航天型号产品工艺文件量化应用实践
2019-06-05航天材料及工艺研究所
/航天材料及工艺研究所
在产品生产制造过程中,工艺文件发挥着重要作用,其量化程度影响着产品生产过程的稳定性和生产效率。工艺文件量化既要满足产品技术要求,以达到生产指导作用,又要合理与适度地制定工艺参数,以适应实际生产条件。因此,如何在落实工艺量化要求的同时,又能提高工艺文件的可读性和指导性已成为当前量化控制的瓶颈问题。
2013年,中国航天科技集团有限公司发布航天型号量化控制工作要求,航天材料及工艺研究所作为航天型号产品承制单位,通过深入开展工艺量化工作,充分提高工艺文件的指导性和可操作性,进一步增强产品制造过程的稳定性,切实提高型号产品的工艺可靠性,不断提升型号产品的研制质量和效率。
一、主要工作内容
以CZ-7型号配套产品为典型,其型号产品工艺量化工作流程图,如图1所示。将对影响产品性能、功能和质量的因素全部辨识出来,并加以控制。随着型号研制进程循序渐进,总结提炼量化工作经验并推广至其他型号产品,发挥研究所工艺专家组和工艺专业技术中心的作用,在中国运载火箭技术研究院范围内按专业(产品)统一开展工艺专业量化标准的编制工作,切实指导工艺文件的量化有效性和规范性问题。
1.CZ-7型号产品工艺文件量化实践
一是明确量化控制要素。工艺量化控制要素决定产品质量,若不明确并加以限制,会导致产品无法满足设计指标要求。要素可划分为7项,包括人员要素、设备(含工装、工具)要素、原材料要素、工艺参数要素、生产环境要素、多余物要素和安全性要素。
二是明确量化控制一般要求。工艺量化控制应遵循“参数设计合理最优”和“工作标准协调统一”2项原则。对于量化参数的裕度设计要适度、合理,并充分把握现有的实际生产条件,既不过分强调产品的质量可靠性加严控制要求,增加生产操作和产品实现难度,也不随意调整放宽参数量值范围,失去工艺规程应有的依据和指导作用。各专业不同生产单位之间以及各生产单位内部在制定量化工作标准时,在充分考虑产品生产特点前提下同一专业的量化要素项目应尽量保持统一,同一生产单位内部的量化参数选择标准应保持统一。
