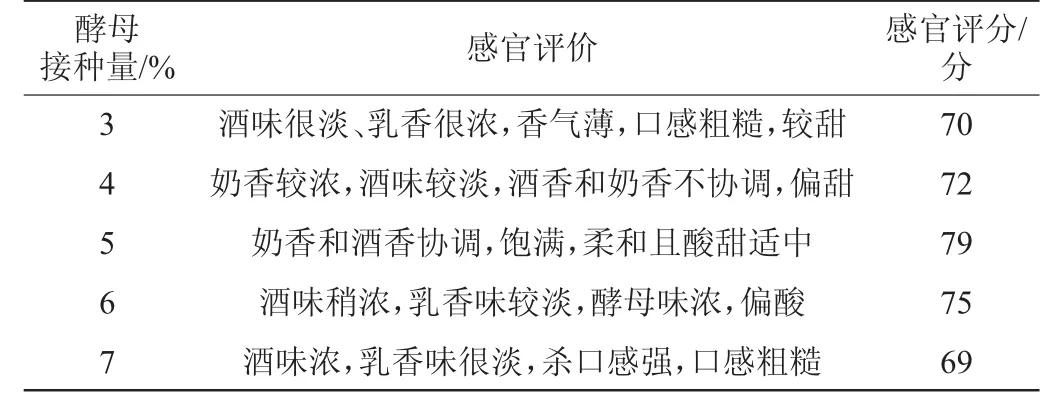
表3 酵母接种量对奶啤感官品质的影响Table 3 Effect of yeast inoculum on sensory quality of milk beer
由表3可知,接种量<5%之前,酸感较大,香味较差,味寡淡;接种量>5%之后,酵母自溶数量会增多,使奶啤产生酵母味或其他异味[30];5%接种量奶啤香味协调,饱满,口感柔和,酸甜适中,感官评分达到最大值,为79分。
因此,综合考虑,酵母接种量为5%时为宜。
2.1.2 啤酒原浆与原发酵乳体积比对奶啤品质的影响
啤酒原浆和原发酵乳的体积比对奶啤滴定酸度、酒精度及感官品质的影响结果分别见图2和表4。