人员控制要求。研究所从事型号产品生产人员均需持证上岗,生产前均要进行产前培训及实操训练,人员控制具体要求一般通过岗位操作规范、本岗位应知应会等文件明确。对于特殊要求,如关键工序“三定”对于人员的要求,也可在工艺文件中进行明确。
设备控制要求。设备的功能、精度、状态确认等要求可通过规定设备的具体型号或编号进行限定,工装的类别、精度、使用、状态确认等要求可通过工装使用说明书进行限定,并在工艺文件中明确专用工具和工装设备易损件的使用方法、使用寿命。
原材料控制要求。应在工艺文件中明确产品选用原材料的规格牌号、使用状态、杂质含量等技术要求,明确工艺辅助材料的规格牌号、使用状态、精度指标等技术要求。
生产环境控制要求。应在工艺文件中明确生产环境的温度、湿度、洁净度和静电防护等指标要求。
工艺参数控制要求。对于影响产品性能一致性的工艺参数应进行量化控制,当前工艺参数要求太宽泛的,尤其涉及操作层面定性表述不清晰的,应明确具体量化要求。
工艺参数的量化可通过工艺规范、通用工艺文件、专用工艺文件、作业指导书等形式体现,但需保证能够有效指导操作人员进行生产操作。工艺参数的量化指标可以通过设备设定、工装保证等形式体现。工艺参数控制要素的量化指标应经过充分的试验验证并保证可靠工艺裕度。
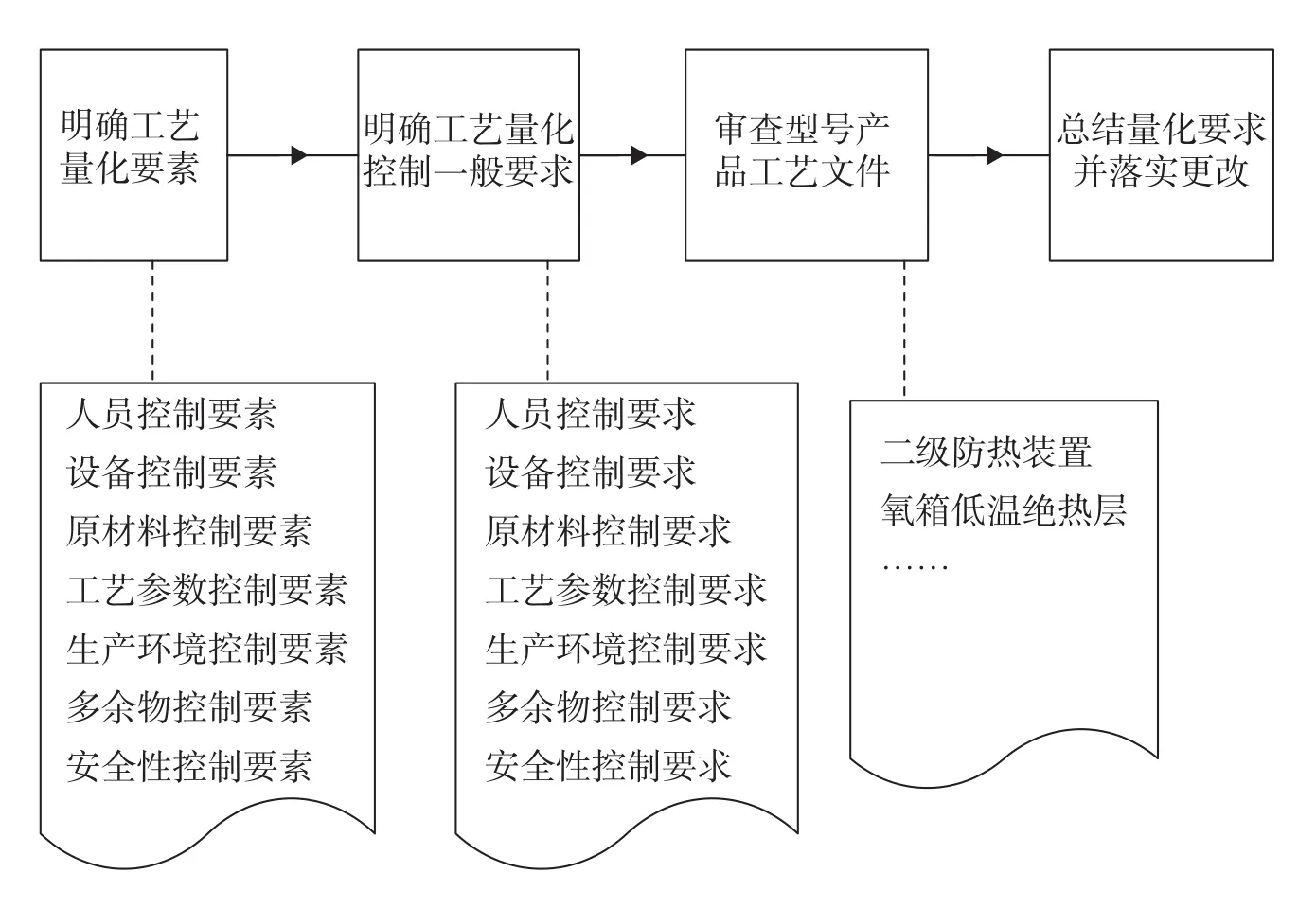
图1 CZ-7型号产品工艺量化工作流程图
安全性控制要求。生产过程中应严格按照相关法律法规、制度、规范的要求进行安全生产,可通过安全生产的相关文件进行规定,产品对安全性有特殊要求的必须在工艺文件中进行明确。
多余物控制要求。型号产品复合材料形成专业多余物的预防和控制应贯彻“预防为主、全员参与、明确职责、全程控制”的原则。根据型号产品复合材料成形专业的性能和特点,配备多余物预防和控制所需的工具、仪器、设备等并正确使用。针对型号产品生产、试验、包装、运输和贮存等过程易产生多余物的重要环节,制定预防和控制措施。