图2 啤酒原浆与原发酵乳的体积比对奶啤酒精度和滴定酸度的影响Fig.2 Effect of volume ratio of beer raw pulp to raw fermented milk on alcohol content and titration acidity of milk beer
由图2可知,随着啤酒原浆与原发酵乳液体积比的减小,酒精度呈下降趋势,滴定酸度呈增大趋势。啤酒原浆与原发酵乳的体积比为9∶1~7∶3时,酒精度过高,滴定酸度过低;啤酒原浆与原发酵乳的体积比为7∶3时,酒精度和滴定酸度分别为2.2%vol、72.8°T;啤酒原浆与原发酵乳的体积比为7∶3~1∶1时,酒精度过低,仅为1.5%vol,而滴定酸度达到82°T。结果表明,啤酒原浆与原发酵乳的体积比为7∶3时,酒精酸度和滴定酸度均较为适宜。
由表4可知,啤酒原浆与原发酵乳的体积比为9∶1~7∶3时,奶啤均表现为酒味重,乳香淡,香味不协调并伴有酵母味;啤酒原浆与原发酵乳的体积比在7∶3时,奶啤口感好,感官评分最高,为76分,且风味醇厚、酸甜适中。啤酒原浆与原发酵乳的体积比为7∶3~1∶1时,奶啤均表现为酒味较淡,奶香较浓,偏酸且有明显絮片。
因此,综合考虑,啤酒原浆与原发酵乳的体积比7∶3为宜。
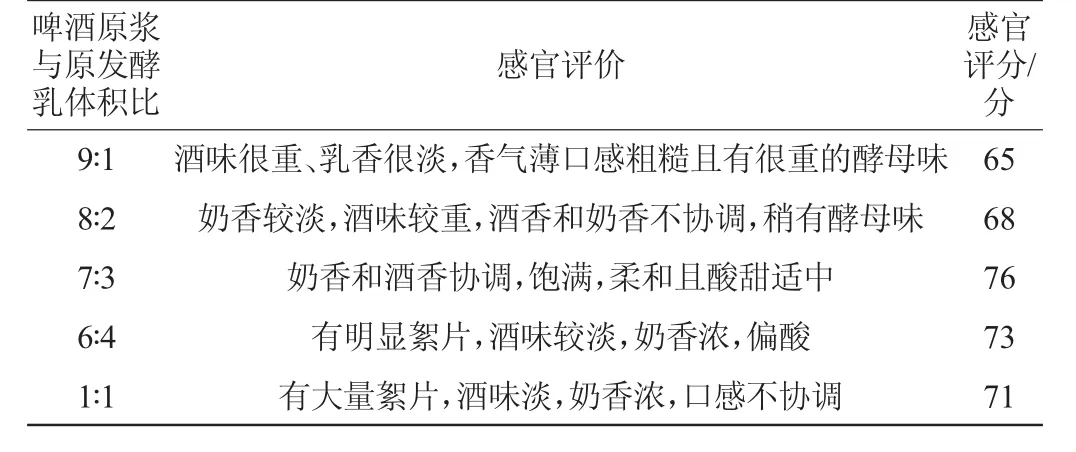
表4 啤酒原浆与原发酵乳的体积比对奶啤感官品质的影响Table 4 Effect of volume ratio of raw beer slurry to raw fermented milk on sensory quality of milk beer
2.1.3 二次发酵温度对奶啤品质的影响
二次发酵温度对奶啤滴定酸度、酒精度及感官品质的影响结果分别见图3和表5。
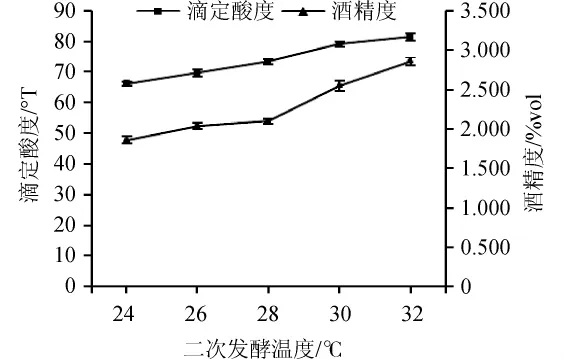
图3 二次发酵温度对奶啤酒精度和滴定酸度的影响Fig.3 Effect of secondary fermentation temperature on alcohol content and titration acidity of milk beer
由图3可知,随着发酵温度在24~32℃范围内升高,奶啤的酒精度和滴定酸度均呈增大趋势。发酵温度低于28℃之前,奶啤酒精度和滴定酸度偏低;发酵温度为28℃时,奶啤酒精度和滴定酸度分别为2.1%vol、71.7°T;发酵温度高于28℃之后,奶啤酒精度和滴定酸度均偏高。结果表明,发酵温度28℃时,奶啤酒精度和滴定酸度均较为适宜。
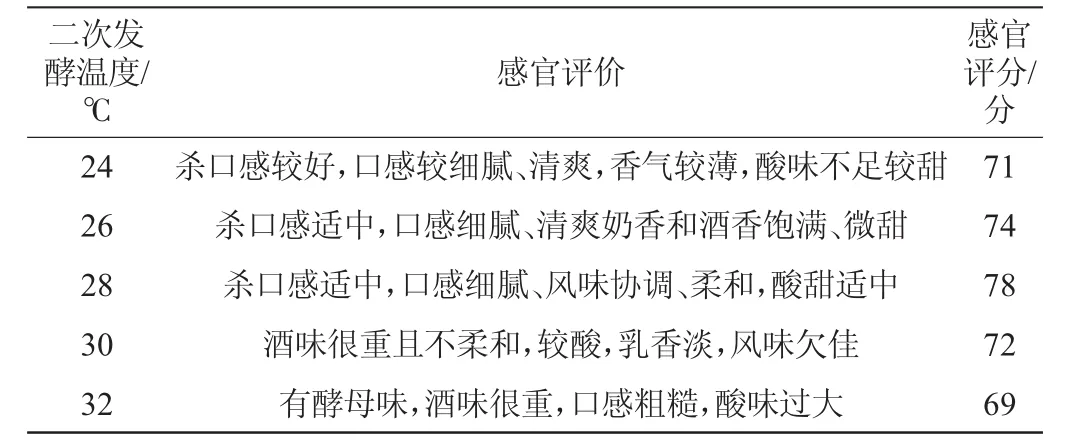
表5 二次发酵温度对奶啤感官品质的影响Table 5 Effect of secondary fermentation temperature on sensory quality of milk beer
由表5可知,发酵温度低于28℃之前,奶啤口感均较为细腻、香气较为适宜,味偏甜;发酵温度为28℃时,杀口感适中,口感细腻、风味协调、柔和,酸甜适中感官评分最高,为78分。发酵温度高于28℃之后,奶啤酒味均较重,口感粗糙且风味较差。
因此,综合考虑,二次发酵温度28℃为宜。
2.1.4 二次发酵时间对奶啤品质的影响
二次发酵时间对奶啤滴定酸度、酒精度及感官品质的影响结果分别见图4和表6。
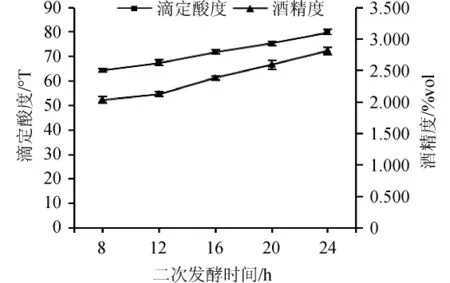
图4 二次发酵时间对奶啤发酵酒精度和滴定酸度的影响Fig.4 Effect of secondary fermentation time on alcohol content and titration acidity of milk beer
由图4可知,随着发酵时间在8~24 h范围内的增加,奶啤酒精度和滴定酸度均呈增大趋势。发酵时间<16 h之前,奶啤酒精度和滴定酸度偏低;发酵时间为16 h时,奶啤酒精度和滴定酸度分别为2.4%vol、71.7°T;发酵时间>16 h之后,奶啤酒精度和滴定酸度均偏高。结果表明,发酵时间为16h时,奶啤酒精度和滴定酸度均较为适宜。

表6 二次发酵时间对奶啤感官品质的影响Table 6 Effect of secondary fermentation time on sensory quality of milk beer
由表6可知,发酵时间<16 h之前,酵母发酵程度低,酒味淡,酸味不足;发酵时间为16 h时,所得的奶啤有较好的风味,酒香和奶香饱满柔和,感官评分最高,为80分;发酵时间>16 h之后,酵母发酵程度高,酒味浓,酵母味浓,风味不协调且味偏酸。
因此,综合考虑,二发酵时间16 h为宜。
2.1.5 蔗糖添加量对奶啤品质的影响
不同蔗糖的添加量对奶啤滴定酸度、酒精度及感官品质的影响结果分别见图5和表7。

图5 蔗糖添加量对奶啤发酵酒精度和滴定酸度的影响Fig.5 Effect of sugar addition on alcohol content and titration acidity of milk beer
由图5可知,随着蔗糖添加量在6%~10%范围内增加,奶啤酒精度和滴定酸度基本呈增大趋势。蔗糖添加量<8%之前,奶啤酒精度和滴定酸度均偏低;蔗糖添加量8%时,奶啤酒精度和滴定酸度为2.1%vol、76.6°T;蔗糖添加量>8%之后,奶啤酒精度和滴定酸度均偏高。结果表明,蔗糖添加量为8%时,奶啤酒精度和滴定酸度均较为适宜。

表7 蔗糖添加量对奶啤感官品质的影响Table 7 Effect of sugar addition on sensory quality of milk beer
由表7可知,蔗糖添加量<8%之前,奶啤均表现为香气单淡薄,味偏酸;蔗糖添加量为8%时,奶啤酒香、乳香协调,口感细腻,酸甜适中,感官评分最高,为80分;蔗糖添加量>8%之后,奶啤香味浓郁,味偏甜。
因此,综合考虑,蔗糖添加量8%为宜。
2.2 奶啤发酵工艺优化正交试验
以奶啤酒精度、滴定酸度和感官评分为评价指标,以酵母接种量(A)、啤酒原浆与原发酵乳的体积比(B)、二次发酵温度(C)和二次发酵时间(D)为主要影响因素,进行4因素3水平L9(34)正交试验设计,结果与分析见表8,方差分析结果见表9~表11。
由表9可知,以奶啤酒精度为评价指标,对结果影响大小顺序为B>A>D>C,即啤酒原浆与原发酵乳的体积比>酵母接种量>二次发酵时间>二次发酵温度;酵母接种量、啤酒原浆与原发酵乳的体积比、二次发酵时间、二次发酵温度差异均极显著(P<0.01),所以选择A2B2C2D2作为奶啤发酵工艺的最优组合。由表10可知,以酸度为评价指标,对结果影响大小顺序为B>C>D>A,即啤酒原浆与原发酵乳体积比是奶啤酸度产生的主要因素,二次发酵温度、二次发酵时间、酵母接种量对奶啤酸度的影响依次减小,接种量未对奶啤酸度产生显著性影响。由表11可知,以感官评分为评价指标,啤酒原浆与原发酵乳的体积比、二次发酵时间、二次发酵温度差异均极显著(P<0.01),以A2B2C2D2最佳奶啤发酵条件组合。

表8 奶啤工艺条件优化正交试验结果与分析Table 8 Results and analysis of orthogonal tests for process conditions optimization of milk beer

表9 以酒精度为评价指标的正交试验结果方差分析Table 9 Variance analysis of orthogonal tests results using alcohol content as evaluation index

表10 以滴定酸度为评价指标的正交试验结果方差分析Table 10 Variance analysis of orthogonal tests results using titration acidity as evaluation index

表11 以感官评分为评价指标的正交试验结果方差分析Table 11 Variance analysis of orthogonal tests results using sensory scores as evaluation index
结果表明,啤酒原浆与原发酵乳的体积比是影响奶啤发酵质量和风味的主要因素,奶啤以A2B2C2D2为最佳生产工艺条件组合,即酵母接种量5%,啤酒原浆与原发酵乳体积比7∶3,二次发酵温度28℃,二次发酵时间16 h。在此优化工艺条件下,酒精度为2.176%vol,酸度为81.356°T,蛋白质含量为0.974%,可溶性固形物含量为13.4%,感官评分为89分。
3 结论
本试验以鲜牛奶、麦芽和酒花为主要原料,从益生菌饮料养乐多中分离纯化的干酪乳杆菌与啤酒酵母进行二次发酵制成新型含乳饮料。通过单因素及正交试验确定奶啤最佳生产工艺条件为:酵母接种量5%,啤酒原浆与原发酵乳的体积比7∶3,二次发酵温度28℃,二次发酵时间16 h。在最佳工艺条件下制得的奶啤各项指标分别为:酒精度2.176%vol,酸度81.356 °T,蛋白质含量0.974%,可溶性固形物含量13.4%,感官评分为89分,酒香和乳香和谐,风味饱满,杀口感较适中,口感细腻、清爽,酸甜适中。