三是审查型号产品工艺文件。按照7个要素及要求组织28位型号产品负责人,分工序对CZ-7型号产品使用的120本工艺文件量化控制情况开展了初步梳理。
经梳理,识别出12类产品、共21本工艺文件需要进一步开展工艺量化控制,其中需量化的要素中,工艺参数要素涉及28项、多余物要素涉及9项、生产环境要素5项、原材料要素2项、人员要素1项、设备要素1项,控制措施主要为工艺参数和多余物控制。列出其中3类产品的量化控制梳理信息,分别为TC4粉末冶金成型下接头、软模成型MT300/803环框、助推氧化剂箱低温绝热层(见表1)。
四是总结量化要求并落实更改。针对12类产品的有关工艺文件,对每一本工艺文件进行了全面的工艺量化方面的审查,通过对工艺文件中存在的未量化或量化宽泛的项目进行整理,对未量化项目的共性要素进行总结,进一步得到9类量化细目及要求。
原材料明细要求。主材中应明确原材料的名称、牌号、标准及厂家名称;使用国标、国军标、行业标准等通用标准的原材料,主要原材料应明确厂家、一般材料可填写市售;同一材料经验证可用的,可填写多个牌号或厂家。
原材料复验要求。主要原材料和有重要作用的辅助材料应明确复验项目;复验方式分为直接理化测试、间接理化测试、外观标识检查,其中主要材料必须使用理化测试,试剂类或其他材料可采用外观标识检查的方式;复验周期和贮存期应根据材料技术条件或相关研究工作明确,金属材料、无机材料等未明确贮存期要求的,贮存期统一明确为长期,复验周期可为按批或具体时间。
温度工艺参数控制。明确升温速率、保温温度和时间、降温速率;对升降温不敏感的工艺过程可不明确升降温速率,但需明确设备设定温度、设备实测温度、模具或空气温度的实测温度等。
胶黏剂制备和使用要求。明确配制要求,包括胶黏剂配方、每次配制的数量、各组分的加入顺序、使用的混合或搅拌方式(工具、搅拌速度、搅拌时间)、混合均匀后的状态(颜色、粘度或其他物理性能);明确使用要求,包括适用期、胶黏剂涂刷或刮涂的方法、使用数量、固化温湿度、固化后的清理方式(包括清理的工具)。

表1 CZ-7典型产品工艺文件量化控制梳理
柔性隔热毡缝合控制。明确对接或搭接形式、搭接尺寸、缝合方式、缝合跨距、封边处理方法、线头处理方法。
表面处理控制。明确表面处理的方法,如有标准应明确标准或相关的参数。
表面清理控制。明确表面清理使用的工具、使用的处理剂、多种处理剂的使用顺序、处理的方法、晾置时间、处理后需达到的状态要求。
多余物处理。明确工序中产生多余物种类,多余物清理的方式,清理的工具(应避免造成产品损伤、避免引入新的多余物),清理后应达到的效果,如何检查。
外协工序控制。明确产品外协的技术要求、入所检查要求。
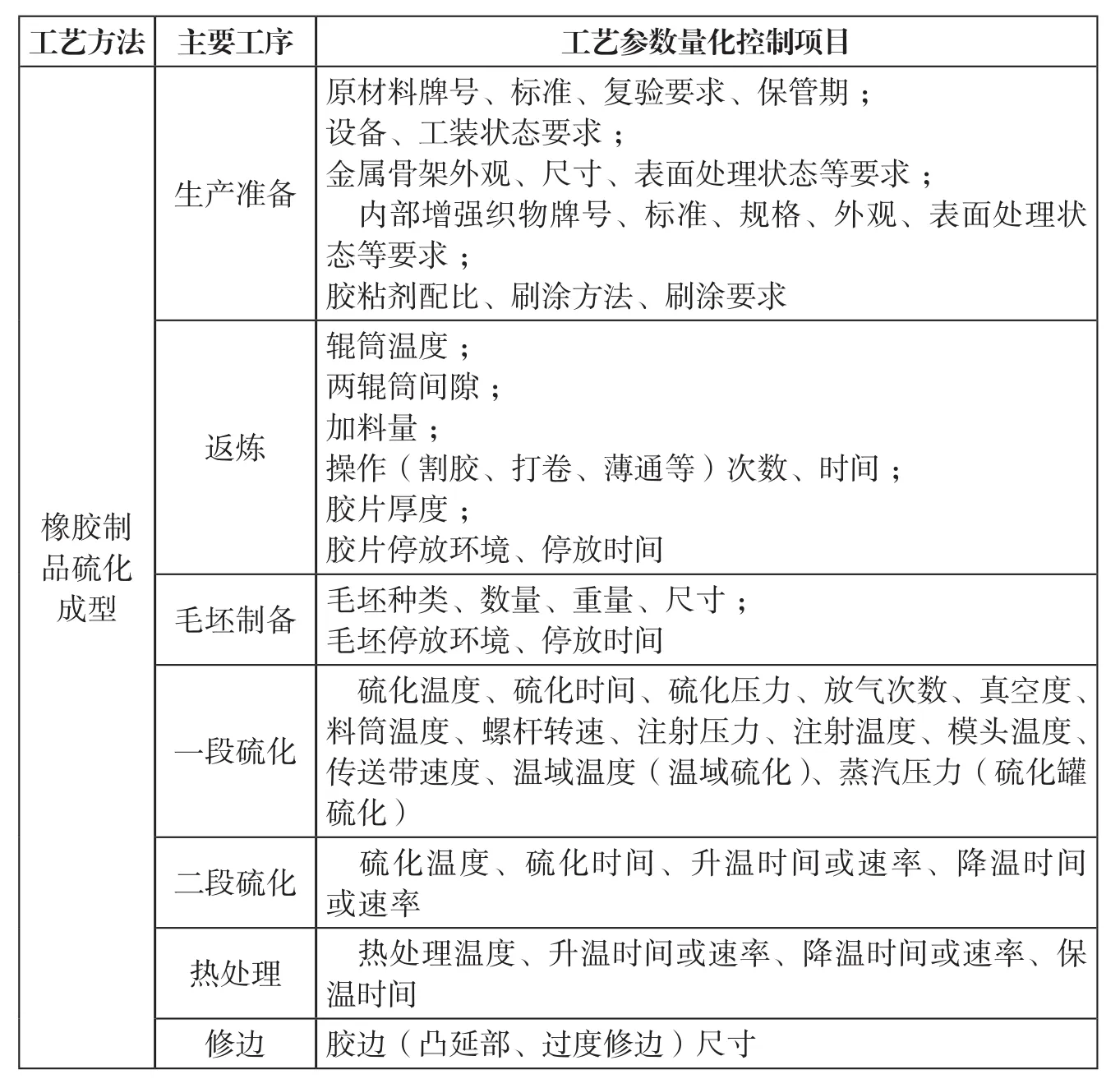
表2 橡胶制品硫化成型工艺参数量化控制项目
2.航天型号典型产品工艺量化推广
从CZ-7型号产品超差情况、合格率等方面综合考虑,对旋压管、密封制品的典型产品工艺文件开展了专题审查。整理其他型号同类产品办理的质疑单,对出现的超差问题进行分类和分析,找出产品超差的主要原因,进一步梳理原材料、工艺等过程的控制要求,同时提出环境要求,实现工艺过程定性描述及定量控制,从而提高手工操作的一致性,最终实现产品质量一致性和合格率的提升。
3.院级工艺文件编制规范制定
工艺文件编制规范是工艺文件编制最直接的依据和指导,按照航天科技工艺专业划分进行梳理,归纳总结量化控制要求,针对研究所专业特点开展粉末冶金、纤维缠绕、布带缠绕、橡胶制品硫化成型4个专业领域技术标准编制工作,形成工艺文件编写要求标准规范。
工艺文件编制规范明确了产品生产工艺参数量化控制项目,以橡胶制品为例,硫化成型工艺参数量化控制项目见表2。
二、应用成效
通过系统分析工艺量化控制要求,进一步识别出当前生产过程控制中的薄弱环节,以工艺控制要素为源头,在工艺设计时通过合理制定工艺因素的控制范围,避免产生产品形性要求的缺陷或问题;在航天型号典型产品中进行量化控制推广,院级规范落实了工艺文件编制的上级要求和工艺量化要求,融合了各部门多年来的技术经验,对提升工艺文件的规范性、编制质量和量化水平具有重要的意义。
